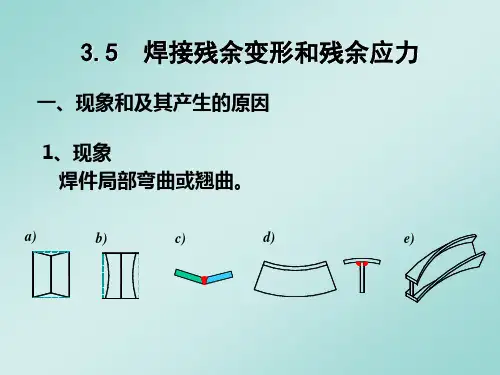
焊接残余应力
- 格式:docx
- 大小:59.67 KB
- 文档页数:2
焊接残余应力的定义
焊接残余应力是指在焊接过程中产生的一种内部应力,残余应力会存在于焊接
接头及其周围的材料中。
焊接残余应力是由于焊接过程中的热膨胀和收缩所引起的。
焊接时,焊条或电弧熔化基材形成熔池,熔池中的金属液体在冷却过程中会发
生收缩。
然而,在焊接过程中,熔池周围的材料会受到高温的影响,而且冷却速度相对较快。
由于熔池收缩和材料冷却不均匀,就会导致焊接接头周围产生残余应力。
焊接残余应力具有一定的特征,包括大小、方向和分布。
残余应力的大小取决
于焊接过程中的热输入和热输出之间的平衡。
焊接过程中产生的高温引起的材料膨胀,而冷却过程中又收缩,这使得接头周围的材料发生变形,并产生应力。
方向上,焊接残余应力可能是拉应力、压应力或剪应力。
分布上,残余应力可能会在焊接接头附近产生最大值,并逐渐减小。
焊接残余应力对焊接接头性能和使用寿命的影响是不可忽视的。
高残余应力可
能导致焊接接头出现裂纹、变形和疲劳等问题。
因此,在焊接设计和焊接过程中,需要采取一些措施来减小焊接残余应力,如使用预热、后热、合适的焊接参数和材料等。
综上所述,焊接残余应力是指在焊接过程中产生的一种内部应力,其大小、方
向和分布都会对焊接接头的性能产生重要影响。
合理的焊接设计和控制焊接过程是减小焊接残余应力的关键。

焊接残余应力焊接残余应力是影响焊接结构或焊接部件疲劳强度、弯曲强度、脆性断裂强度和抗腐蚀性等性能的重要因素。
同时,残余应力还会严重影响结构的机加工质量和尺寸的稳定性。
因此,在前面学习内应力和焊接应力产生原因的基础上,将介绍焊接后残存在焊接结构中的应力分布情况,以及降低和消除焊接应力的措施。
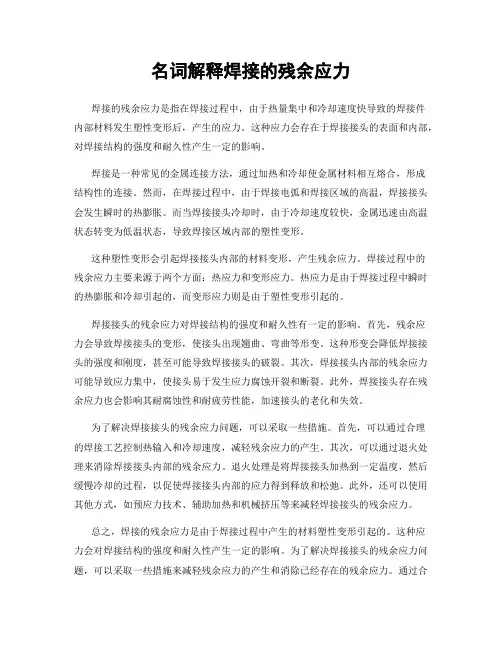
一、焊接残余应力的分布在焊件厚度不大(一般小于20mm)的常规焊接结构中,残余应力基本是纵、横双向的,如图2-5所示。
厚度方向的残余应力很小,只有在大厚度的焊接结构中,厚度方向的残余应力才有较高数值。
为了便于分析,通常将平行于焊缝轴线方向的应力称为纵向残余应力,用бx表示。
将垂直于焊缝轴线方向的残余应力称为横向残余应力,用бy表示。
厚度方向的应力残余应力,用бz表示。
下面分别加以讨论。
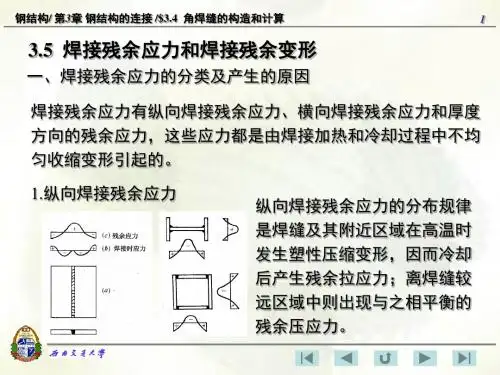
图2-5板材的空间坐标位置(一)非拘束状态下焊接残余应力的分布1.纵向残余应力бx的分布在低碳钢和普通低合金钢焊接结构中,焊缝及其附近的压缩塑性变形区内的纵向应力бx为拉应力,其数值一般达到材料的屈服点(焊件尺寸过小时除外),稍离开焊缝区,拉伸应力迅速陡降,继而出现残余压应力。
如图2-6所示为中心有一条焊缝的低碳钢长板条在不同横截面上的纵向应力бx的分布情况。
从图中可以看出,焊缝及其附近为拉应力,并达到材料的屈服极限,而远离焊缝区为压应力。
在长条板中部(Ⅲ-Ⅲ截面所在的区域),纵向残余应力的大小基本保持不变,一般称该区域为稳定区。
在焊缝两端O-O截面,、因为边界条件与中部有所不同,拘束度和热循环特性也不尽相同,使纵向残余应力由恒定逐渐降至零而出现过渡区。
