340连轧管机组工艺技术特点和装备水平
- 格式:pdf
- 大小:334.71 KB
- 文档页数:4
短流程连铸连轧成套装备的自动控制系统及其功能和特点随着工业化进程的不断发展,铁路、建筑、汽车等行业对高强度钢材的需求逐渐增加。
而短流程连铸连轧工艺由于其高效率、低成本的优势,成为满足这些需求的重要生产方式。
短流程连铸连轧成套装备的自动控制系统作为其中的核心组成部分,具有重要的作用。
本文将详细介绍短流程连铸连轧成套装备的自动控制系统及其功能和特点。
首先,短流程连铸连轧成套装备自动控制系统的主要功能之一是实现整个生产过程的自动化。
传统的连铸连轧工艺中,操作人员需要手动控制铸机、轧机等设备的运行,存在操作不准确、效率低下等问题。
而自动控制系统通过引入先进的控制算法和传感器技术,实现对设备各项参数的自动监测和调节,从而大大提高了生产效率和产品质量。
其次,短流程连铸连轧成套装备自动控制系统还能实现生产过程中的数据采集和分析。
通过传感器对设备运行状态、温度、速度等关键参数进行实时监测,自动控制系统能够将这些数据收集起来,并进行处理和分析。
通过对数据的分析,可以发现生产过程中的潜在问题,并及时采取相应的措施进行调整,从而降低了生产事故的发生率,提高了工作安全性。
与此同时,短流程连铸连轧成套装备自动控制系统还具有良好的系统稳定性和可靠性。
在生产过程中,自动控制系统具有快速响应的特点,能够在毫秒级的时间内对设备进行调节和控制。
同时,自动控制系统还具备良好的抗干扰能力,能够在强电磁干扰、温度变化等复杂环境下稳定工作。
这使得自动控制系统能够适应不同的工作环境和生产要求,实现连铸连轧工艺的高质量生产。
另外,短流程连铸连轧成套装备自动控制系统还具备一定的人机交互功能。
在系统界面设计上,考虑到操作人员的使用习惯和操作需求,自动控制系统采用直观简洁的操作界面,方便操作人员对设备进行监视和调整。
操作面板上的指示灯和图形显示,能够直观地显示设备运行状态和异常情况,方便操作人员进行故障诊断和处理,提高了系统的可操作性。
此外,短流程连铸连轧成套装备自动控制系统还具有良好的灵活性和可扩展性。



关于连轧管机的基本知识什么是连轧管机?连轧管机是一种生产中、小口径无缝钢管的高效能轧机。
它是将已穿孔的毛管套在一根芯棒上,依次通过5~9个连续布置的、相邻两机架间的轧辊轴线互相垂直的、机架间距较近的二辊式轧机,对毛管进行纵向轧制。
连轧管机的结构如下图所示。
由于连轧管机能实现大变形量,一般总变形率可达到80%,延伸系数为3.5~5,所以它具有高的生产率。
现代化连轧的连轧管机组中配置了张力减径机,通常连轧管机只需生产一两种直径规格的钢管,然后通过张力减径机扩大品种范围。
连轧管机的分类和工艺特点:根据芯棒运动方式的不同,可将连轧管机分为全浮动、限动和半限动芯棒连轧管机三种类型。
(1)全浮动芯棒连轧管机的工艺特点如下。
全浮动芯棒连轧管机在轧制过程中,芯棒自由通过各架轧机,然后由脱棒机将芯棒从钢管中抽出。
由于在轧制过程中不控制芯棒速度,因此在整个轧制过程中芯棒运动速度多次变化,将导致金属流动条件的改变,直接影响变形过程,造成钢管纵向壁厚和直径的波动,从而影响成品管的尺寸精度。
另外芯棒长度大,一则为制造增加了成本和难度再则当轧制直径较大的钢管时,长的芯棒质量大,钢管带着过重的芯棒在辊道上运行,将会导致钢管损坏,也给芯棒的维护、保管带来很大的困难。
因此,目前全浮动式芯棒连轧管机均用于生产钢管直径小于177.8的中小型钢管生产。
(2)限动芯棒连轧管机的工艺特点如下。
限动芯棒连轧管机是在整个轧制过程中对芯捧加以控制,使芯棒以设定的低于轧制速度的恒定速度运行。
在轧制过程结束后,钢管由芯摊上脱出,而芯棒则由限动机构带动快速返回。
实践证明,芯棒的运动速度应高于第一架轧机的咬人速度而低于第一架轧机的出口速度。
这样在整个轧制过程中芯捧的运动速度均低于所有机架的轧制速度,从而避免了不规则的金属流动而导致轧制条件的变化。
