铜器石膏型失蜡铸造法简介
- 格式:doc
- 大小:28.50 KB
- 文档页数:1
古代失蜡法铸造工艺流程
制作模种→翻模具→翻制蜡型→配制石膏浆料→真空灌浆→硬化、干燥→脱蜡,焙烧→熔铜→真空浇注→炸石膏→清理→切割水口→打磨、抛光、着色→成品入库。
古代的工艺是在蜡模外面精细地涂上潮湿的粘土,然后一层一层厚厚的粘土涂上去,为下一步形成浇注青铜融液的空腔做准备。
现代方法是先把蜡模在水玻璃溶液里浸泡,水玻璃又叫泡花碱,化学名称叫偏硅酸钠,是一种黏合剂。
在外面挂上5-6层的耐火材料,稍大型的物件甚至要挂8-9层之多。
失蜡法铸造工艺的特点
曾侯乙墓尊盘底座为多条相互缠绕的龙,它们首尾相连,上下交错,形成中间镂空的多层云纹状图案,这些图案用普通精密铸造工艺很难制造出来,而用失蜡法精密铸造工艺,可以利用石蜡没有强度、易于雕刻的特点。
用普通工具就可以雕刻出与所要得到的曾侯乙墓尊盘一样的石蜡材质的工艺品,然后再附加浇注系统,涂料、脱蜡、浇注,就可以得到精美的曾侯乙墓尊盘。
青铜器失蜡铸造法
青铜器失蜡铸造法(Lost wax casting)是一种古老的铸造工艺,用于制造青铜器和其他金属雕塑。
这种工艺最早起源于中国,已有几千年的历史。
青铜器失蜡铸造法的过程包括以下几个步骤:
1. 模具制作:首先,将待铸造的青铜器原型雕刻在蜡模上。
这个蜡模是由蜡和其他柔软材料混合制成的,具有原型的形状和细节。
2. 包覆陶泥:将蜡模放置在砂箱中,然后用细腻的陶泥包覆整个蜡模,形成一个外壳。
陶泥需要在几个小时内干燥和固化。
3. 烘烤:将整个砂箱放入烤箱中进行加热,使陶泥中的蜡模熔化并流出。
烘烤温度通常很高,可以达到几百摄氏度。
4. 青铜浇铸:在陶泥外壳中留下的空洞中,倒入加热至液态的青铜。
铜液填满了整个空洞,并根据青铜器原型的形状和细节进行铸造。
5. 冷却和破开:待青铜完全冷却后,将陶泥外壳轻轻破开,取出铸造完成的青铜器。
失蜡铸造法的优点是可以制造出复杂的形状和细节的雕塑作品,同时保持青铜的坚固和耐用性。
这种工艺在青铜器制造中被广泛应用,也逐渐扩展到其他金属雕塑的制作领域。
铜器石膏型失蜡铸造法简介中华文明的历史进程中有很多手工艺的(璀璨发明,失蜡浇铸法就是其中之一。
失蜡浇铸法最早见于商周时代的青铜器加工中,到明清则大为盛行。
其特点:精细入微、毫厘毕现,比较适合于美感要求比较高的工艺品的加工。
到了现代,由于新的现代材料不断出现和引入,目前的失蜡铸造法除始终保持古法的目的和宗旨外,在方式方法上已不完全一样。
以下就目前常用的石膏型失蜡铸造方法作简单介绍。
石膏型失蜡铸造法的基本流程:一制阴模古法的阴模由泥土作成,然后烧制成低温陶性质的阴模,称之为“陶范”,由于烧陶过程中有很多变形的可能,所以现代已不再使用陶范的方式,而改用强度较高的石膏制作阴模:制作时在整体的阳模(现代一般是玻璃钢材质)上,按易于拆分的原则,用石膏浆制作出多块合成的套模(此时特别要注意脱模剂的使用),待石膏型固化冷却后,可将阴模拆解分开,清洁阴模内表面,用水刷7-8分潮湿后背用;二制蜡型将备好的阴模拼合成整体,使之形成需铸造的工艺品的负型(即阴模),然后将调制并加温到一定温度的液态工艺品蜡液涂刷于阴模内表面,涂刷时注意每层尽量整体一次刷完整,待整体都冷却硬化固定后再涂刷下一层,逐层加厚,直到达到所需厚度。
蜡型的厚度视加工件的大小而定,4-10毫米不等。
要求厚薄均匀,附着密实。
蜡型制作完成后,清理内表面的毛刺、将阴模的边口处修理平滑。
备用;三灌内浆将刷制完成的蜡型带石膏阴模一起倒立(大形的还需在阴模外壳加以捆扎,以防灌注时内压过大使蜡模崩裂),如有多个刷蜡口则将其他的次要开口堵住,留主口朝上,将事先混合好的耐火材料用水调制成匀质的泥浆,灌注于蜡型内,要求:灌注到位、不留空泡、操作上一气呵成、避免分层现象。
