连接器PFMEA
- 格式:xls
- 大小:32.50 KB
- 文档页数:2


六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:案例背景:某家汽车零部件制造公司在生产过程中发现了一个频繁出现的问题:某零部件的尺寸偏差过大,导致装配时无法完全契合,进而影响产品的性能和质量。
为了解决这一问题,公司决定使用六步法PFMEA 进行分析和改进。
步骤一:确定分析范围团队确定了分析的范围为某零部件的生产工艺。
他们明确了问题的具体表现,以及对产品性能和质量的影响。
团队还确定了分析的目的是为了找出可能引起零部件尺寸偏差的潜在故障模式,并制定相应的控制措施。
步骤二:收集相关信息团队开始收集相关信息,包括零部件的设计图纸、生产工艺流程、设备参数、材料性质等。
他们还对生产现场进行实地考察,观察生产过程中的关键环节,并与相关工程师和操作人员进行沟通交流,了解他们对问题的认识和看法。
步骤三:识别潜在故障模式通过分析收集到的信息,团队识别出了可能导致零部件尺寸偏差的潜在故障模式。
包括:材料供应质量不稳定、设备操作不规范、工艺参数设置不当等。
每个故障模式都被赋予一个风险等级,以确定其重要性和优先级。
步骤四:确定故障影响团队分析每个故障模式的影响范围,包括对产品性能、质量、交付时间等方面的影响。
他们还评估了每个故障模式的可能性和频率,以确定其潜在风险。
步骤五:制定改进控制措施基于对故障模式和影响的分析,团队制定了一系列改进控制措施,以降低潜在风险。
加强材料供应商管理、优化生产工艺流程、规范设备操作规程等。
每个控制措施都被赋予一个责任人和执行时间表,以确保实施和落实。
步骤六:跟踪和持续改进团队制定了一个跟踪和持续改进计划,以监控改进控制措施的执行情况和效果。
他们定期对实施情况进行评估和审查,继续识别和解决可能存在的风险和问题,确保质量和性能的持续提升。
通过六步法PFMEA的分析和改进,该汽车零部件制造公司成功解决了零部件尺寸偏差的问题,提高了产品的质量和性能,降低了生产过程中的风险和损失,进一步提升了企业的竞争力和市场地位。

pfmea结构-回复什么是SOCKS5 请求?SOCKS5(Socket Secure version 5)是一种网络协议,常用于网络代理。
通过SOCKS5 请求,用户可以在本地计算机和服务器之间建立连接,实现网络请求的转发与中继。
SOCKS5 请求可以帮助用户隐藏真实的网络地址,提供更高的网络安全性和隐私保护。
下面,我们将一步一步探讨SOCKS5 请求的原理,并解释它是如何工作的。
第一步:建立连接在进行SOCKS5 请求的过程中,首先需要建立一个连接。
用户通过客户端向SOCKS5 服务器发送请求,请求建立连接到特定的目标服务器。
客户端和服务器之间的连接可以通过各种不同的方式建立,可以是本地计算机直接连接到SOCKS5 服务器,也可以是通过代理链路等方式连接。
第二步:进行认证建立连接后,需要进行身份验证。
SOCKS5 协议支持多种不同的认证方法,如无需认证、用户名/密码认证等。
客户端和服务器协商选择合适的认证方法,并通过相应的认证机制进行验证。
认证成功后,客户端可以继续向服务器发送请求。
第三步:请求转发认证通过后,客户端可以向SOCKS5 服务器发送转发请求。
该请求包含目标服务器的地址和端口号等信息。
SOCKS5 服务器接收到转发请求后,会尝试与目标服务器建立连接。
一旦连接建立成功,SOCKS5 服务器会将客户端和目标服务器之间的数据进行转发。
第四步:数据转发一旦目标服务器连接成功,SOCKS5 服务器开始进行数据转发。
