成品包装过程pfmea分析表
- 格式:xls
- 大小:30.50 KB
- 文档页数:3
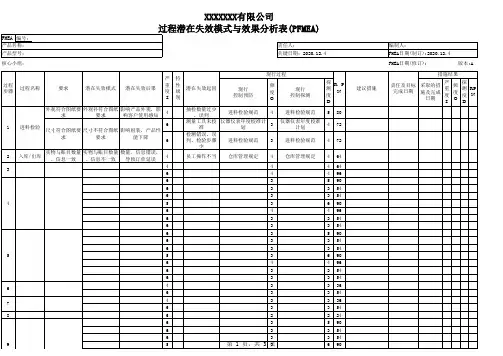
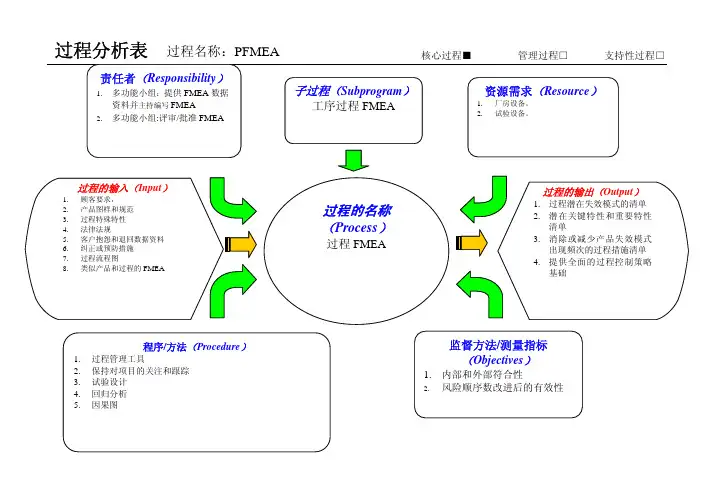
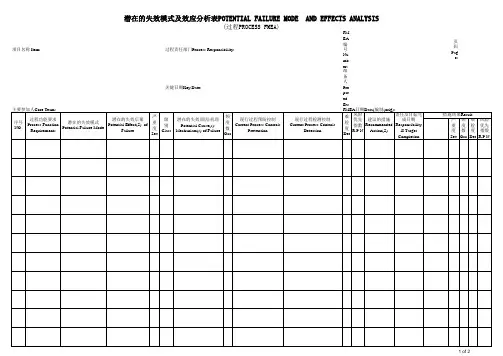
pfmea分析表PFMEA分析表1. 产品或过程名称:2. 产品或过程号码:3. PFMEA 表的版本号:4. 文档所有者:5. 地点:6. 审核的日期:7. 摘要:本 PFMEA 表用于分析可能的失效模式和效应,即失效模式和效应分析(PFMEA)。
该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
该表应在设计,制造或仿真阶段完成。
8. 分析团队:分析团队应包含所有相关的相关人员,并且应包括:- 产品工程师- 质量主管- 制造工艺主管- 安全主管- 故障分析师- 设计负责人- 制造工程师- 客户服务代表9. 步骤:步骤1:识别过程、组件或子组件- 识别过程、组件或子组件,该过程对产品性能,质量和可靠性的影响最大- 如果有多个过程,组件或子组件,请在单独的表中进行分析步骤2:确定失效模式- 对于每个识别的过程、组件或子组件,列出可能的失效模式步骤3:确定失效效应- 确定每种失效模式的影响,包括可能导致的产品或过程故障、风险和/或安全问题步骤4:确定失效严重性(S)- 确定失效对于产品功能和可靠性的影响严重性级别为S步骤5:确定失效发生概率(O)- 确定失效的发生概率级别为O步骤6:确定失效检出度(D)- 确定失效的检出度级别为D步骤7:计算风险优先级数(RPN)- 计算风险优先级数(RPN),即 RPN = S × O × D步骤8:制定预防和纠正措施- 针对高优先级数(RPN)的失效模式制定预防和纠正措施步骤9:跟踪措施有效性- 跟踪预防和纠正措施的实施,以确保其有效性。
10. 列举本文档所涉及简要注释如下:- 失效模式和效应分析(PFMEA):用于确定可能的失效模式和效应并采取纠正措施的过程。
- 风险优先级数(RPN): PFMEA 表中计算风险的指标。
RPN = S × O × D。
11. 列举如下本文档所涉及的法律名词及注释:无总结本文介绍了 PFMEA 分析表,该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
等)N
度度度
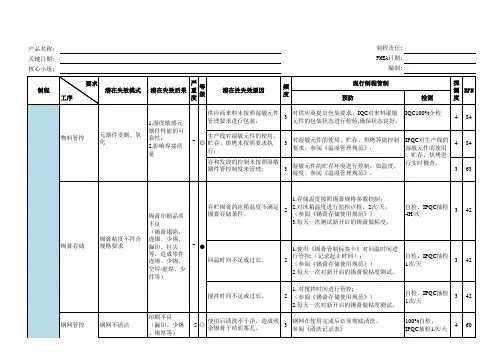
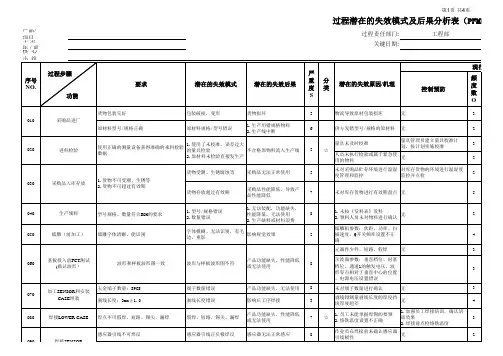
射出机料管4定期清理料管模具日常保1次/30分464机台尽可能固定颜色生管/注塑
有黑斑养生产
缩水4保压过小2依照标准成型成型条件每批216
条件表点检表
8保压过小2依照标准成型成型条件每批232
条件表点检表
胶芯穿孔4模具灌点2零件寿命管制成型条件每批216
过大点检表
8模具灌点2零件寿命管制成型条件每批232
过大点检表
■
包装
混料6
未按照标准
作
2
依照制造通知
单填写
224标签贴错6
未按照标准
作业
2
依照制造通知
单填写
224功能丧失
无法组装
无法组装
外观不良
功能丧失
外观不良。

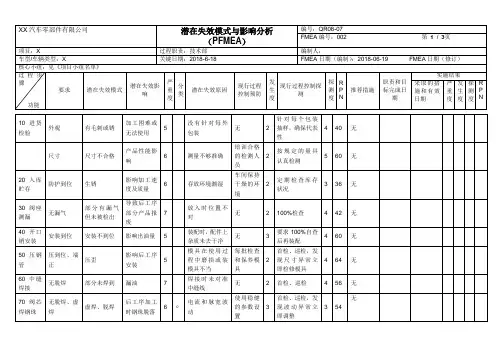
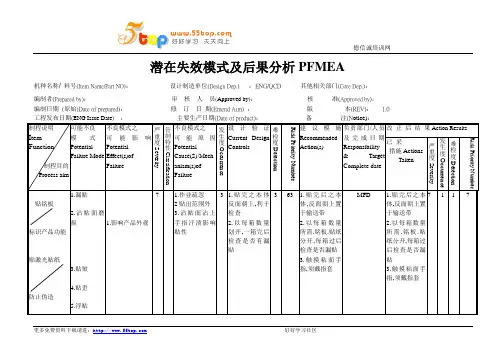
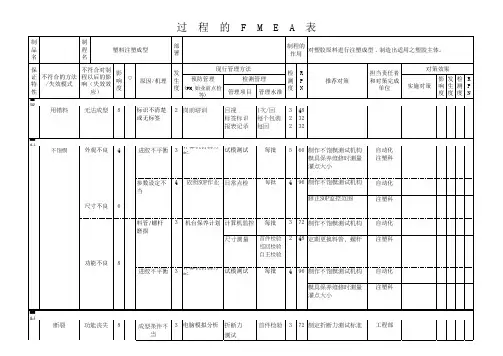