由于芯棒运动速度受到限制,每·一机架的轧制压力与全浮动芯棒连轧管机相比都相对减小,金属流动量呈现一定的规律性,延伸系数可更大一些,并且可以获得非常好的钢管壁厚公差,达到提高产量和质量的效果。
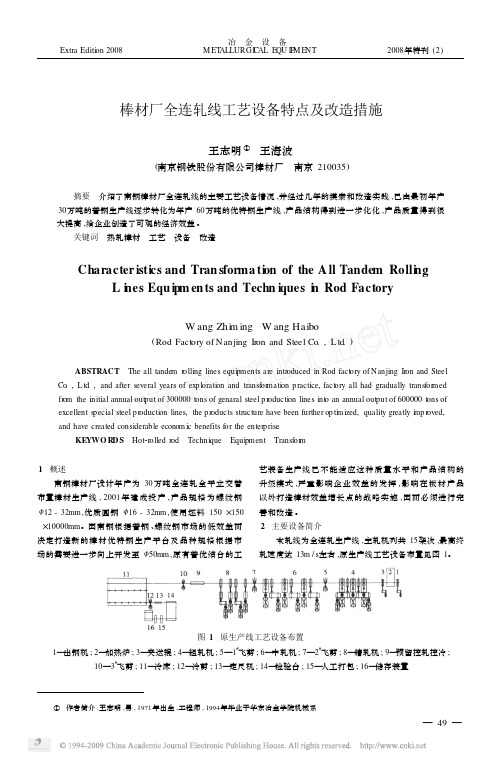
棒材厂全连轧线工艺设备特点及改造措施王志明① 王海波(南京钢铁股份有限公司棒材厂 南京210035)摘要 介绍了南钢棒材厂全连轧线的主要工艺设备情况,并经过几年的摸索和改造实践,已由最初年产30万吨的普钢生产线逐步转化为年产60万吨的优特钢生产线,产品结构得到进一步化化,产品质量得到很大提高,给企业创造了可观的经济效益。
关键词 热轧棒材 工艺 设备 改造Character isti cs and Tran sforma ti on of the A ll Tandem Rolli n gL i n es Equ i p m en ts and Techn i ques i n Rod FactoryW ang Zhi m ing W ang Haibo(Rod Fact ory of Nanjing Ir on and Steel Co .,L td .)ABSTRACT The all tande m r olling lines equi pments are intr oduced in Rod fact ory of Nanjing Ir on and Steel Co .,L td .,and after several years of exp l orati on and transfor mati on p ractice,fact ory all had gradually transf or med fr om the initial annual out put of 300000t ons of genaral steel p r oducti on lines int o an annual out put of 600000t ons of excellent s pecial steel p r oducti on lines,the p r oducts structure have been further op ti m ized,quality greatly i m p r oved,and have created considerable econom ic benefits f or the enter p rise .KE YWO R D S Hot 2r olled r od Technique Equi pment Transfor m1 概述南钢棒材厂设计年产为30万吨全连轧全平立交替布置棒材生产线,2001年建成投产,产品规格为螺纹钢<12-32mm ,优质圆钢<16-32mm ,使用坯料150×150×10000mm 。

攀成钢340连轧管机组生产管控系统
无
【期刊名称】《自动化信息》
【年(卷),期】2007(000)011
【摘要】一、项目概况 1、机组概况攀钢集团成都钢铁有限责任公司φ340mm
连轧管机组是从MEER公司引进的一套具有当前国际先进工艺和控制水平的无缝
钢管生产机组。
设计能力为年产50万吨无缝钢管,目标为年产80万吨无缝钢管。
该机组工程于2003年10月开工,2005年10月建成投产。
【总页数】2页(P15-16)
【作者】无
【作者单位】无
【正文语种】中文
【中图分类】TG333.8
【相关文献】
1.攀成钢建成多条具有世界先进控制水平的自动化生产线——340连轧管机组电气与自动化系统简介 [J], 高生阳;鄢昌理
2.攀成钢φ340mm连轧管机组二级计算机系统——生产过程监控与管理信息系统的有机结合 [J], 申江捷;刘生苟
