焊接残余应力
- 格式:ppt
- 大小:7.48 MB
- 文档页数:26
消除焊接残余应力的方法一、背景介绍焊接是一种常见的金属连接方法,但是在焊接过程中会产生残余应力,这些应力可能会导致零件变形、裂纹和失效。
因此,消除焊接残余应力是非常重要的。
二、焊接残余应力的来源焊接残余应力主要来自两个方面:热应力和冷却应力。
1. 热应力在焊接过程中,由于高温作用下金属材料发生膨胀和收缩,导致产生热应力。
这种热应力会导致零件变形和内部裂纹。
2. 冷却应力当热源移开后,焊缝区域开始冷却,并且不同区域的冷却速度不同,导致产生冷却应力。
这种冷却应力会导致零件变形、裂纹和失效。
三、消除焊接残余应力的方法为了消除焊接残余应力,可以采用以下几种方法:1. 预热法预热法是指在进行实际的焊接之前,在工件上施加一定的加热处理。
这样做可以使材料温度均匀分布,减少热应力的产生。
2. 后热处理法后热处理法是指在焊接完毕后,对工件进行一定的加热或冷却处理。
这样做可以消除残余应力,并且提高材料的强度和韧性。
3. 机械加工法机械加工法是指在焊接完成后,对工件进行一定的机械加工。
这样做可以消除残余应力,并且提高材料的表面光洁度和精度。
4. 振动法振动法是指在焊接完成后,对工件进行一定的振动处理。
这样做可以消除残余应力,并且提高材料的强度和韧性。
5. 放电等离子体法放电等离子体法是指在焊接完成后,利用放电等离子体产生高温和高压作用于焊缝区域。
这样做可以消除残余应力,并且提高材料的表面硬度和耐腐蚀性。
四、总结以上就是消除焊接残余应力的几种方法,不同方法适用于不同情况。
在实际操作中需要根据具体情况选择合适的方法来消除焊接残余应力,以确保焊接工件的质量和可靠性。
焊接接头的残余应力分析与消除技术焊接是一种常见的金属连接方式,广泛应用于工业生产和建筑领域。
然而,焊接过程中产生的残余应力可能会导致接头的变形、开裂和失效等问题。
因此,对焊接接头的残余应力进行分析和消除具有重要意义。
一、残余应力的形成原因焊接接头的残余应力主要来自于以下几个方面:1. 热应力:焊接过程中,焊缝周围的金属受到高温热源的加热,然后迅速冷却。
由于不同部位的金属冷却速度不同,会导致金属产生热应力。
2. 冷却收缩应力:焊接完成后,焊缝周围的金属在冷却过程中会发生收缩,由于焊缝两侧的金属受到约束,会产生冷却收缩应力。
3. 相变应力:某些金属在焊接过程中会发生相变,如奥氏体转变为马氏体,这种相变会引起金属的体积变化,从而产生相变应力。
二、残余应力的分析方法为了准确分析焊接接头的残余应力,可以采用以下几种方法:1. 数值模拟方法:利用有限元分析软件,对焊接接头进行模拟计算。
通过输入焊接过程中的热源参数、材料性能等数据,可以得到焊接接头在不同位置和方向上的残余应力分布情况。
2. 应力测量方法:利用应变计、应力计等仪器对焊接接头进行实时测量。
通过测量焊接接头的应变或应力,可以得到残余应力的大小和分布情况。
3. X射线衍射方法:通过对焊接接头进行X射线衍射分析,可以得到焊接接头中晶体的应变情况。
从而可以推导出残余应力的大小和分布情况。
三、残余应力的消除技术为了消除焊接接头的残余应力,可以采用以下几种技术:1. 预热与后热处理:通过在焊接前后对接头进行适当的预热和后热处理,可以改变接头的冷却速度,从而减小残余应力的大小。
2. 机械加工:通过对焊接接头进行机械加工,如磨削、切割等,可以改变接头的形状和尺寸,从而减小残余应力的大小。