静置6小时待蜡型内的耐火材料完全硬化后方可进行下阶段的操作;四修蜡模接浇道将已灌注好耐火材料内浆的模型整体正立过来,小心去掉最外面的石膏阴模(要按拼合规律逐次拆分,不可蛮干以免损伤里面的蜡型),全部阴模拆除后用小刀修除模块之间缝隙形成的蜡毛边、毛刺,清洁蜡型表面,如有损伤则用修补软蜡修补完整。
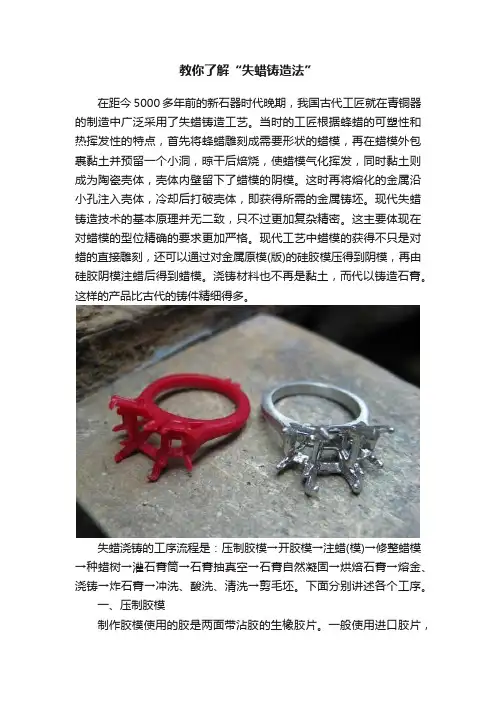
教你了解“失蜡铸造法”在距今5000多年前的新石器时代晚期,我国古代工匠就在青铜器的制造中广泛采用了失蜡铸造工艺。
当时的工匠根据蜂蜡的可塑性和热挥发性的特点,首先将蜂蜡雕刻成需要形状的蜡模,再在蜡模外包裹黏土并预留一个小洞,晾干后焙烧,使蜡模气化挥发,同时黏土则成为陶瓷壳体,壳体内壁留下了蜡模的阴模。
这时再将熔化的金属沿小孔注入壳体,冷却后打破壳体,即获得所需的金属铸坯。
现代失蜡铸造技术的基本原理并无二致,只不过更加复杂精密。
这主要体现在对蜡模的型位精确的要求更加严格。
现代工艺中蜡模的获得不只是对蜡的直接雕刻,还可以通过对金属原模(版)的硅胶模压得到阴模,再由硅胶阴模注蜡后得到蜡模。
浇铸材料也不再是黏土,而代以铸造石膏。
这样的产品比古代的铸件精细得多。
失蜡浇铸的工序流程是:压制胶模→开胶模→注蜡(模)→修整蜡模→种蜡树→灌石膏筒→石膏抽真空→石膏自然凝固→烘焙石膏→熔金、浇铸→炸石膏→冲洗、酸洗、清洗→剪毛坯。
下面分别讲述各个工序。
一、压制胶模制作胶模使用的胶是两面带沾胶的生橡胶片。
一般使用进口胶片,以Castaldo牌为多。
其中一种价格相对低一些,由于所含天然橡胶的成分较少,硫化后的硬度稍大,但压模时间较短,适合于经验比较丰富的开模师进行操作;另一种价格稍高,所含天然橡胶的充分较多,质地柔软,韧性十足,适合于花型较为复杂、轮廓尺寸细小、凸凹明显的银版压模,在取出蜡模时不易折断蜡模。
生胶片的保存必须注意控制其存放温度,在20℃以下一般可保存一年,在0~5℃保存时间可达到2~3年。
另外,也有一种预先制成一系列大小和厚度的橡胶模,其内壁有凸凹的连接脚,使用比较方便。
压制胶模的设备是(硫化)压模机,其主要部件由两块内带电阻丝和感温器件的加热板、定温器、定时器(有些型号没有此装置)等组成。
压模机上面还配有升降丝杠,用于压模及取出。
配套使用的还有压模框,根据其开孔的数量可以分为单板、双板、四板等型号,制造压模框的材料通常是铝合金。
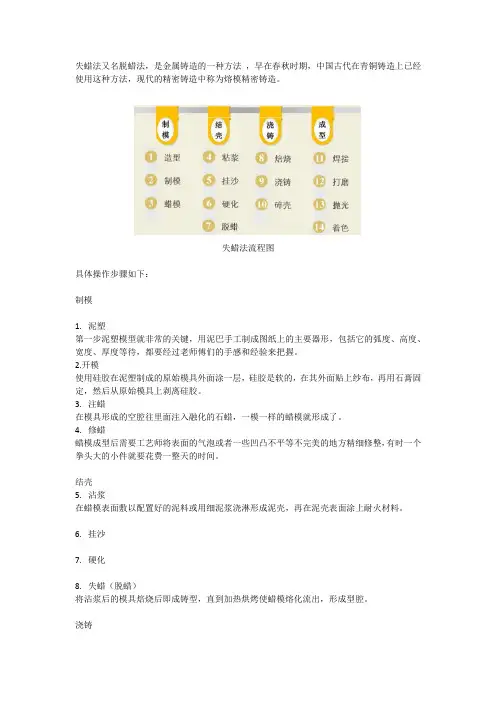
失蜡法又名脱蜡法,是金属铸造的一种方法,早在春秋时期,中国古代在青铜铸造上已经使用这种方法,现代的精密铸造中称为熔模精密铸造。
失蜡法流程图
具体操作步骤如下:
制模
1.泥塑
第一步泥塑模型就非常的关键,用泥巴手工制成图纸上的主要器形,包括它的弧度、高度、宽度、厚度等待,都要经过老师傅们的手感和经验来把握。
2.开模
使用硅胶在泥塑制成的原始模具外面涂一层,硅胶是软的,在其外面贴上纱布,再用石膏固定,然后从原始模具上剥离硅胶。
3.注蜡
在模具形成的空腔往里面注入融化的石蜡,一模一样的蜡模就形成了。
4.修蜡
蜡模成型后需要工艺师将表面的气泡或者一些凹凸不平等不完美的地方精细修整,有时一个拳头大的小件就要花费一整天的时间。
结壳
5.沾浆
在蜡模表面敷以配置好的泥料或用细泥浆浇淋形成泥壳,再在泥壳表面涂上耐火材料。
6.挂沙
7.硬化
8.失蜡(脱蜡)
将沾浆后的模具焙烧后即成铸型,直到加热烘烤使蜡模熔化流出,形成型腔。
浇铸
9.开炉
10.灌铜
再向腔内浇注铜液,凝固后才能得到铸件。
11.振壳
11.焊接
12.打磨
13.抛光
14.着色
采用高温热着色技术,色泽明亮莹润,历久弥新。
15.上油封蜡
16.成品包装制作
17.成品检验与验收。
青铜器失蜡铸造工艺一、引言青铜器失蜡铸造工艺是中国古代制造青铜器的一种传统工艺,历史悠久,技术精湛。
