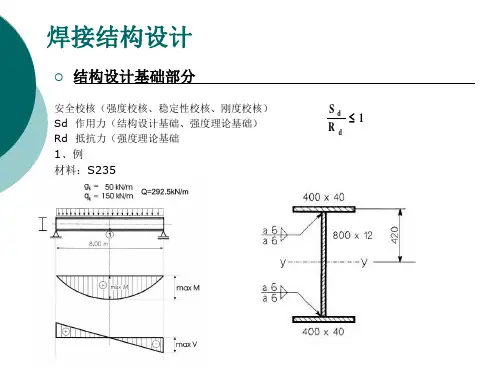
国际焊接工程师标准及资料
- 格式:doc
- 大小:127.50 KB
- 文档页数:2
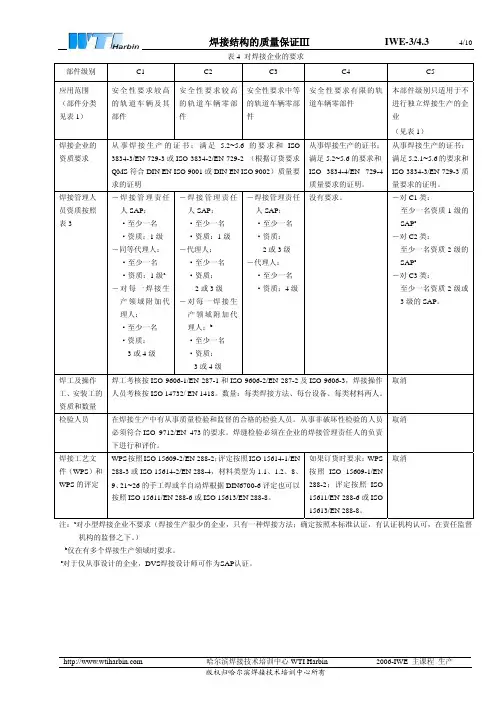
/aboutus/function.php 国际焊接协会官方网站培训课程国际焊接工程师(International Welding Engineer)国际焊接技术员 (International Welding Technologist)国际焊接技师(International Welding Specialist)国际焊接技士 (International Welding Practitioner)国际焊接质检人员(International Welding Inspection Personnel)国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
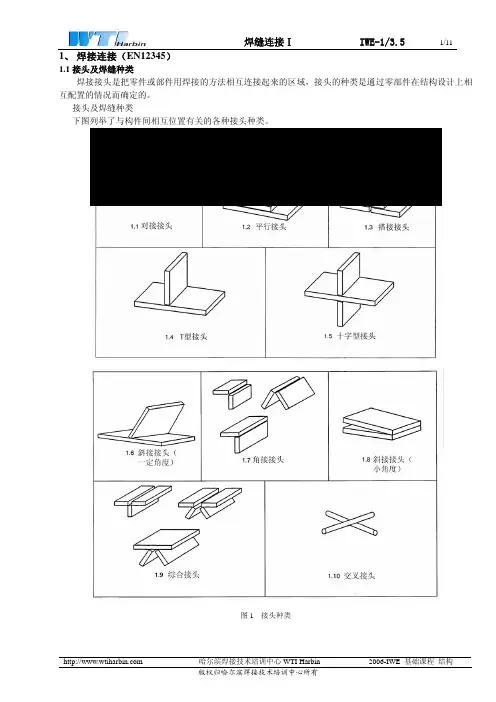
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
国际焊接协会官方网站培训课程国际焊接工程师(International Welding Engineer)国际焊接技术员 (International Welding Technologist)国际焊接技师(International Welding Specialist)国际焊接技士 (International Welding Practitioner)国际焊接质检人员(International Welding Inspection Personnel)国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
由 CANB 根据所提交的包含以上内容的申请表进行入学资格审查。
国际焊接工程师(International Welding Engineer)中国焊接培训与资格认证委员会( CANB)已获得国际焊接学会(IIW)的正式授权,并在我国实行国际统一的焊接人员培训与资格认证工作。
国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
在中国即将加入WTO之际,为企业取得相应国际资格认证,参与国际经济竞争起到积极的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
由 CANB 根据所提交的包含以上内容的申请表进行入学资格审查。
二、培训内容:全课程的培训内容含:1 、焊接工艺及设备2 、材料及材料的焊接行为3 、焊接结构与设计4 、生产及应用在培训之前,进行书面及口头技术考核,以确定每位学员需参加培训的内容。
