石膏型铸造(课堂PPT)
- 格式:ppt
- 大小:929.50 KB
- 文档页数:34
课题名称石膏型铸型制备课次授课日期授课班级授课地点教学目的与要求知识目标:1.熟悉拔模石膏型铸型制备工艺;2.掌握工具、设备使用方法;3.熟悉铸型质量检验标准。
能力目标:能够完成叶轮铸件拔模石膏型铸型制备。
素质目标:1.分析问题解决问题的能力;2.容忍、团队协作精神;3.科学思维、认真敬业。
重点难点及解决方法重点:1.拔模石膏型铸型制备工艺;2.工具、设备使用方法。
难点:1.工具、设备使用方法;2.铸型质量检验。
教学设计(方法、教具、手段、内容)方法:讲授、实操教具:铜合金铸件手段:多媒体内容:一、任务布置二、生产准备三、铸型制备四、铸型检验课外作业影响叶轮铸件铸型质量的主要原因?授课内容授课时间叶轮铸件石膏型铸型制备一、任务布置二、生产准备三、铸型制备四、铸型检验5min 35min 140min 20min授课内容备注叶轮铸件石膏型铸型制备一、任务布置根据制定的工作计划,完成叶轮铸件石膏型铸型制备。
二、生产准备1.螺旋桨式搅拌机作用:搅拌配制好的浆料。
要求:螺旋桨的使用转速为200~500r/min。
2.压缩空气喷枪作用:将模样从铸型中吹出。
要求:吹入0.2~0.5MPa的压缩空气。
3.焙烧炉作用:对石膏型铸型进行烘干、焙烧。
要求:100℃(保温3h)→l50℃(保温5h)→250℃(保温20h)三、铸型制备1.按学号顺序分成6个小组;2.要求每组完成2个铸型制备;3.按照计划方案实施操作;4.注意操作安全。
四、铸型检验。

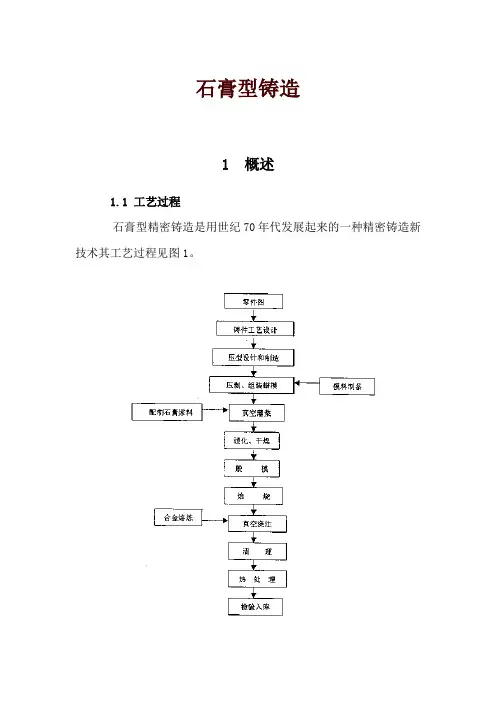
石膏型铸造1 概述1.1 工艺过程石膏型精密铸造是用世纪70年代发展起来的一种精密铸造新技术其工艺过程见图1。
图1 石膏型精密铸造工艺过程它是将熔模组装,并固定在专供灌浆用的砂箱平板上,在真空下把石膏浆料灌入,待浆料凝结后经干燥即可脱除熔模,再经烘干、焙烧成为石膏型,在真空下浇注获得铸件。
1.2 工艺特点1. 石膏浆料的流动性很好,又在真空下灌注成型,其充型性优良,复模性优异,型精确、光洁。
该工艺不像一般熔模精密铸造受到涂挂工艺的限制,可灌注大型复杂铸件用型。
2. 石膏型的热导率很低,充型时合金液流动保持时间长,适宜生产薄壁复杂件。
但铸型激冷作用差,当铸件壁厚差异大时,厚大处容易出现缩松、缩孔等缺陷。
3. 石膏型透气性极差,铸件易形成气孔、浇不足等缺陷,应注意合理设置浇注及排气系统。
1.3 应用范围石膏型精密铸造适于生产尺寸精确,表面光洁的精密铸件,特别适宜生产大型复杂薄壁铝合金铸件,也可用于锌、铜、金、银等合金铸件。
铸件最大尺寸达1000×2000mm、重量0.03~908kg,壁厚0.8~1.5mm(局部0.5mm)。