本文将详细介绍青铜器失蜡铸造工艺的起源、制作流程、特点以及对中国古代文化的影响。
二、起源青铜器失蜡铸造工艺起源于中国古代,具体时间可以追溯到公元前17世纪的商代晚期。
在商代晚期,中国已经掌握了青铜器的制作技术,但是由于当时的铸造技术有限,青铜器的形状和大小受到很大的限制。
为了解决这个问题,古代工匠开始尝试使用失蜡铸造工艺。
失蜡铸造工艺的核心思想是先用蜡制作出青铜器的模型,然后在模型上涂上一层特殊的泥浆,待泥浆干燥后,将其放入烤炉中加热,使蜡融化流出,留下一个空腔。
接着,将熔化的青铜注入空腔中,待青铜凝固后,将泥浆敲碎,就可以得到完整的青铜器。
三、制作流程青铜器失蜡铸造工艺的制作流程可以分为以下几个步骤:1.制作模型:首先,工匠需要根据设计要求制作出青铜器的模型。
模型可以使用蜡或者其他可塑性材料制作,需要保证模型的形状和细节符合设计要求。
2.涂泥浆:将制作好的模型涂上一层特殊的泥浆,这种泥浆通常由粘土、砂粒和纤维等材料混合而成。
涂泥浆的目的是为了形成一个保护层,防止青铜在铸造过程中与外界氧气接触。
3.干燥和加热:待泥浆干燥后,将其放入烤炉中进行加热。
加热的温度和时间需要根据具体的青铜合金配方和模型的大小而定,通常在700°C至1000°C之间。
4.蜡融化:在加热的过程中,泥浆中的蜡会融化流出,留下一个与模型形状相同的空腔。
这个过程称为蜡融化。
5.青铜注入:待蜡融化后,将熔化的青铜注入空腔中。
注入的青铜需要具备一定的流动性和润湿性,以保证青铜能够充分填充整个空腔。
6.静置和凝固:注入青铜后,将模型放置静置,待青铜凝固后,形成完整的青铜器。
7.打破泥浆:青铜凝固后,将泥浆敲碎,取出青铜器。
8.打磨和精加工:取出的青铜器通常还需要进行打磨和精加工,以去除表面的瑕疵和提升外观质量。
四、特点青铜器失蜡铸造工艺具有以下几个特点:1.精细复杂:失蜡铸造工艺可以制作出形状复杂、细节丰富的青铜器。

失腊法资料一:
失腊法资料二:
仿古青铜器采用传统工艺,即:失蜡浇铸方法,最早出现于春秋时期,整个制造过程均为手工操作。
它的工艺过程是:将蜡制成所要制作的型器样式,后将耐高温细泥浆淋至蜡型表面,并撒细纱在泥浆表层,反复多次,使之形成完整的型壳,干燥后加温使蜡质熔出,形成型腔,用以浇铸铜液(即:紫铜加铅、锌、锡等金属元素的溶液)。
完成浇铸后,经去壳、打磨、做旧,一件精美绝伦的仿古青铜器就展现在您的面前。
失腊法资料三:
①压制蜡型将蜡加热至半熔状态,用蜡枪注入模具,制成初型。
②修蜡型将初型通过焊接、修纹饰和上光等工序制成与原物一模一样的蜡型。
③焊浇口棒为达到铸造工艺要求,根据金属流动的特点给蜡型焊上浇口棒
④挂砂焊完浇口棒后,经挂砂、结壳和化蜡,制成模壳砂型。
⑤铸造将模壳焙烧后,化铜浇铸成型。
⑥打磨铸件经锯浇口、清砂、打磨和抛光等工序制出裸铜件。
⑦成品裸铜件经作旧工序制出成品。
铜陵非遗的失蜡法铜陵是中国安徽省一个历史悠久的城市,也是一个非常重要的文化遗产保护地。
铜陵非遗是指铜陵地区的非物质文化遗产,其中包括了许多独特而珍贵的技艺和传统工艺。
而失蜡法就是铜陵非遗中的一种重要技艺,它在铜陵地区有着悠久的历史和丰富的文化内涵。
失蜡法是一种传统的铸造工艺,其主要用途是制作精美的铜器。
它的名字来源于其特殊的工艺过程:在铜器制作过程中,首先要用蜡制作出铜器的模型,然后将模型放入特制的砂箱中,再用熔化的铜液倒入砂箱中,待铜液冷却凝固后,再将砂箱破碎,最终得到精美的铜器。
这一过程中,由于蜡模在铜液倒入砂箱后会被烧掉,所以被称为失蜡法。
失蜡法在铜陵地区有着悠久的历史,可以追溯到公元前五千年左右。
这一工艺的传承和发展,离不开铜陵地区丰富的铜矿资源和深厚的铜器制作传统。
在铜陵地区,人们早就发现了铜矿的存在,并掌握了提炼铜的方法。