德信诚培训网更多免费资料下载请进: 好好学习社区潜在失效模式及后果分析PFMEA机种名称/ 料号(Item Name/Part NO): 设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.): 编制者(Prepared by ): 审 核 人 员(Approved by ): 核 准(Approved by ): 编制日期 (原始)Date of prepared): 修 订 日 期(Emend Aim) : 版 本(REV): 1.0 工程发布日期(ENG Issue Date ) : 主要生产日期(Date of product): 备 注(N otice): 制程说明ItemFunction 制程目的Process aim 可能不良 模 式 Potential Failure Mode 不良模式之 可能影响Potential Effect(s)of Failure 严重度Severity管制特性Classification不良模式之 可能原因PotentialCause(S)/Mechanism(s)of Failure发生度Occurrence设计验证Current Design Controls 难检度DetectionRisk Priority Number建议模施Recommended Action(s) 负责部门/人员及完成日期Responsibility& Target Complete date改 正 后 结 果Action Results已 采措施Actions Taken 严重度Severity发生度Occurrence Occurrence 难检度DetectionRisk Priority Number贴铭板 标识产品功能 贴激光贴纸 防止伪造 1.漏贴 2.沾贴面磨损 3.贴皱 4.贴歪 5.浮贴 1.影响产品外观 71.作业疏忽 2贴出范围外 3.沾贴面沾上手指汗渍影响贴性 3 1.贴完之本体反面朝上,利于检查2.以每箱数量划开,一箱完后检查是否有漏贴363 1.贴完后之本体,反面朝上置于输送带2.以每箱数量所需.铭板.贴纸分开,每箱过后检查是否漏贴3.触摸粘面手指,须戴指套MFD1.贴完后之本体,反面朝上置于输送带2.以每箱数量所需.铭板.贴纸分开,每箱过后检查是否漏贴3.触摸粘面手指,须戴指套7 1 1 7。
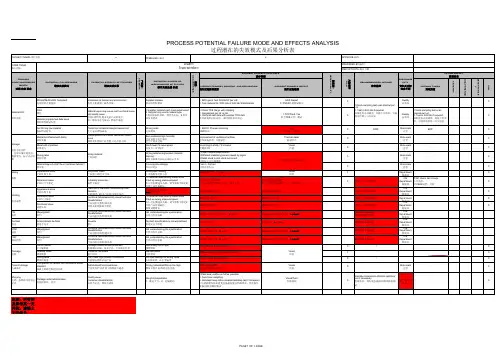
Process Responsibility过程责任部门:FMEA Number编号:Page 页码:Key Date关键日期:Prepared by准备人:FMEA Date(Orig.)编制日期:FMEA Date(Rev.)修订日期:PROCESS POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS过程在失效模式及效应分析(PFMEA)ITEM(Part#)项目名称:Modle Years/Programs 模型年/类:Core Team主要参与人员:Process Responsibility过程责任部门:FMEA Number编号:Page 页码:Key Date关键日期:Prepared by准备人:FMEA Date(Orig.)编制日期:FMEA Date(Rev.)修订日期:PROCESS POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS过程在失效模式及效应分析(PFMEA)ITEM(Part#)项目名称:Modle Years/Programs 模型年/类:Core Team主要参与人员:Process Responsibility过程责任部门:FMEA Number编号:Page 页码:Key Date关键日期:Prepared by准备人:FMEA Date(Orig.)