它会接收从客户端发送过来的请求数据,并将该数据转发给目标服务器。
同时,SOCKS5 服务器会接收从目标服务器返回的响应数据,并将其转发给客户端。
通过SOCKS5 请求,客户端和目标服务器可以进行双向的数据通信。
第五步:数据解析与返回SOCKS5 服务器会解析客户端发送过来的数据,并将其传递给目标服务器。
类似地,服务器也会解析目标服务器返回的数据,并将其传递给客户端。
这样,客户端和目标服务器之间就可以进行有效的数据交换。
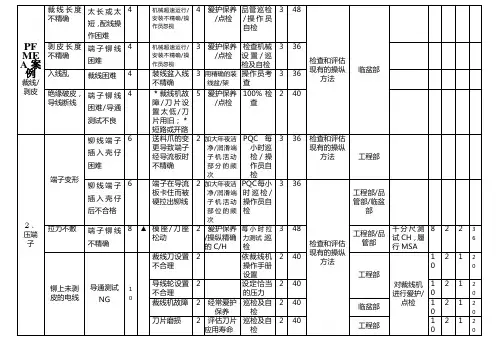
过程失效模式及后果分析(Process Failure Mode and Effects Analysis,简称PF MEA)PFMEA是过程失效模式及后果分析的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
[编辑本段]概念论述PFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Anal ysis)的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
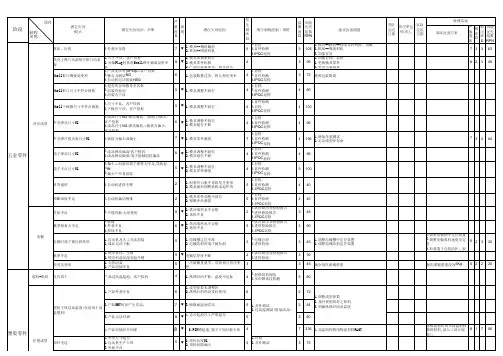
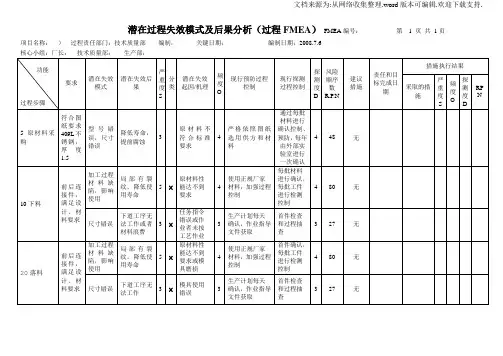
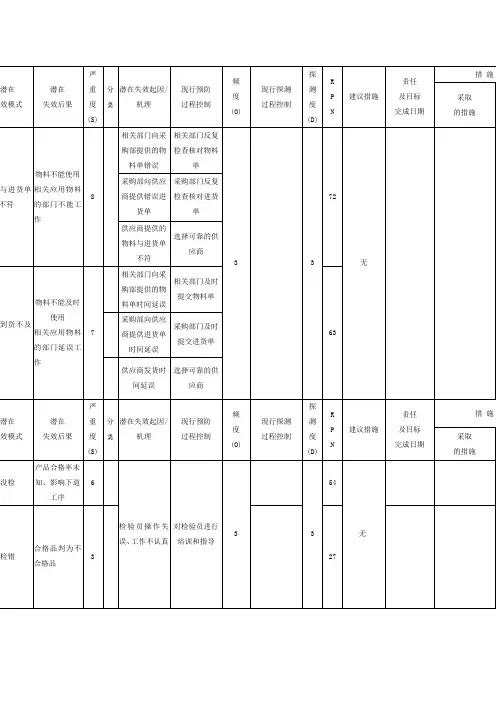
[编辑本段]原理分析PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
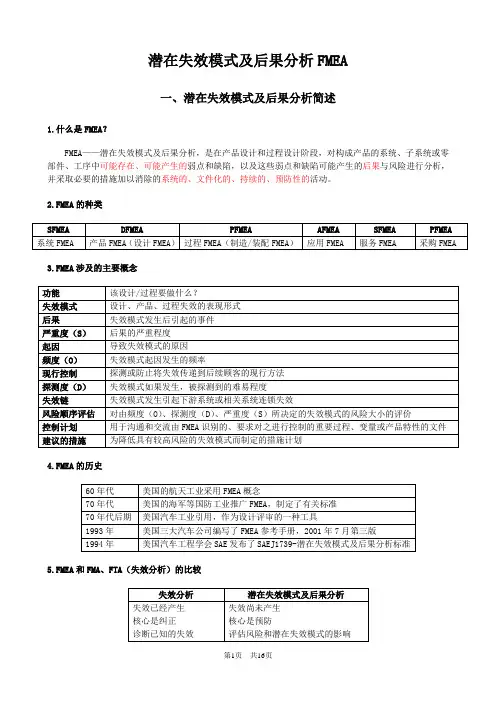
潜在失效模式及后果分析FMEA一、潜在失效模式及后果分析简述1.什么是FMEA?FMEA——潜在失效模式及后果分析,是在产品设计和过程设计阶段,对构成产品的系统、子系统或零部件、工序中可能存在、可能产生的弱点和缺陷,以及这些弱点和缺陷可能产生的后果与风险进行分析,并采取必要的措施加以消除的系统的、文件化的、持续的、预防性的活动。
2.FMEA的种类3.FMEA涉及的主要概念4.FMEA的历史5.FMEA和FMA、FTA(失效分析)的比较6.DFMEA 和PFMEA 的比较7.FMEA 的基本思路和流程划分分析对象,确定每一对象的分析内容,研究分析结果及处理措施,制作FMEA 分析表。
FMEA 分析的工作流程图如下图所示。
8.FMEA 的分类产品出现故障无非是因为设计先天下不足或制造过程留下的缺陷,所以FMEA 分设计FMEA 和过程FMEA 。
●设计FMEA设计FMEA 通常用以下方法降低产品的失效风险。
——对设计要求的评估及对设计方案的相互权衡;——根据潜在的失效模式对顾客的影响,对其进行排序列表,进而建立一套改进设计和试验的优先控制系统;——为将来分析研究现场情况,评价设计时的更改及开发更先进的设计,提供参考; ——有助于对制造和装配要求的最初设计;——提高在设计/开发过程中已考虑潜在失效及其对系统和产品使用影响的(概率)可能性; ——对制定全面、有效的设计试验计划和开发项目提供更多的信息。
●过程FMEA过程FMEA是由制造主管工程师/小组采用的一种分析技术,用来在最大范围内保证充分地考虑到并指明失效模式及其相关的后果起因/机理。
FMEA以其最严密的形式总结了工程师/小组进行工艺过程设计的设计思想(包括一些对象的分析,根据经验和过去担心的问题,它们可能发生的失效)。
这种系统化方法与一个工程师在任何制造计划过程中经常经历的思维过程是一致的。