随着时间的推移,人们开始尝试使用失蜡法制作铜器,逐渐形成了独特而精湛的技艺。
失蜡法在铜陵地区的铜器制作中起到了重要的作用。
由于失蜡法能够制作出复杂而精细的铜器,因此它被广泛应用于铜陵地区的艺术品、礼器和日常生活用品的制作中。
通过失蜡法制作的铜器,不仅具有实用价值,更体现了铜陵地区丰富的文化内涵和独特的审美观念。
失蜡法的传承和保护一直是铜陵地区非遗保护工作的重中之重。
为了确保失蜡法能够得到传承和发展,铜陵地区采取了一系列措施。
首先,铜陵非遗保护中心成立了专门的团队,对失蜡法的传承者进行培训和指导,确保技艺的传承。
其次,铜陵地区还加强了对失蜡法相关工艺材料和设备的保护和研究,以确保其材料和工具的可持续供应。
此外,铜陵地区还积极开展非遗文化的推广和宣传活动,让更多的人了解和认识失蜡法这一非遗技艺。
失蜡法作为铜陵非遗的重要组成部分,不仅代表了铜陵地区丰富的文化遗产,也展示了中国传统工艺的独特魅力。
通过失蜡法制作的铜器,既体现了铜陵人民的智慧和勤劳,又展示了铜陵地区深厚的历史和文化底蕴。
失蜡法——看似陌生实则已有上千年悠久历史的铸造方法
我们说的失蜡法也称“熔模法”,是一种青铜等金属器物的精细铸造办法。
做法是,用蜡做成铸件的模型,再用其他耐火资料填充泥芯和敷成外范。
加热烘烤后,蜡模悉数熔化流失,使整个铸件模型变成空壳。
再往内注入金属熔液,便铸成器物。
以失蜡法铸造的器物能够玲珑剔透,能做出镂空的效果。
用失蜡法制作的最具有代表性的古代器物,就是曾侯乙尊盘。
用失蜡法铸出的制品既无外壳痕迹,又无垫片的痕迹,用它铸造镂空的器物更佳。
中国传统的熔模铸造技能对国际的冶金开展有很大的影响。
现代工业的熔模精细铸造,就是从传统的失蜡法衍生而来的。
虽然无论在所用蜡料、制模、造型资料、工艺办法等方面,它们都有很大的不同,可是它们的工艺原理是一致的。
青铜器的两种铸造方法一、介绍青铜器是中国古代文明的重要瑰宝,它不仅具有实用价值,更承载着丰富的历史文化内涵。
青铜器的铸造方法是研究青铜器的关键,其中有两种主要的铸造方法:失蜡法和胎模法。
本文将深入探讨这两种铸造方法的原理、工艺和特点。
二、失蜡法2.1 原理失蜡法,又称蜡型法,是指先用蜡制作成型,然后涂上一层粘土,烘烤蜡模使其融化并流出,留下蜡模中空的部分,再将高温下烧结的铜液灌注入空腔中,待其冷却凝固后,打破外壳取出成品。
2.2 工艺1.铸型制作:用蜡模制作铸型,蜡模要精细、复杂,可使用多个蜡模组合来达到复杂形状。
2.粘土包覆:用黏土将蜡模包覆全身,确保蜡模完整无损。
3.烘烤蜡烛:将包覆蜡模的黏土加热,使其中的蜡热化融化,从而腾出蜡模。
4.浇注铜液:将高温下熔解的青铜液灌注进腾出的空腔中,青铜液充满整个腔体。
5.冷却凝固:待铜液冷却凝固后,可以打破外壳取出成品。
2.3 特点1.精细复杂:失蜡法可以制作出非常复杂的图案和纹饰,能够展现出青铜器的精美工艺。
2.融汇多样:失蜡法可以灵活地组合各个蜡模,制作出不同形态和样式的青铜器。
3.成本高:失蜡法需要精密的铸造技术和复杂的工艺流程,因此成本较高,适用于制作精品青铜器。
三、胎模法3.1 原理胎模法是指用粘土或石膏等材料制作成型,然后将铜液灌注到胎模中,待其冷却凝固后,打破胎模取出成品。
3.2 工艺1.胎模制作:使用粘土或石膏等材料制作出与青铜器一样的形状,保证胎模的完整性。
2.烘烤胎模:将胎模放入烘炉中加热,尽量除去其中的水分和杂质。
3.浇注铜液:将高温下熔解的青铜液灌注进准备好的胎模中,灌注时要保证铜液充满整个胎模。
4.冷却凝固:待铜液冷却凝固后,可以打破胎模取出成品。
3.3 特点1.简便易行:胎模法相对于失蜡法来说,工艺流程简单,操作容易,适合批量生产。
2.成本低:相比于失蜡法,胎模法的制作成本较低,适合大规模生产普通青铜器。
3.限制较多:胎模法无法制作出复杂的图案和纹饰,因为容易破坏胎模。
失蜡铸造的历史?