3.ABB现场总线技术在攀成钢公司340连轧管机组中的应用 [J], 钟国淑;高生阳
4.攀成钢新建世界一流水平的Φ340连轧管机组 [J], 范
5.攀成钢新建φ340连轧管机组向世界一流水平迈进 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
某管业有限公司无缝钢管机组设备安装施工组织设计受控阶段:投标目录一、编制说明及编制依据二、工程概况三、施工部署1、施工组织2、施工安排3、轧管机组工艺四、机械设备施工方案及技术要求1、设备安装应具备的条件2、基础验收3、机械设备安装常规要求4、机组设备安装顺序及技术要求4.1、管坯锯及上料台架安装:4.2、穿孔机系统安装4.3、轧管机组的安装4.4脱管机安装4.5张力减径机安装4.6、冷床的安装4.7、矫直机安装4.8、附属设备安装4.9、高压水除鳞系统安装5、设备试运转五、工艺管道安装施工方案及技术要求1、介质管道系统的安装2、液压润滑系统管道安装3、干油集中润滑系统安装六、电气仪表工程施工方案七、劳动力计划八、施工机具及设备需求量计划九、施工进度计划及工期保证措施十、质量保证措施十一、安全及文明施工目标和措施十二、环境管理目标及措施附图:1、劳动力计划表2、质量保证体系图3、安全及文明施工保证体系图4、施工进度计划网络图一、编制说明及编制依据1、编制说明1.1、本施工组织设计是为**管业有限公司Φ108无缝钢管机组设备安装调试工程投标需要编制的,1.2、本组织设计是根据招标资料及以往施工同类工程特点、经验材料,并结合我公司施工能力、技术装备状况制定的。
1.3、由于图纸、资料不全,本施工组织设计仅作投标之用,中标后,根据工程实际及设计资料,编制详细的施工组织设计。
2、编制依据2.1设备施工招标文件,招标编号:FB03-050;2.2部分施工图纸及设备说明;2.3我单位人员对本工程情况的理解及现场施工条件因素等情况;2.4、国家或行业现行的施工规范及验收标准;GB 50231-2009 机械设备安装工程施工及验收通用规范GB 50387-2006 冶金机械液压、润滑和气动设备工程安装验收规范GB 50386-2006 轧机机械设备工程安装验收规范GB 50744-2011 轧机机械设备安装规范GB/T 4272-2008 设备及管道绝热技术通则GB 50126-2008 工业设备及管道绝热工程施工规范GB 50185-2010 工业设备及管道绝热工程施工质量验收规范GB 50235-2010 工业金属管道工程施工规范GB 50236-2011 现场设备、工业管道焊接工程施工规范GB 50184-2011 工业金属管道工程施工质量验收规范GB 50300-2013 建筑工程施工质量验收统一标准GB 50726-2011 工业设备及管道防腐蚀工程施工规范GB 50205-2001 钢结构工程施工质量验收规范GB 50252-2010 工业安装工程施工质量验收统一标准GB 50270-2010 输送设备安装工程施工及验收规范YB/T 9256-96 钢结构、管道涂装技术规程GB 50026-2007 工程测量规范GB50150-2006《电气装置安装工程电气设备交接试验标准》GB50168-2006《电气装置安装工程电缆线路施工及验收规范》GB50169-2006《电气装置安装工程接地装置施工及验收规范》GB50171-2012《电气装置安装工程盘、柜及二次回路接线施工及验收规范》GB50172-2012《电气装置安装工程蓄电池施工及验收规范》GB50303-2002《建筑电气工程施工质量验收规范》GB50397-2007《冶金电气设备工程安装验收规范》GB50093-2013《工业自动化仪表工程施工及质量验收规范》2.5我公司的《管理手册》、程序文件、支持性文件、安全生产、技术管理、文明施工、等规定。