3. 热处理:通过对焊接接头进行适当的热处理,如回火、退火等,可以改变接头的组织结构和性能,从而减小残余应力的大小。
4. 残余应力退火:通过对焊接接头进行退火处理,可以使接头中的残余应力得到释放,从而减小接头的变形和开裂风险。
消除焊接残余应力的方法焊接是一种常见的连接方法,但往往会在焊接过程中产生焊接残余应力。
这些残余应力可以导致焊接材料的变形和裂纹,影响焊接结构的稳定性和强度。
因此,消除焊接残余应力对于确保焊接结构的质量和可靠性至关重要。
下面将介绍几种常见的消除焊接残余应力的方法:1. 预热和后焊热处理:预热是在焊接之前加热焊接材料的方法,可以提高焊接材料的可塑性,降低焊接残余应力的产生。
后焊热处理是在焊接完成后对焊接区域进行加热处理,通过退火、正火或淬火等方法,使焊接结构的组织和性能得到调整和改善,从而减少焊接残余应力。
2. 堆焊:堆焊是在焊接接头上堆积焊条或焊丝,增加焊接材料的体积并形成一定的凸起。
通过堆焊,可以使焊接区域的残余应力分布更均匀,降低焊接接头的变形和残余应力。
3. 振动消除法:振动消除法是利用机械振动的力量来消除焊接残余应力。
通过在焊接过程中施加外力或机械振动,可以改变焊接材料的晶格结构和分子排列方式,使焊接结构中的残余应力得到释放,从而达到消除焊接残余应力的目的。
4. 加工消除法:加工消除法是通过机械或热加工来消除焊接残余应力。
例如,采用热冲压、磨削、切削等方法对焊接结构进行加工,可以改变其形状和尺寸,从而减小残余应力。
5. 冷却消除法:冷却消除法是利用焊接材料的热膨胀系数差异来消除焊接残余应力。
通过在焊接过程中控制焊接材料的冷却速度,可以使焊接结构在冷却过程中产生相应的热应力,从而消除焊接残余应力。
6. 松弛应力消除法:松弛应力消除法是通过施加外力来消除焊接残余应力。
通过对焊接结构施加拉伸、压缩、扭曲等外力,可以使焊接结构的应力场重新分布,降低焊接残余应力。
在实际应用中,常常会按照实际需要,结合不同的方法来消除焊接残余应力。
同时,选择合适的焊接方法、焊接参数和焊接材料也是消除焊接残余应力的重要因素,对于提高焊接质量和可靠性具有重要的影响。
总之,消除焊接残余应力是确保焊接结构质量和可靠性的重要措施之一。
焊接残余应力的定义
焊接残余应力是指在焊接过程中产生的一种内部应力,残余应力会存在于焊接
接头及其周围的材料中。
焊接残余应力是由于焊接过程中的热膨胀和收缩所引起的。
焊接时,焊条或电弧熔化基材形成熔池,熔池中的金属液体在冷却过程中会发
生收缩。
然而,在焊接过程中,熔池周围的材料会受到高温的影响,而且冷却速度相对较快。
由于熔池收缩和材料冷却不均匀,就会导致焊接接头周围产生残余应力。
焊接残余应力具有一定的特征,包括大小、方向和分布。
残余应力的大小取决
于焊接过程中的热输入和热输出之间的平衡。
焊接过程中产生的高温引起的材料膨胀,而冷却过程中又收缩,这使得接头周围的材料发生变形,并产生应力。
方向上,焊接残余应力可能是拉应力、压应力或剪应力。
分布上,残余应力可能会在焊接接头附近产生最大值,并逐渐减小。
焊接残余应力对焊接接头性能和使用寿命的影响是不可忽视的。
高残余应力可
能导致焊接接头出现裂纹、变形和疲劳等问题。
因此,在焊接设计和焊接过程中,需要采取一些措施来减小焊接残余应力,如使用预热、后热、合适的焊接参数和材料等。
综上所述,焊接残余应力是指在焊接过程中产生的一种内部应力,其大小、方