失蜡铸造,是一种古老的工艺,早在公元前3700年,古埃及人就使用这种方
法铸造铜器。
在失蜡铸造中,首先需要用蜡模制成待铸造物品的形状,然后将其浸入涂有细粉的泥浆中,形成一层薄膜,再用泥浆加厚,直至形成足够厚度的外壳。
接着,通过高温将蜡模融化掉,留下空腔,再将熔融金属注入其中。
待金属冷却凝固后,取出外壳泥浆,即可得到铸造品。
然而,失蜡铸造也有其缺点。
首先,制作蜡模需要大量的手工和时间,工程量大,造价高。
其次,外壳泥浆在高温下易开裂,精度和表面质量不能完全控制。
而最大的问题是,一旦蜡模被破坏,外壳也会随之毁坏,而且无法修复,这导致了大批蜡模的损失和浪费。
为了解决这些问题,人们进行了不断地改进和创新。
在公元前500年左右,中国人发明了石膏模铸造的方法。
这种方法与失蜡铸造类似,但是用石膏代替了泥浆和蜡模,石膏模可以反复使用,提高了生产效率和品质控制。
在后来的几个世纪中,石膏模铸造逐渐传播到全球,成为一种主流工艺。
然而,失蜡铸造并没有被淘汰。
它有着独特的优势,诸如能够制作复杂的内腔
和花纹等,因此仍被广泛应用于复杂铸造品的生产制造。
同时,随着3D打印等技
术的发展,人们可以更加精准地制作蜡模,取得更高的生产效率和品质控制。
总体来说,失蜡铸造虽然有其历史和局限性,但其独特的优点和灵活性,使得
它在特定领域和行业中仍具有重要的地位和应用前景。
铜陵非遗的失蜡法铜陵位于中国安徽省,是一个历史悠久的城市,拥有丰富的非物质文化遗产。
其中,失蜡法被认为是铜陵非遗的瑰宝之一。
失蜡法是一种传统的铜雕工艺技术,通过使用特殊的蜡和精湛的雕刻技巧,使铜雕作品呈现出细腻、栩栩如生的效果。
失蜡法是铜陵非遗的代表之一,其历史可以追溯到2000多年前的东汉时期。
传统的失蜡法工艺流程十分复杂,需要经过多个步骤才能完成一件铜雕作品。
首先,雕刻师根据设计图纸选择适合的铜材,并使用锤子和刀具将铜板雕刻成所需的形状。
然后,雕刻师将特殊的蜡涂在铜板上,以填补细微的雕刻部分。
蜡的涂抹需要非常细致,以确保雕刻的细节可以保留下来。
接下来,雕刻师使用特制的泥土包裹住整个铜雕作品,然后将其烘烤,使铜板内的蜡融化并流出。
在失蜡法的过程中,烘烤是非常关键的一步。
烘烤的温度和时间需要经验丰富的雕刻师准确掌握。
如果温度过高或时间过长,铜板可能会变形或损坏,导致整个作品的失败。
因此,雕刻师必须具备精湛的技艺和敏锐的观察力,以确保每一件作品都能完美呈现。
当蜡完全融化并流出后,雕刻师将铜板放入熔炉中,熔化铜材并倒入蜡模中。
待铜材冷却凝固后,雕刻师将泥土从铜板上清除,揭示出铜雕作品的真实面貌。
最后,雕刻师对铜雕进行修整和抛光,使其呈现出光滑细腻的表面。
失蜡法的精髓在于蜡的运用。
蜡的使用使得铜雕作品能够呈现出丰富的细节和层次感,增强了作品的艺术价值。
通过失蜡法,铜雕工艺得以发扬光大,成为铜陵非遗的独特之处。
失蜡法不仅在技术层面上有着独特之处,也承载了铜陵地方文化的历史记忆。
铜陵是中国古代铜器的发源地之一,而铜器的制作与使用渊源已久。
失蜡法的传承和创新,使得铜陵的铜雕工艺能够与时俱进,不断吸收新的元素和技术,创造出更加精美的作品。
如今,失蜡法已经成为铜陵非遗的重要代表,吸引了国内外众多游客和收藏家的关注。
铜陵的失蜡法作品不仅在国内市场上备受推崇,还出口到世界各地,成为中国文化的一张名片。
失蜡法作为铜陵非遗的代表之一,以其独特的工艺和精湛的技术赢得了广泛的赞誉。
失蜡法铸造我国的失腊法至迟起源于春秋时期。
河南淅川下寺2号楚墓出土的春秋时代的铜禁是迄今所知的最早的失腊法铸件。
此铜禁四边及侧面均饰透雕云纹,四周有十二个立雕伏兽,体下共有十个立雕状的兽足。
透雕纹饰繁复多变,外形华丽而庄重,反映出春秋中期我国的失腊法已经比较成熟。
战国、秦汉以后,失腊法更为流行,尤其是隋唐至明、清期间,铸造青铜器采用的多是失腊法。