过程FMEA假设所设计的产品会满足设计要求。
因设计缺陷所产生的失效模式不包含在过程FMEA中。
的信息,商讨一个方法,同时综合按照风险顺序数,首先对级数最高和最关键的项目(例:特殊特性)采取纠正措施。
根据最新的官方FMEA参考手册第四版规定,并不强制规定使用RPN阀值来决定是否需要采取纠正措施。
如果顾客有特殊要求,明确规定以某RPN阀值来决定是否要采取纠正措施,则依照顾客要求执行展开分析。
5.4.13优先级的确定:
根据每种潜在失效模式的S、O、D的值,先对应严重度区域和探测度区域矩阵,得出严重度等级值和探测度等级;再对应优先级矩阵,得出优先级值。
优先选择prioritylevel1的top5进行风险降低行动,prioritylevel2的项目为可选项;并且编制《制造过程方案替代表》。
5.4.14建议的措施:
建议措施的主要目的是通过改进设计或过程方法,降低风险,提高顾客满意度。
据对失效模式风险评估结果,经过小组讨论,决定是否要采取措施,采取哪些措施。
应首先针对高严重度,高RPN值和小组指定的其它项目进行预防/纠正措施的工程评价。
PFMEA中的措施应主要包括制造、装配过程的措施,以及过程检验的强化措施。
采取措施的目标是降低潜在失效风险,即降低失效模式的严重度(S),频度(O)和探测度(D)。
说明:降低严重度(S),只有通过修改设计,使失效模式改变或不出现。
降低频度(O),也只有通过修改设计消除失效原因或减少其原因发生。
如改进材料的规范,通过有限元分
析改进结构,改进表面处理提高耐腐蚀性等。
降低探测度(D),应采取更有效的设计确认、验证方法。
工序失效模式与效应分析及措施工序失效模式与效应分析(PFMEA)是一种用于预防和识别潜在过程故障的方法。
这种方法通常应用于制造业,但在其他领域也有一定的应用。
PFMEA的目的是通过确定潜在失效模式、评估其严重性和频率,以及确定预防措施和探测措施,来减少失效的可能性。
首先,进行PFMEA时,需要对失效模式进行定义和描述。
失效模式是指一个工序或过程在特定条件下导致产品或服务无法满足要求的方式。
例如,在汽车生产中,一个可能的失效模式是焊接不牢固,导致出现焊接痕迹或裂缝。
其次,对于每个失效模式,需要分析其可能的效应。
效应是指失效模式对产品或服务的影响。
例如,在上述焊接失效模式的情况下,效应可能是车身结构不稳定,可能导致安全问题。
然后,需要评估每个失效模式的严重性。
严重性是指一个失效模式对产品或服务的影响程度。
评估严重性时可以使用尺度,通常是从1到10,1代表影响不严重,而10代表影响非常严重。
评估严重性需要综合考虑安全、质量、成本和客户满意度等因素。
在评估严重性的基础上,需要进一步评估失效模式的发生概率。
发生概率是指失效模式发生的频率。
评估发生概率时需要考虑工序的稳定性、操作人员技能、设备维护状况等因素。
最后,在确定了失效模式的严重性和频率之后,需要采取预防措施和探测措施来减少失效的可能性和损害程度。
预防措施是指在工序实施之前采取的措施,例如改进工序流程、提高操作人员培训水平、优化设备维护计划等。
探测措施是指在工序实施过程中采取的措施,例如使用传感器监测焊接温度、使用检测仪器检验焊接强度等。
为了确保PFMEA的有效性,还需要建立一套有效的反馈机制,及时反馈实施预防措施和探测措施的效果,以及发现新的失效模式和效应。
总结起来,工序失效模式与效应分析是一种预防和识别潜在过程故障的方法。
它通过定义和描述失效模式、分析其效应、评估严重性和发生概率,以及采取相应的预防措施和探测措施,来减少失效的可能性和损害程度。