另外,纵向应力在过渡区分布不同于中段,且бx小于材料的屈服限бs。
图2-6焊缝横截面纵向应力的分布随着焊缝长度的缩短,稳定区降逐渐减小,直至消失。
如图2-7所示为不同焊缝长度的纵向应力бx的分布情况示意图。
由图可以发现,当焊板较短时,不存在稳定区,并且焊板越短,短焊缝中的纵向应力比长焊缝中的纵向应力要小。
名词解释焊接的残余应力焊接的残余应力是指在焊接过程中,由于热量集中和冷却速度快导致的焊接件内部材料发生塑性变形后,产生的应力。
这种应力会存在于焊接接头的表面和内部,对焊接结构的强度和耐久性产生一定的影响。
焊接是一种常见的金属连接方法,通过加热和冷却使金属材料相互熔合,形成结构性的连接。
然而,在焊接过程中,由于焊接电弧和焊接区域的高温,焊接接头会发生瞬时的热膨胀。
而当焊接接头冷却时,由于冷却速度较快,金属迅速由高温状态转变为低温状态,导致焊接区域内部的塑性变形。
这种塑性变形会引起焊接接头内部的材料变形,产生残余应力。
焊接过程中的残余应力主要来源于两个方面:热应力和变形应力。
热应力是由于焊接过程中瞬时的热膨胀和冷却引起的,而变形应力则是由于塑性变形引起的。
焊接接头的残余应力对焊接结构的强度和耐久性有一定的影响。
首先,残余应力会导致焊接接头的变形,使接头出现翘曲、弯曲等形变。
这种形变会降低焊接接头的强度和刚度,甚至可能导致焊接接头的破裂。
其次,焊接接头内部的残余应力可能导致应力集中,使接头易于发生应力腐蚀开裂和断裂。
此外,焊接接头存在残余应力也会影响其耐腐蚀性和耐疲劳性能,加速接头的老化和失效。
为了解决焊接接头的残余应力问题,可以采取一些措施。
首先,可以通过合理的焊接工艺控制热输入和冷却速度,减轻残余应力的产生。
其次,可以通过退火处理来消除焊接接头内部的残余应力。
退火处理是将焊接接头加热到一定温度,然后缓慢冷却的过程,以促使焊接接头内部的应力得到释放和松弛。
此外,还可以使用其他方式,如预应力技术、辅助加热和机械挤压等来减轻焊接接头的残余应力。
总之,焊接的残余应力是由于焊接过程中产生的材料塑性变形引起的。
这种应力会对焊接结构的强度和耐久性产生一定的影响。
为了解决焊接接头的残余应力问题,可以采取一些措施来减轻残余应力的产生和消除已经存在的残余应力。
通过合理的焊接工艺和退火处理等方法,可以有效地解决焊接接头的残余应力问题,提高焊接结构的质量和可靠性。
焊接变形计算公式焊接变形是在焊接过程中由于热应力引起的材料形状和尺寸的改变。
焊接变形对焊接接头的质量和工件的性能有重要影响,因此对焊接变形进行准确的计算和控制非常重要。
下面将介绍一些用于焊接变形计算的公式。
1.焊接残余应力的计算公式焊接残余应力是指焊接结束后,由于材料受到非均匀加热和冷却引起的在焊接接头内部残余的应力。
常用的计算公式有:-残余应力的平均值计算公式:σ_avg = (E * α * ΔT * t) / (2 * (1 - v))其中,σ_avg表示平均应力,E表示弹性模量,α表示热膨胀系数,ΔT表示焊接材料的温度变化,t表示材料的厚度,v表示泊松比。
-残余应力的最大值计算公式:σ_max = (E * α * ΔT * t) / (2 * (1 - v)) * (1 + (1 + 3.85 * (t / w) * (1 + w / 4 * t))^0.5)其中,σ_max表示最大应力,w表示焊接接头的宽度。