失腊法一般用于制作小型铸件。
用这种方法铸出的铜器既无范痕,又无垫片的痕迹,用它铸造镂空的器物更佳。
中国传统的熔模铸造技术对世界的冶金发展有很大的影响。
现代工业的熔模精密铸造,就是从传统的失腊法发展而来的。
虽然无论在所用腊料、制模、造型材料、工艺方法等方面,它们都有很大的不同,但是它们的工艺原理是一致的。
四十年代中期,美国工程师奥斯汀创立以他命名的现代熔模精密铸造技术时,曾从中国传统失蜡法得到启示。
1955年奥斯汀实验室提出首创失蜡法的呈请,日本学者鹿取一男根据中国和日本历史上使用失蜡法的事实表示异议,最后取得了胜诉。
【概述】熔模铸造又称"失蜡铸造",通常是在蜡模表面涂上数层耐火材料,待其硬化干燥后,将其中的蜡模熔去而制成型壳,再经过焙烧,然后进行浇注,而获得铸件的一种方法,由于获得的铸件具有较高的尺寸精度和表面光洁度,故又称"熔模精密铸造"。
可用熔模铸造法生产的合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金、永磁合金、轴承合金、铜合金、铝合金、钛合金和球墨铸铁等。
熔模铸件的形状一般都比较复杂,铸件上可铸出孔的最小直径可达0.5mm,铸件的最小壁厚为0.3mm。
在生产中可将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,以节省加工工时和金属材料的消耗,使零件结构更为合理。
熔模铸件的重量大多为零点几十牛(即几十克到几公斤),太重的铸件用熔模铸造法生产较为麻烦,但目前生产大的熔模铸件的重量已达800牛左右。
古代铸造青铜器的失蜡法是什么?成书于北宋宣和五年( 1123年)之后的《宣和博古图》,在谈及周召公尊时有这么一段话:“尊有五指痕,……今此指痕以蜡为模,以指按蜡所成也。
”这段文字是对西周早期周召公尊制作工艺的推测,这部著作应是最早直接谈及失蜡铸造用蜡模的文献。
那么失蜡法究竟是什么呢?青铜器在铸造的时候都需要先制作模范,容器则需要用泥制作内范和外范。
外范刻划出所需的纹饰,内范为器形的形状,内外合范之后再用铜水浇注。
那么失蜡法则是将泥模范换成蜡模范,用热铜水浇注后蜡模便融化了。
失蜡法多用于铸造精美的铜器,比如曾侯乙编钟,曾侯乙尊、盘等。
这些器物的纹饰十分精美繁复,许多镂空的纹饰多是用失蜡法铸成。
那么失蜡法的来源是什么呢?大体有三种说法。
1.起源于商代说:持这种见解的有中、苏、德、美、瑞典等国的学者。
这些著述多发表于五十或六十年代。
其中以中国张子高教授和瑞典学者Aitchison的论述最有代表性。
他们分别以湖南宁乡出土的著名的商晚期四羊方尊和商代钟饶的复杂造型、繁密附饰为例,认为这些器物均为失蜡法铸成。
2.西汉时代外来说:持这种见解的主要为澳、日等国学者。
澳大利亚N.Barnard教授等根据五十年代云南晋宁石寨山滇人墓葬群中出土的一大批西汉初期的失蜡铸造青铜器,认为“在公元前二世纪中国尚不知(失蜡铸造)。
最早的失蜡铸造实例是通过云南传入汉代中原地区的”,是“随着佛教的传播由印度传人”的。
日本的吉田光邦教授从“蜡”字不见于中国最早的字书即东汉许慎的《说文解字》、中国利用蜂巢(取蜂蜡)的记载最早仅见于公元280年左右张华的《博物志》、失蜡铸造造像大量出现于汉代之后等推论,中国的失蜡铸造可能是与两河流域文明相接触而获得,时代不早于公元前一、二世纪。
3.至迟发明于春秋早中期说持此说者主要为华觉明和谭德睿。
主要根据为七十年代在河南淅川春秋晚期(公元前553年)楚令尹子庚墓出土的器形十分复杂的失蜡铸造的铜禁等器物。
铸铜失蜡法哎呀,说起铸铜失蜡法,这可真是个技术活儿,老祖宗传下来的手艺,现在会的人越来越少了。
我有个朋友,他爷爷就是干这个的,我有幸去他家里见识过一次,那过程,真是让人大开眼界。
首先,得说说这个失蜡法,听着挺玄乎的,其实就是用蜡做个模型,然后在外面裹上泥巴,等泥巴干了,把蜡取出来,剩下的就是空壳子。