向和分布都会对焊接接头的性能产生重要影响。
合理的焊接设计和控制焊接过程是减小焊接残余应力的关键。

焊接残余应力焊接残余应力是影响焊接结构或焊接部件疲劳强度、弯曲强度、脆性断裂强度和抗腐蚀性等性能的重要因素。
同时,残余应力还会严重影响结构的机加工质量和尺寸的稳定性。
因此,在前面学习内应力和焊接应力产生原因的基础上,将介绍焊接后残存在焊接结构中的应力分布情况,以及降低和消除焊接应力的措施。
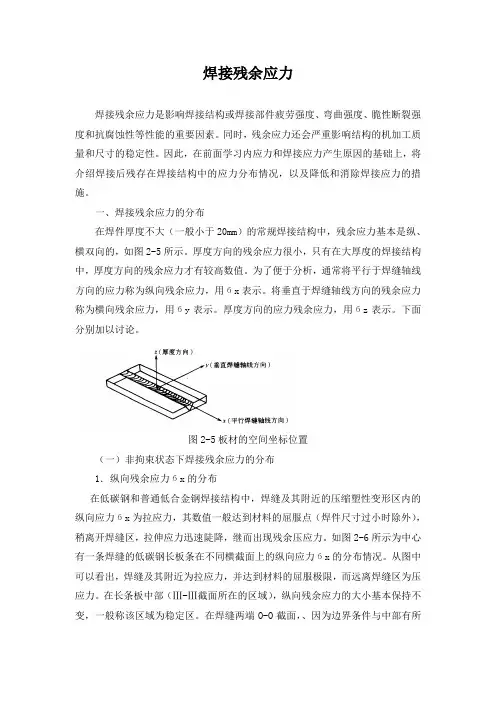
一、焊接残余应力的分布在焊件厚度不大(一般小于20mm)的常规焊接结构中,残余应力基本是纵、横双向的,如图2-5所示。
厚度方向的残余应力很小,只有在大厚度的焊接结构中,厚度方向的残余应力才有较高数值。
为了便于分析,通常将平行于焊缝轴线方向的应力称为纵向残余应力,用бx表示。
将垂直于焊缝轴线方向的残余应力称为横向残余应力,用бy表示。
厚度方向的应力残余应力,用бz表示。
下面分别加以讨论。
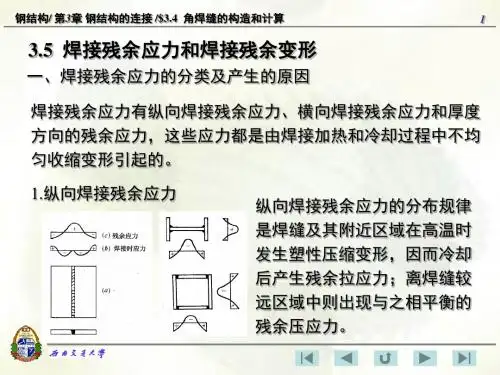
图2-5板材的空间坐标位置(一)非拘束状态下焊接残余应力的分布1.纵向残余应力бx的分布在低碳钢和普通低合金钢焊接结构中,焊缝及其附近的压缩塑性变形区内的纵向应力бx为拉应力,其数值一般达到材料的屈服点(焊件尺寸过小时除外),稍离开焊缝区,拉伸应力迅速陡降,继而出现残余压应力。
如图2-6所示为中心有一条焊缝的低碳钢长板条在不同横截面上的纵向应力бx的分布情况。
从图中可以看出,焊缝及其附近为拉应力,并达到材料的屈服极限,而远离焊缝区为压应力。
在长条板中部(Ⅲ-Ⅲ截面所在的区域),纵向残余应力的大小基本保持不变,一般称该区域为稳定区。
在焊缝两端O-O截面,、因为边界条件与中部有所不同,拘束度和热循环特性也不尽相同,使纵向残余应力由恒定逐渐降至零而出现过渡区。
另外,纵向应力在过渡区分布不同于中段,且бx小于材料的屈服限бs。
图2-6焊缝横截面纵向应力的分布随着焊缝长度的缩短,稳定区降逐渐减小,直至消失。
如图2-7所示为不同焊缝长度的纵向应力бx的分布情况示意图。
由图可以发现,当焊板较短时,不存在稳定区,并且焊板越短,短焊缝中的纵向应力比长焊缝中的纵向应力要小。
焊接残余应力分析及消除方法一、什么是焊接应力焊接应力,是焊接构件由于焊接而产生的应力。
焊接过程中焊件中产生的内应力和焊接热过程引起的焊件的形状和尺寸变化。
焊接过程的不均匀温度场以及由它引起的局部塑性变形和比容不同的组织是产生焊接应力和变形的根本原因。
当焊接引起的不均匀温度场尚未消失时,焊件中的这种应力和变形称为瞬态焊接应力和变形;焊接温度场消失后的应力和变形称为残余焊接应力和变形。
在没有外力作用的条件下,焊接应力在焊件内部是平衡的。
焊接应力和变形在一定条件下会影响焊件的功能和外观。
二、焊接应力的危害焊接残余应力对焊件有 6个方面的影响:①对强度的影响:如果在高残余拉应力区中存在严重的缺陷,而焊件又在低于脆性转变温度下工作,则焊接残余应力将使静载强度降低。
在循环应力作用下,如果在应力集中处存在着残余拉应力,则焊接残余拉应力将使焊件的疲劳强度降低。
焊件的疲劳强度除与残余应力的大小有关外,还与焊件的应力集中系数应力循环特征系数和循环应力的最大值有关其影响随应力集中系数的降低而减弱,随的降低而加剧,随的增加而减弱。