短流程连铸连轧成套装备的制造工艺和工程布局短流程连铸连轧成套装备是一种先进的工艺装备,它能够将铁水直接转化为精细的板材,具有高效、节能、环保等优点。
本文将介绍短流程连铸连轧成套装备的制造工艺和工程布局。
一、制造工艺1. 连铸连铸是将熔化的金属注入连续铸模中,通过快速冷却和凝固,形成连续坯料。
短流程连铸采用的是氧化物冷却剂连续铸模技术,通过喷水冷却,快速凝固,使铸坯变薄、宽度增大,提高了生产效率。
2. 连轧连轧是将连续坯料经过多道次的轧制加工,形成具有一定规格和性能要求的板材。
短流程连铸连轧采用的是快速轧制技术,通过液压控制系统控制辊缝调节,实现轧制速度的快速调整,提高了板材的质量和生产效率。
3. 热处理热处理是对板材进行加热和冷却处理,以改善材料的性能和组织结构。
短流程连铸连轧装备中的热处理设备,采用先进的间歇加热技术和快速冷却技术,保证了板材的机械性能和物理性能。
4. 轧机调整轧机调整是针对不同规格和性能要求的板材,对连铸连轧装备进行参数调整和设备配置的过程。
短流程连铸连轧装备采用智能化的控制系统,可以根据板材的要求自动调整轧机的参数,提高了生产的灵活性和效率。
二、工程布局1. 轧机生产线轧机生产线是短流程连铸连轧装备的核心部分,包括轧机、连铸机、热处理设备等。
轧机生产线的布局应尽量紧凑,以确保连续生产的流程顺畅和效率高。
同时,还需要考虑轧机生产线与其他生产线的协调和配合,提高整体生产效率。
2. 辅助设备辅助设备包括钢水净化设备、除渣设备、冷却设备等,用于辅助轧机生产线工作。
辅助设备的布局应与轧机生产线结合紧密,确保各个设备之间的协调和衔接,提高生产效率和产品质量。
3. 能源控制能源控制是短流程连铸连轧装备的重要方面,包括电力、水、气等能源的供应和控制。
在工程布局中,应合理设置能源控制中心,实现对各个能源的集中控制和监测,提高能源的利用效率和生产的可持续发展。
4. 安全环保安全环保是短流程连铸连轧装备的基本要求,应在工程布局中考虑相关的设备和措施。
衡阳钢管历340连轧管机组电气传动和自动化系统特点电气传动2006年第36卷第6期衡阳钢管p340连轧管机组电气传动和自动化系统特点李长江衡阳华菱钢管有限公司摘要:分析了衡阳钢管疹340无缝钢管机组电气传动和基础自动化系统的特点;介绍了主要电气设备的设计选型和配置;重点分析了穿孔机、连轧机及定径机3大主电机的交流多传动系统;对基础自动化系统的配置、通信、控制功能等进行了较为详细的分析。
关键词:连轧管机组交流多传动系统基础自动化DriVesystemandB船icAutomatj蚰of万340MPMRollingM圳f打H蛐gyangsteelTubeLiChan鲥iangAbstr眦t:Thisarticleanalysesthecharacteristicofdriversystemandbasicautomationsystemof∥340seamlesstuberollingmiUinhengyangsteeltube,itintroducesthedesignoptionandconfigurationofmaine—lectricalequipment,speciallyanalyseACmulti_drivensystemofmainmotorofCTP,MPM矗ndSM,makesadetailedanalysisaboutconfiguration,communicationandfunctioncontrolofbasicautomationsystem.Keyw们证s:MPMmillA(、_multi—drivesystembasic_automation衡阳钢管新建的万340mm限动连轧管机组主要工艺设备有:环形加热炉1座;锥形穿孔机1台;5机架限动连轧机1台;3机架脱管机1台;步进式再加热炉1座;12机架定径机1台,步进式冷床1台。
主要工艺和设备由SM孓meer公司提供,主要传动(包括电机)和基础自动化由ABB公司提供。