这个空壳子就是用来浇铸铜水的模具。
那天我去的时候,他爷爷正在做蜡模。
那蜡,软软的,手感特别好。
他爷爷手法娴熟,三下五除二就捏出了一个马的形状,细节做得特别到位,连马鬃都一根根分明。
我在旁边看着,手痒痒也想试试,结果捏出来的马,那叫一个四不像,他爷爷看了直摇头。
接下来就是做外模了。
他爷爷把做好的蜡模放在一个木盒子里,然后开始往里面倒泥巴。
这泥巴也不是随便什么泥巴都行,得是特制的,里面掺了点别的东西,具体是啥,他爷爷没说,只说是秘密。
泥巴倒进去后,他爷爷就用手一点点压实,确保每个角落都填满了。
这个过程得特别小心,不能让泥巴把蜡模压坏了。
等泥巴干了,就是最激动人心的时刻了——取蜡。
他爷爷用一根细长的铁丝,从蜡模的底部慢慢插进去,一点一点把蜡取出来。
这个过程得特别有耐心,不能急,一急就容易把蜡模弄坏。
我在旁边看着,心都提到嗓子眼了,生怕他一个不小心,蜡模就毁了。
蜡取出来后,剩下的就是空壳子了。
他爷爷把空壳子放在火上烤,等烤得差不多了,就往里面浇铜水。
那铜水,红彤彤的,看着就烫。
他爷爷拿着一个大勺子,小心翼翼地把铜水倒进空壳子里。
铜水一进去,就发出“嗞嗞”的声音,还冒起一股白烟,那场面,真是壮观。
等铜水冷却凝固后,就是最后的打磨过程了。
他爷爷拿着砂纸,一点点把铜马表面的粗糙部分磨平。
这个过程得特别细心,不能磨过头,也不能磨不到位。
我在旁边看着,都觉得眼睛都要花了。
经过他爷爷的巧手,一个栩栩如生的铜马就诞生了。
那铜马,光泽亮丽,细节逼真,看着就让人爱不释手。
我问他爷爷,这手艺能不能教教我,他爷爷笑着说:“这手艺,得靠时间慢慢磨练,不是一朝一夕就能学会的。
失蜡法铸铜工艺详解嘿,朋友们!今天咱们来唠唠失蜡法铸铜这个超酷的工艺,就像是一场神奇的魔法秀呢!你可以把失蜡法想象成给铜打造一个超级精致的蜡制替身。
首先呢,工匠们就像超级雕塑家,用蜡做出一个铜器的模型,这个蜡模啊,就像是铜器的灵魂幻影,软乎乎的蜡在工匠的巧手下变成各种奇妙的形状,像是被施了魔法的软泥,想变啥就变啥,夸张点说,就像孙悟空的七十二变一样神奇。
然后呢,就给这个蜡模穿上一层厚厚的“泥巴铠甲”,这泥巴就像铜器的保护壳,把蜡模紧紧裹住。
这个过程就像是给娇弱的公主穿上重重的铠甲,要特别小心,不能让里面的蜡模有一点闪失。
接着就是加热啦,这时候就像给这个裹着泥巴的蜡模来一场高温桑拿。
那蜡啊,就像个胆小的家伙,一遇到高温就哧溜一下全跑光了,只留下一个空心的泥巴壳子,这个壳子就像一座空荡荡的城堡,等待着铜液的注入。
说到铜液,那可是整个工艺的主角。
铜液就像一群充满活力的小铜人军队,在熔炉里被加热得热血沸腾。
当把滚烫的铜液注入那个空心的泥巴城堡时,就像是千军万马冲进了城堡,迅速填满每一个角落。
等铜液冷却凝固后,再把外面的泥巴壳子敲掉,就像敲开一个神秘的宝藏盒子。
哇塞,一个精美的铜器就诞生啦!这个铜器就像是从蜡模的灵魂幻影中脱胎换骨而来的钢铁侠,从软乎乎的蜡变成了坚硬无比的铜。
失蜡法铸铜工艺啊,真的是充满了无限的创意和神奇。
它就像一个时间的魔法师,把古老的技艺传承到现在,还能创造出那么多令人惊叹的艺术品。
每一个用失蜡法铸铜制作出来的铜器,都像是一个历史的小胶囊,里面装着工匠的智慧、汗水和无尽的创意。
你看那些用失蜡法铸铜做出来的精美佛像,佛像的每一个线条都像是用蜡的魔法笔画出来的,然后经过铜液的洗礼,变得庄严肃穆,就像真的有神灵附身一样。
还有那些精美的铜鼎,鼎身上的花纹就像是蜡模留下的神秘密码,经过失蜡法的转化,成为了独一无二的文化印记。
这失蜡法铸铜工艺,就像一颗璀璨的工艺之星,在人类的文明长河中闪耀着独特的光芒,而且会一直闪耀下去,不断给我们带来惊喜呢!。
铜器石膏型失蜡铸造法简介
中华文明的历史进程中有很多手工艺的(璀璨发明,失蜡浇铸法就是其中之一。