当接近于屈服强度时,残余应力的影响逐渐消失。
②对刚度的影响:焊接残余应力与外载引起的应力相叠加,可能使焊件局部提前屈服产生塑性变形。
焊件的刚度会因此而降低。
③对受压焊件稳定性的影响:焊接杆件受压时,焊接残余应力与外载所引起的应力相叠加,可能使杆件局部屈服或使杆件局部失稳,杆件的整体稳定性将因此而降低。
残余应力对稳定性的影响取决于杆件的几何形状和内应力分布。
残余应力对非封闭截面(如工字形截面)杆件的影响比封闭截面(如箱形截面)的影响大。
④对加工精度的影响:焊接残余应力的存在对焊件的加工精度有不同程度的影响。
焊件的刚度越小,加工量越大,对精度的影响也越大。
⑤对尺寸稳定性的影响:焊接残余应力随时间发生一定的变化,焊件的尺寸也随之变化。
焊件的尺寸稳定性又受到残余应力稳定性的影响。
⑥对耐腐蚀性的影响:焊接残余应力和载荷应力一样也能导致应力腐蚀开裂。
焊接残余应力产生的原因焊接残余应力是指焊接工艺过程中产生的残留应力。
焊接残余应力的产生原因主要有以下几个方面:1. 热应力:焊接过程中,焊缝和母材受到高温的加热,使其发生热膨胀。
而焊接完成后,焊缝和母材冷却收缩,由于收缩系数不同,会产生热应力。
这种应力主要分布在焊缝附近和热影响区域,对焊接结构的强度和稳定性产生影响。
2. 冷却应力:焊接过程中,焊缝和母材在高温下形成了熔池,当焊接完成后,熔池快速冷却,由于冷却速度不均匀,会导致焊缝和母材产生冷却收缩应力。
这种应力主要分布在焊缝附近和热影响区域,对焊接结构的强度和稳定性产生影响。
3. 弹性应力:焊接过程中,焊接材料受到局部变形,使焊缝和母材产生弹性应力。
这种应力主要是由于焊接过程中焊接材料的热胀冷缩引起的,对焊接结构的强度和稳定性产生影响。
4. 形状变化引起的应力:焊接过程中,焊接结构可能会发生形状变化,如变形、扭曲等。
这种形状变化会引起焊缝和母材的应力,对焊接结构的强度和稳定性产生影响。
焊接残余应力对焊接结构的影响主要体现在以下几个方面:1. 引起裂纹:焊接残余应力是焊接结构内部的应力,当应力超过了材料的承受能力时,会引起裂纹的产生。
裂纹的产生会降低焊接结构的强度和稳定性。
2. 引起变形:焊接残余应力会引起焊接结构的变形,如翘曲、扭曲等。
这些变形会影响焊接结构的几何形状和尺寸,使其失去设计要求的精度和稳定性。
3. 影响力学性能:焊接残余应力会改变焊接结构的力学性能,如强度、韧性等。
这些改变可能导致焊接结构在受力时发生变形或破坏,影响其使用寿命和安全性能。
为了减小焊接残余应力的影响,可以采取以下措施:1. 优化焊接工艺:合理选择焊接方法和参数,控制焊接过程中的温度和变形,减小焊接残余应力的产生。
可以采用预热、缓冷等措施,促使焊接结构的温度和变形均匀分布,减小应力集中。
2. 采用适当的焊接顺序:根据焊接结构的特点,采用合理的焊接顺序,避免焊接过程中应力的积累和集中。
名词解释焊接的残余应力焊接的残余应力是指在焊接过程中,由于热量集中和冷却速度快导致的焊接件内部材料发生塑性变形后,产生的应力。
这种应力会存在于焊接接头的表面和内部,对焊接结构的强度和耐久性产生一定的影响。
焊接是一种常见的金属连接方法,通过加热和冷却使金属材料相互熔合,形成结构性的连接。
然而,在焊接过程中,由于焊接电弧和焊接区域的高温,焊接接头会发生瞬时的热膨胀。
而当焊接接头冷却时,由于冷却速度较快,金属迅速由高温状态转变为低温状态,导致焊接区域内部的塑性变形。