编制日期:FMEA Date(Rev.)修订日期:PROCESS POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS过程在失效模式及效应分析(PFMEA)ITEM(Part#)项目名称:Modle Years/Programs 模型年/类:Core Team主要参与人员:。
德信诚培训网潜在失效模式及后果分析PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证Current DesignControls难检度Detection Risk Priority Number 建议模施Recommended Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence Occurrence难检度Detection Risk Priority Number贴铭板标识产品功能贴激光贴纸防止伪造1.漏贴2.沾贴面磨损3.贴皱4.贴歪5.浮贴1.影响产品外观7 1.作业疏忽2贴出范围外3.沾贴面沾上手指汗渍影响贴性3 1.贴完之本体反面朝上,利于检查2.以每箱数量划开,一箱完后检查是否有漏贴3 63 1.贴完后之本体,反面朝上置于输送带2.以每箱数量所需.铭板.贴纸分开,每箱过后检查是否漏贴3.触摸粘面手指,须戴指套MFD 1.贴完后之本体,反面朝上置于输送带2.以每箱数量所需.铭板.贴纸分开,每箱过后检查是否漏贴3.触摸粘面手指,须戴指套7 1 1 7德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):QCD/ MFDENG 编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity 发生度Occurrence难检度Detection Risk Priority Number扫本体条形码印刷彩盒条形码贴纸1.错扫2.漏扫3.设置错误1.打印错误条形码,使彩盒所贴与内装本体不符5 1.未按顺序扫码2.作业员疏忽3.作业前未认正3 1.站前设置阻碍物,扫完后之本体置于阻碍物后流线,防止漏扫生产设置时,IPQC领班一起根据蓝图与S.O.P确认,并将已确贴纸贴于此站S.O.P处,便于随时核对3.设置无误后,将键盘鼠标锁定不让作业员更改设置4 60 1.设置阻碍物2.第一张由品管.领班确认并作为样品3.作业时鼠标.键盘锁定MFDQCDENG1.设置阻碍物2.第一张由品管.领班确认并作为样品3.作业时鼠标.键盘锁定5 3 3 45德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度DetectionRiskPriorityNumber 建议模施Recommended Action(s)负责部门/人员及完成日期Responsibility& TargetComplete date改正后结果Action Results已采措施ActionsTaken严重度Severity 发生度Occurrence难检度Risk Priority Number贴条形码贴纸折彩盒,隔板1.歪贴2.浮贴1.折皱2.刮伤3.脏污影响产品外观影响产品外观34作业方式错误1.作业员指甲过长,桌面有异物2.作业时作业方式不对,使彩盒局部受力导致折皱331.S.O.P中注明贴纸边角对准之彩盒参照点,作业时作业员按参照位置贴2.贴完后用手压平1.作业时戴手套,桌面加垫泡棉2.S.O.P.