石膏型精密铸造己被广泛应用于航空、宇航、兵器、电子、船舶、仪器、计算机等行业的零件制造上。
2 石膏型精密铸件工艺设计2.1 石膏型精密铸件工艺参数选择1)造斜度同熔模铸造。
2)加工余量(表1)。
表1 石膏型精密铸件的加工余量(mm)3)收缩率熔模收缩率0.4~0.6%、石膏型脱水收缩率0~0.5%、当金属收缩率1.1~1.3%时,综合线收缩率1.5~2.0%。
2.2 浇注系统及冒口设计1. 石膏型精密铸造的浇冒系统应满足下列要求:(1)有良好的排气能力,能顺利排出型腔中气体,在顶部和易憋气处要开设出气口。
(2)要保证合金液在型腔中流动平稳,顺利充满型胶,避免出现涡流,卷气现象。
(3)合理设置冒口,保证补缩。
(4)脱模时浇注系统应先蒋先,减小熔模对石膏型的膨胀力。
(5)浇注系统在铸件凝固过程中应尽可能不阻碍铸件收缩,以防止件变形和开裂。

第七章石膏型铸造第一节石膏型铸造的工艺特点石膏型铸造采用易熔模料、硅橡胶、金属或木材等材质制成光洁精细的模样,灌以石膏浆料制成铸型,经烘干焙烧后浇注合金液最终获得光洁精密铸件。
因石膏浆料成形性及复制性很好,可浇出复杂薄壁精细的锌、铝、铜、金、银等有色合金铸件,铸件的最小壁厚可小于!"",表面粗糙度一般为!$%&!"左右,尺寸精度可达’(%()*#(%!(""+&)"";石膏型浇注后溃散性好便于清理;石膏对人体无害,不污染环境,价格较低,资源丰富。
石膏型铸造的缺点是石膏的热导率很小,铸型的透气性极低,易使铸件晶粒粗大和形成针孔,故主要用来生产整体大型复杂薄壁精密铸件和用其他方法难以铸造及有特殊要求的铸件。
第二节石膏型铸造方法的分类、工艺过程及应用一、石膏型铸造方法的分类按脱模方法不同可分为熔模石膏型铸造及模石膏型铸造两类,前者是加热熔模使其从石膏型中流出,后者是通过人力或机械方法将模样从型中拔出。
模石膏型铸造又可分为普通石膏型和发泡石膏型。
二、石膏型铸造的工艺过程三种石膏型铸造的工艺过程,见图,-.-!。
・・&/,$图!"#"$熔模石膏型铸造工艺过程图!"#"%发泡石膏型铸造工艺过程图!"#"&普通石膏型铸造工艺过程三、石膏型铸造的应用(一)熔模石膏型铸造主要用于整体复杂薄壁精密铸件,如大型电子仪器设备的框架、壳体、底座、飞机、导弹、雷达、宇航等行业用的泵体、附件壳体、机匣、叶轮、微波元件等,亦可用来铸造金银首饰,复制雕塑文物等艺术品。
(二)普通石膏型铸造主要用来生产各种模具如塑料、橡胶成形用模具,铸造模具,金属冲模等。
(三)发泡石膏型铸造用来生产叶轮类、框架类铸件和精密模具等。
・’(&%・第三节石膏及石膏型的理论基础一、石膏的名称、类型以及各种变体(一)石膏一般指二水石膏,化学式为!"#$%・&’&$。