这种塑性变形会引起焊接接头内部的材料变形,产生残余应力。
焊接过程中的残余应力主要来源于两个方面:热应力和变形应力。
热应力是由于焊接过程中瞬时的热膨胀和冷却引起的,而变形应力则是由于塑性变形引起的。
焊接接头的残余应力对焊接结构的强度和耐久性有一定的影响。
首先,残余应力会导致焊接接头的变形,使接头出现翘曲、弯曲等形变。
这种形变会降低焊接接头的强度和刚度,甚至可能导致焊接接头的破裂。
其次,焊接接头内部的残余应力可能导致应力集中,使接头易于发生应力腐蚀开裂和断裂。
此外,焊接接头存在残余应力也会影响其耐腐蚀性和耐疲劳性能,加速接头的老化和失效。
为了解决焊接接头的残余应力问题,可以采取一些措施。
首先,可以通过合理的焊接工艺控制热输入和冷却速度,减轻残余应力的产生。
其次,可以通过退火处理来消除焊接接头内部的残余应力。
退火处理是将焊接接头加热到一定温度,然后缓慢冷却的过程,以促使焊接接头内部的应力得到释放和松弛。
此外,还可以使用其他方式,如预应力技术、辅助加热和机械挤压等来减轻焊接接头的残余应力。
总之,焊接的残余应力是由于焊接过程中产生的材料塑性变形引起的。
这种应力会对焊接结构的强度和耐久性产生一定的影响。
为了解决焊接接头的残余应力问题,可以采取一些措施来减轻残余应力的产生和消除已经存在的残余应力。
通过合理的焊接工艺和退火处理等方法,可以有效地解决焊接接头的残余应力问题,提高焊接结构的质量和可靠性。
焊接残余应力产生原因分析及消除方法摘要:焊接应力即是在焊接结构时由于焊接而产生的内应力,它可以依据产生作用的时间被分为焊接瞬时应力和焊接残余应力。
所谓焊接瞬时应力是指在焊接的过程中某一个焊接瞬时产生的焊接应力,它是会跟着时间的变化而发生变化的,而在焊接之后,某一个受到焊接的焊件内还残留的焊接应力被称为焊接残余应力。
关键词:焊接残余应力;原因;消除方法1产生焊接残余应力的原因之所以会产生焊接残余应力,主要是由于焊件在焊接的过程中所受到的加热是不均匀的。
按照焊接残余应力的发生来源,可将焊接残余应力分为直接应力、间接应力和组织应力三种。
(1)直接的焊接应力是焊接残余应力所产生的最主要的原因,它是受到不均匀的加热和冷却之后所产生的,根据加热和冷却时的温度梯度而发生变化。
(2)间接的焊接应力则是焊件由于焊前的加工状况造成的应力。
焊件在受到轧制和拉拔时会产生一定的残余应力。
间接的残余应力如果在某一种场合下叠加到焊接的残余应力上去,焊件受到焊接发生变形,也会将其影响附加到焊接残余应力上去。
而且,焊件一旦受到外来的某一种约束,产生相应的附加应力,也属于间接应力的范畴。
(3)组织应力也就是由相变造成的比容变化而产生的应力,它的产生是由于焊件的组织发生了变化。
虽说组织应力会由于含碳量和材料其他成分的不同而产生差异,但我们一般都会将其所产生的影响进行分析研究。
2焊接残余应力控制方法2.1焊接结构焊接是产生焊接残余应力的根本原因,减少焊缝数量和尺寸能有效减少焊接量,通过控制焊接量可有效减少应力。
在同等焊接强度下,焊缝尺寸较小的,其焊接残余应力较小。
应尽量避免多条焊缝在同一部位集中,焊缝距离过近时,焊缝间会产生耦合,形成复杂残余应力场,焊缝间距离一般应大于3倍板厚且不小于100mm。
应尽量采用刚度较小的焊接接头形式,其结构拘束度小,能够通过变形释放焊接应力,残余应力较小。
2.2焊接工艺结构组件拆分、焊前预热、焊接参数设置、焊接顺序等对焊接应力影响较大。