注明正确作业方式,领班对作业重点进行训导3227241.S.O.P.注明彩盒参照位置1.作业员戴手套2.讲解正确作业动作,纠正错误动作MFDENGMFD1.S.O.P.注明彩盒参照位置1.作业员戴手套2.讲解正确作业动作,纠正错误动作4 3 2 24德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number比对RX.TX.彩盒流水号防止错误配对和错误装彩盒1.RX.TX错配2.本体与彩盒S/N不一致3.使另一对MOUSE配对错误1达不到客户要求2..不易管控流水号7 1.漏扫一个条形码2 1.在程序中加入识别程序,即相同条形码被扫入三次才判OK2.在前作业站别RX.TX严格配对,并在放置在一起流线,彩盒应放置相应本体后3 41 1.加入计算机程序判定MFDENG德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number放真空盒组成成品装本体,电池,内隔板组成成品1.真空盒脏污1.彩盒鼓起2.漏放电池影响外观1.使彩盒鼓起造成本体装箱不平振动搬运后擦花彩盒2.影响客户使用3.达不到客户要求261.作业员手未清洗干凈2.工作台面脏污1.作业方式错误2.作业疏忽331.作业员戴手套作业2.工作桌面加垫泡棉1.讲授正确作业方法,先放电池,然后本体,最后将CABLE线置于本体上方2.电池按箱数量分开(即10PCS一组)2312541.戴手套垫泡棉作业1.S.O.P.注明正确作业步骤,领班重点强调步骤顺序MFDENG1.作业员戴手套作业2.工作桌面加垫泡棉1.讲授正确作业方法,先放电池,然后本体,最后将CABLE线置于本体上方2.电池按箱数量分开(即10PCS一组)2633221236德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number放CD,.说明书组成成品盖合彩盒组成成品1CD.说明书.脏污2.漏件1.折皱2.脏污1.影响产品外观2.影响客户使用操作产品1.影响产品外观3751.作业员手脏工作桌面未清洁干凈2.作业疏忽1.作业员动作错误2.作业员手脏工作桌面未清洁干凈2421.按箱数将CD.说明书分开,每箱检查是否漏放CD.说明书1.将彩盒平放于工作桌面,并彩盒拔开再盖合,以防止彩止彩盒褛空部分受力产生压痕2231256301.戴手套垫泡棉作业MFD 1.按箱数将CD.说明书分开,每箱检查是否漏放CD.说明书1.将彩盒平放于工作桌面,并彩盒拔开再盖合,以防止彩止彩盒褛空部分受力产生压痕7 4 2 56德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommended Action(s) 负责部门/人员及完成日期Responsibilit y & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number贴透明贴纸防拆装箱组成成品1.贴纸,皱,气泡,歪贴2.彩盒盖合处未压密合就贴上圆贴1.方向放反2.未按流水号大小顺序放置成品1.影响产品外观质量1.影响产品外观2.使外箱条形码打印错误541.作业疏忽2.作业动作未到位1.作业员疏忽321.制作贴纸治具定位1.外箱放置方向固定彩盒入外箱时以同一方向入内2.5pcs一次性置于外箱内先核对S/N是否有误再置入外箱中5275161.制作一外箱放置架将封好箱之外箱有序放置其上2.5PCS同时置于外箱中装箱前先核对S/NMFDENG2.制作贴纸治具定位1.