2.焊接变形的计算公式焊接变形可以通过计算焊缝收缩量来估计。
常用的计算公式有:-焊缝收缩量的垂直分量计算公式:δ_v=(1+ε/2)*ΔL其中,δ_v表示垂直分量的收缩量,ε表示机械机构的收缩比例,ΔL表示焊缝长度的变化。
-焊缝收缩量的水平分量计算公式:δ_h=(1+ε)*δ_v其中,δ_h表示水平分量的收缩量。
3.焊接变形的补偿计算公式为了控制焊接变形效果,可以通过在焊接接头附近加入补偿材料来抵消变形。
常用的计算公式有:-补偿材料长度的计算公式:L_c=δ_v/ε_c其中,L_c表示补偿材料的长度,δ_v表示焊接变形的总和,ε_c 表示补偿材料的收缩比例。
-补偿材料的宽度计算公式:w_c = L_c * tan(θ)其中,w_c表示补偿材料的宽度,L_c表示补偿材料的长度,θ表示焊接角度。
以上是一些常用的焊接变形计算公式,通过这些公式可以对焊接接头的变形进行预测和控制。
需要注意的是,在实际应用中,由于焊接条件等因素的影响,计算结果可能与实际结果存在一定的差异,因此在进行设计和工艺规程编制时,还需要考虑一定的安全余量。
焊接残余应力
残余应力是什么?
残余应力是指在没有外力或外力矩作用的条件下,构件或材料内部存在并且自身保持平衡的宏观应力。
一、残余应力是哪种内应力?
1内应力的分类
根据作用范围大小可分为三类:
第一类内应力(又称“宏观应力”)贯穿于整个物体内部;
第二类内应力存在于单个晶粒的内部,当这种平衡遭到破坏时,晶粒尺寸会发生变化;
2残余应力所属类别
残余应力是第一类内应力的工程名称。
残余应力形成的根本原因是微观上不同原子或者同种原子不同排列方式造成材料成分或者结构上的不均匀性导致的原子间相互作用力的变化在宏观上的体现。
二、哪些加工成型过程会导致残余应力?
铸造、锻压、焊接、喷涂以及各类机械加工成型过程中都会导致材料出现残余应力。
本文关注的对象是焊接残余应力。
焊接残余应力是焊件产生变形、开裂等工艺缺陷的主要原因,焊接变形在制造过程中危及形状与尺寸公差、接头安装偏差和增加坡口间隙,使制造过程更加困难;焊接残余应力可使焊缝特别是定位焊缝部分或完全断开;机械加工过程中释放的残余应力也会导致工件产生不允许的变形。
同时,焊接残余力可能引起结构的脆性断裂,拉伸残余应力会降低疲劳强度和腐蚀抗力,压缩残余应力会减小稳定性极限。
因此,焊接残余应力一直是焊接界关注的重点问题之一。
三、焊接残余应力的控制方法
在制造过程中的工艺措施和方法
采用线能量小的工艺参数和焊接方法及强制冷却措施
采用合理的焊接顺序和方向,调整残余应力分布
1)先焊收缩量大的焊缝和应力较大的焊缝;
2)焊缝交叉时,先焊短焊缝,后焊直通长焊缝;
采取降低焊缝拘束度的工艺措施,补偿焊缝收缩量;
锤击多层焊缝中间各层,使之延展,降低应力和拘束度;
预拉伸补偿焊缝收缩(机械拉伸或热拉伸)
局部加热,在构件的相应部分形成可补偿焊缝收缩的变形;
低应力无变形焊接法
四、焊接残余应力的消除方法
1)利用机械力或冲击能分为焊缝滚压法、机械拉伸法、锤击法、振动法、爆炸法。
2)热处理整体高温退火、局部高温退火、温差拉伸法(低温消除应力法)、拟焊接加热法。