工艺过程
基本概念
由若干个顺序排列的工序组 成的,而工序又可分为安装, 工位,工步和走刀 一个或一组工人, 在一个工作地对同 一个或同时对几个 工件所连续完成的 那一部分工艺过程
工序 工艺过程 的组成 安装
工件经一次装 夹后所完成的 那一部分工序
基本概念 工步
在加工表面和加工工具不变的情况下, 所连续完成的那一部分工序内容
工序分散的特点
1.采用比较简单的机床和工艺装备,调整 容易. 2.对工人的技术要求低,仅需对其进行短 时间的培训即可上岗. 3.生产准备工作量小,产品更新换代容易. 4.设备及操作工数量较多,所需生产面积 大.
工艺路线的拟定
切削加工工序
基准先行
先粗后精 预备热处理
先主后次
先面后孔
一般安排在粗加工前 粗加工,半精加工和 精加工之间 一般安排在精加工前 一般都安排在机械 加工完毕后
加工余 量
加工过程中,所切 去的金属层厚度
工序余量
相邻两工序的工序尺寸之差
工序余量分为:基本(公称)加工余量,最大 加工余量,最小加工余量
加工总余量
毛坯尺寸与零件图样 的设计尺寸之差
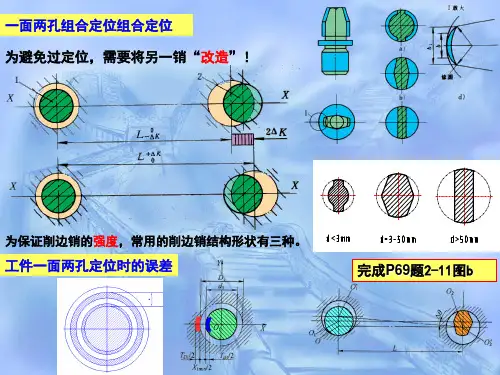
定位基准的选择
定位 基准
加工时使工件在机床或夹具中 占据正确位置所用的基准
工艺基准
测量 基准
零件检验时,用以测量已加 工表面尺寸及位置的基准
冷
件
适用于 的 零件,多用 于中,小尺寸件的大 大量
毛坯及加工余量
毛坯种类选 择的依据 ◆零件材料及机械性能 ◆零件的功能 ◆生产类型 ◆具体生产条件
大型齿轮毛坯
工业汽轮机叶片毛坯
连杆毛坯
毛坯及加工余量
毛坯形状和尺 寸的选择