外箱放置方向固定彩盒入外箱时以同一方向入内2.5pcs一次性置于外箱内先核对S/N是否有误再置入外箱中5 3 2 30德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number封箱,放栈板组成成品1.封箱胶带歪.未贴平,.过长或过短2.栈板放置错误1.影响产品外观4 1.作业员封箱时未对准参照2.贴封箱胶带动作过快未压平整3 1.S.O.P.注明胶带位置之相应参照点2 24 1.按参照位置贴对箱胶带2.领班倡导正确作业方式MFDENG1.S.O.P.注明胶带位置之相应参照点4 3 2 24德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证CurrentDesign Controls难检度Detection Risk Priority Number 建议模施Recommend ed Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number扫S/N打印外箱条形码并贴于外箱相应位置组成成品1.条形码错误2.贴皱,贴歪1.达不到客户要求1.影响产品外观4 1.条形码设置错误2.未按顺序扫彩盒S/N3.作业方式错误4 1.由领班,IPQC根据蓝图确认该批工单第一张条形码3 48 1.根据蓝图确认第一张贴纸并贴于竖着位置1.设置完后键盘.鼠标锁定,不随意更改设置MFD 1.根据蓝图确认第一张贴纸并贴于竖着位置1.设置完后键盘.鼠标锁定,不随意更改设置4 4 3 48德信诚培训网PFMEA机种名称/料号(Item Name/Part NO):设计制造单位(Design Dep.) :ENG/QCD 其他相关部门(Core Dep.):编制者(Prepared by):审核人员(Approved by):核准(Approved by):编制日期(原始)Date of prepared):修订日期(Emend Aim) :版本(REV): 1.0 工程发布日期(ENG Issue Date) :主要生产日期(Date of product):备注(N otice):制程说明Item Function制程目的Process aim 可能不良模式PotentialFailure Mode不良模式之可能影响PotentialEffect(s)ofFailure严重度Severity管制特性Classification不良模式之可能原因PotentialCause(S)/Mechanism(s)ofFailure发生度Occurrence设计验证Current DesignControls难检度Detection Risk Priority Number 建议模施Recommended Action(s) 负责部门/人员及完成日期Responsibility & Target Complete date改正后结果Action Results已采措施ActionsTaken严重度Severity发生度Occurrence难检度Detection Risk Priority Number撕”TEST OK”标签和检查有无混淆本体防止贴铭板时不平ID测试ID配对1.刮伤本体2. 本体脏污ID未锁住1.影响产品外观影响产品功能371 1.“TEST OK”标签粘上异物1.锁ID时未同时按住调频按钮装电池331.使用硬度小于下盖之材料做为撕OK标签治具2.撕完后反面朝上置于1.制作按钮治具即将本体装入治具后,调频按钮即被按住,然后再装电池2221848421.使用专门治具2.撕完OK标签反面朝上,防止沾上异物1.制作ID测试治具ENGMFDPTD1.使用专门治具2.撕完OK标签反面朝上,防止沾上异物1.制作ID测试治具7 3 2 42。