焊接残余应力讲义
- 格式:pdf
- 大小:178.54 KB
- 文档页数:2

无损焊接残余应力 x射线一、无损焊接残余应力的介绍无损焊接残余应力是指焊接过程中由于热影响造成的焊接接头附近产生的应力。
焊接过程中,电弧或火焰的高温加热使得被焊接的材料局部膨胀,而冷却后又会产生收缩,导致焊接接头附近产生残余应力。
焊接过程中的残余应力对于焊接接头和焊接件的性能和寿命有着重要的影响。
首先,焊接残余应力会导致焊接接头的变形,使得焊接接头处于不稳定状态,容易产生裂纹和断裂。
其次,焊接残余应力也会影响焊接接头的力学性能,降低焊接接头的承载能力和抗疲劳性能。
最后,焊接残余应力还会影响焊接接头和焊接件的耐腐蚀性能,加速材料的腐蚀和氧化。
二、无损焊接残余应力的测试方法为了有效评估焊接件的残余应力,可以采用多种无损测试方法,其中最常用的是X射线方法。
X射线是一种电磁辐射,其波长较短,能够穿透物质并在后方产生相对强度较高的影像。
通过X射线检测,可以观察到物体内部的缺陷、残余应力等信息。
在焊接残余应力的测试中,常用的X射线测试方法有普通射线法和应力分析法。
1.普通射线法:通过拍摄焊接件的普通X射线照片,利用像差或位移等现象来分析焊接接头的残余应力。
该方法简便,但只能获得定性的结果,对残余应力的大小和分布不能进行准确的定量分析。
2.应力分析法:该方法是通过测量残余应力造成的晶体晶格畸变来评估焊接接头的残余应力。
该方法相对于普通射线法来说,可以获得较为准确的残余应力大小和分布图,但需要对测试结果进行一定的处理和分析。
三、利用X射线检测焊接残余应力的应用1.评估焊接件质量:通过X射线检测焊接件的残余应力,可以评估焊接接头的质量,并及时采取相应措施改善焊接工艺,避免焊接接头的断裂和故障。
2.优化焊接工艺:通过对焊接接头进行X射线检测,可以了解焊接接头的残余应力分布情况,进而优化焊接工艺,降低焊接接头的残余应力,提高焊接接头的性能和寿命。
3.预防裂纹和断裂:焊接接头的残余应力往往是导致裂纹和断裂的主要原因之一。
焊接过程中的变形与残余应力分析引言:焊接是一种常见的金属连接工艺,广泛应用于制造业和建筑工程中。
然而,在焊接过程中,由于高温和冷却过程中的热收缩,会导致焊接件发生变形和残余应力。
本文将探讨焊接过程中的变形和残余应力产生的原因,并介绍一些常见的分析方法和解决方案。
一、焊接过程中的变形1.1 焊接热源对金属的影响焊接过程中,焊接热源的加热会引起焊接件的温度升高,导致焊接件发生热膨胀。
当焊接完成后,焊接件冷却时,会发生热收缩。
这种热膨胀和热收缩会导致焊接件发生变形。
1.2 焊接过程中的应力分布焊接过程中,焊接热源引起的温度变化会导致焊接件内部产生应力。
这些应力会导致焊接件发生变形。
特别是在焊接过程中,焊接件的不同部位会受到不同的应力作用,从而引起焊接件的变形。
二、焊接过程中的残余应力2.1 焊接残余应力的形成机制焊接过程中,焊接件在冷却过程中会发生热收缩,但由于焊接件与周围环境的约束,无法自由收缩。
这导致焊接件内部产生残余应力。
残余应力的大小和分布会影响焊接件的性能和使用寿命。
2.2 焊接残余应力对焊接件的影响焊接残余应力会导致焊接件发生变形、裂纹和变脆等问题。
残余应力还会降低焊接件的疲劳寿命和承载能力。
因此,对焊接残余应力进行分析和控制是确保焊接质量的重要环节。