失蜡浇铸法最早见于商周时代的青铜器加工中,到明清则大为盛行。
其特点:精细入微、毫厘毕现,比较适合于美感要求比较高的工艺品的加工。
到了现代,由于新的现代材料不断出现和引入,目前的失蜡铸造法除始终保持古法的目的和宗旨外,在方式方法上已不完全一样。
以下就目前常用的石膏型失蜡铸造方法作简单介绍。
石膏型失蜡铸造法的基本流程:
一制阴模
古法的阴模由泥土作成,然后烧制成低温陶性质的阴模,称之为“陶范”,由于烧陶过程中有很多变形的可能,所以现代已不再使用陶范的方式,而改用强度较高的石膏制作阴模:
制作时在整体的阳模(现代一般是玻璃钢材质)上,按易于拆分的原则,用石膏浆制作出多块合成的套模(此时特别要注意脱模剂的使用),待石膏型固化冷却后,可将阴模拆解分开,清洁阴模内表面,用水刷7-8分潮湿后背用;
二制蜡型
将备好的阴模拼合成整体,使之形成需铸造的工艺品的负型(即阴模),然后将调制并加温到一定温度的液态工艺品蜡液涂刷于阴模内表面,涂刷时注意每层尽量整体一次刷完整,待整体都冷却硬化固定后再涂刷下一层,逐层加厚,直到达到所需厚度。
蜡型的厚度视加工件的大小而定,4-10毫米不等。
要求厚薄均匀,附着密实。
蜡型制作完成后,清理内表面的毛刺、将阴模的边口处修理平滑。
备用;
三灌内浆
将刷制完成的蜡型带石膏阴模一起倒立(大形的还需在阴模外壳加以捆扎,以防灌注时内压过大使蜡模崩裂),如有多个刷蜡口则将其他的次要开口堵住,留主口朝上,将事先混合好的耐火材料用水调制成匀质的泥浆,灌注于蜡型内,要求:灌注到位、不留空泡、操作上一气呵成、避免分层现象。
静置6小时待蜡型内的耐火材料完全硬化后方可进行下阶段的操作;
四修蜡模接浇道
将已灌注好耐火材料内浆的模型整体正立过来,小心去掉最外面的石膏阴模(要按拼合规律逐次拆分,不可蛮干以免损伤里面的蜡型),全部阴模拆除后用小刀修除模块之间缝隙形成的蜡毛边、毛刺,清洁蜡型表面,如有损伤则用修补软蜡修补完整。
待蜡型修理与原模对照无误后,方可在表面焊接上浇道(用蜡条制成的,浇铸时铜液流淌通道)、浇杯(铜液浇铸入口)以及排气通道。
要求:浇道分布合理,利于铜液的迅速流动到位、利于后期的打磨整理。
五制作外浇铸模
在接好浇道的模型外表面先用细耐火材料浆涂布一层约2-3厘米厚的内层(由于此层决定器物浇铸的外表,所以要求耐心细致,涂布精确、到位,不留死角和空泡),静置数小时待此层完全硬化后,在其表面顺着起伏形状用螺纹钢焊制网格状一层,间距视整体大小可定10-50厘米不等,钢筋网格做好后再用比较粗的耐火材料浆涂布于钢筋网格上,逐层加厚直到所需厚度。
(一般视器物大小厚度可在10-20厘米不等)。
六烘培脱蜡法
浇铸模型制作完成后即可入烘培炉烘培脱蜡了。
常用的脱蜡法有热蒸汽法、热空气法、水煮法、烘培法等数种,其原理都是将蜡型加热使之成为液态后从耐火材料模中流出,由于石膏型铸造法的耐火材料层导热性差,所以常常采用烘培法,这样比较高效。
烘培法就是将浇铸模置于烘培炉内,用火烘烤,古人一般是用木材或煤作燃料,现代由于环保的需要多用石油、天然气或电作为热源燃料,逐渐将耐火材料模加热,直到浇铸模中的蜡和水份完全气化排出(一般需3-7天,达到600摄氏度12小时以上)。
七浇铸
趁烘培好的耐火材料模型尚在高温时,将冶炼好的铜液从浇杯口灌注入模壳内蜡排出后形成的空间内(要求一气呵成、沉着迅速),此时由于耐火材料模型自身尚有相当高的温度,所以对铜液的吸热少,可以保持铜液的高温流动,利于器物的成形。
八后期整理
浇铸完成并冷却后,耐心仔细将耐火材料层清除干净(此时耐心注意勿用工具伤及铜器的表面),然后割除浇道和毛边,对照原模打磨掉毛刺及氧化皮层。
(若有瑕疵可进行焊补和仿形)待与原模造型无误后,即可进行着色,用化学药水对铜器的表面进行腐蚀化合,达到理想的颜色后即中止药性,然后就可打蜡抛光了。
达到艺术设计理想后一件精美的铸铜工艺品就宣告完成了。