三、焊接过程中变形与残余应力的分析方法3.1 数值模拟方法数值模拟方法是一种常用的分析焊接过程中变形和残余应力的方法。
通过建立焊接过程的数学模型,可以模拟焊接过程中的温度场和应力场。
这种方法可以预测焊接件的变形和残余应力,并优化焊接工艺参数。
3.2 实验方法实验方法是另一种常用的分析焊接过程中变形和残余应力的方法。
通过测量焊接件的变形和残余应力,可以了解焊接过程中的变形和残余应力分布。
实验方法可以验证数值模拟结果的准确性,并为焊接工艺的优化提供参考。
四、焊接过程中变形与残余应力的解决方案4.1 焊接变形的解决方案为了减少焊接变形,可以采取以下措施:- 优化焊接工艺参数,如焊接速度和焊接顺序,以减小热输入和热影响区域。
焊接残余应力讲义
张思功
0317
焊接应力:钢材焊接时在焊件上产生局部高温的不均匀温度场,焊接中心处可达1600o C以上,高温部分钢材要求较大的膨胀伸长但受到邻近钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中随时间和温度而不断变化,称为焊接应力。
焊接残余应力:焊接应力较高的部位将达到钢材屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
当局部受热温度较低时,温度应力和变形将在弹性范围以内,并随温度的升降而按比例增减。
钢板完全冷却后,应力和变形恢复到零,不产生残余应力(假定原始钢板无残余应力)或残余变形。
当局部受热温度较高,达到100~150o C(Q235钢)或150~200o C(低合金结构钢)时,钢板中央部分热胀受抑制引起的温度压应力将达到钢材屈服强度;温度再升高
时则进入塑性受压状态,即继续压缩时钢材只发生压缩变形(塑性变形)而应力保持受压
不变。
(屈服时,应力不增加但应变会继续增加。
)
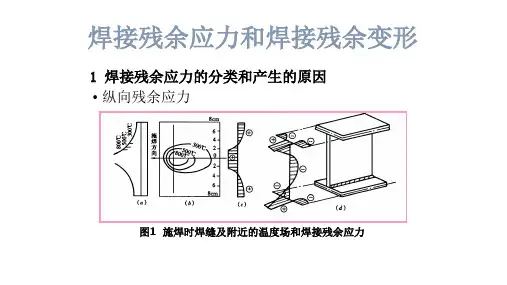
在厚度不大的焊接结构中,残余应力基本上是双轴的,即只有纵向和横向残余应力,如图1所示的和,而厚度方向温度大致均匀,残余应力很小。
只在厚度大的焊接结构
中,厚度方向的应力才达到较高的数值。
图1 焊接残余应力
1.纵向焊接残余应力
焊接结构中的焊缝(求其是组合构件中的纵向焊缝)沿纵向(焊缝长度方向)收缩时,将产生纵向焊接残余应力。
2.横向焊接残余应力
焊接结构的横向(垂直于焊缝长度方向)焊接残余应力是由焊缝及其附近
塑性变形区纵向收缩所引起的,以及因焊缝全长的不同时(有先后顺序)焊
接引起的横向收缩不同时性所引起的合成的。
以钢板对接焊缝为例,焊缝纵向收缩使两侧钢板趋向于形成相反方向的弯曲变形,但实际上焊缝将两侧钢板连成整体不能分开,因而就产生中部受拉两端受
压的自相平衡的横向焊接残余应力,如图2(b)所示.横向收缩不同时性引起的
横向焊接残余应力与焊接方向和顺序有关。
每一段焊缝冷却时的横向收缩使
其本身横向受拉(注意这一段焊缝是最后焊接的部位),而对邻近先焊的已冷却凝固部分为横向偏心受压(这一段是指中间焊缝部位),因应力自相平衡,更远处的另一端焊缝则受拉应力,如图2(c)所示。
图2 焊缝横向焊接应力
3.厚度方向的焊接应力
较厚钢材焊接时,厚度中部冷却比表面缓慢,会引起厚度方向的焊接残余应力(厚度中部受拉而上下表面为零);且纵向和横向焊接残余应力和在厚
度方向为不均匀分布。
具体分布状况与焊接尺寸和焊接工艺密切相关。