培训时间通常为 3 周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。
/aboutus/function.php 国际焊接协会官方网站培训课程国际焊接工程师(International Welding Engineer)国际焊接技术员 (International Welding Technologist)国际焊接技师(International Welding Specialist)国际焊接技士 (International Welding Practitioner)国际焊接质检人员(International Welding Inspection Personnel)国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
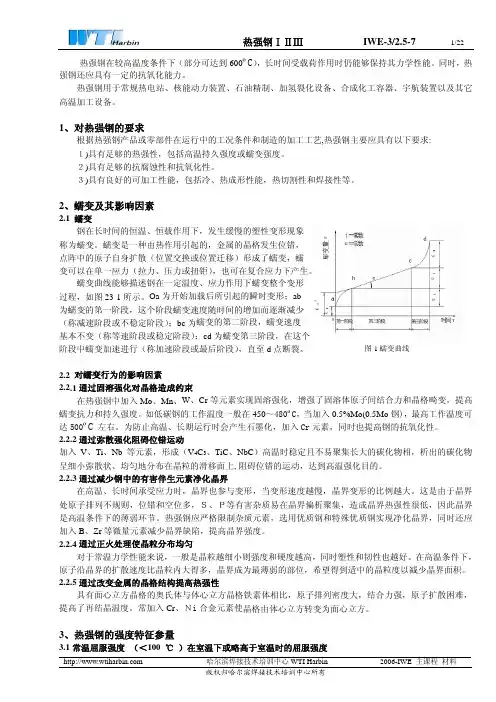
三维网钨极氩弧焊I IWE-1/1.13 6/66.2钨电极标记及成分表2 钨电极的标记和组成成份(ISO6848)组成成份氧化物标记重量种类杂质-%钨-% 色标WP - - ≤0.2099.8 绿 WTh41)0.35~0.55 ThO 2≤0.20 其余 淡兰 WTh10 0.80~1.20 ThO 2≤0.20 其余 黄 WTh 20 1.70~2.20 ThO 2≤0.20 其余 红 WTh 30 2.80~3.20 ThO 2≤0.20 其余 紫 WTh 40 3.80~4.20ThO 2≤0.20 其余 桔黄 WZr 31)0.15~0.50 ZrO 2≤0.20 其余 棕 WZr 8 0.70~0.90 ZrO 2≤0.20 其余 白 WLa 10 0.90~1.20 La 2O 3≤0.20 其余 黑 WCe 20 1.80~2.20CeO 2≤0.20 其余 灰 WLa 202)1.80~2.20 La 2O 3≤0.20其余深兰1) 非商业用 2) 非标准7、保护气体对熔深的影响不同保护气体由于其不同的物理性能,热传导性能亦不同,活性气体参见1.1.12,图12给出不同保护气体TIG 焊时对熔深的影响。
图12 不同保护气体对熔深的影响角焊缝:在厚度5㎜的板上使用不同的保护气体进行TIG 焊接的熔池剖面,材料号1.4301(1Cr18 Ni9),电流130A ,电弧长度4㎜,焊接速度15㎝/min 。
图13 不同保护气体TIG 焊时对角焊缝熔深的影响三维网1、铝的TIG 焊接1.1概况以下铝制材料可以考虑采用焊接方法加工。
A 、纯铝(A199.9;A199.5等)具有较高的抗腐蚀性能,但强度较低(80N/㎜2),可通过冷作成形(轧制等)提高其强度(130 N/㎜2)。
焊接时,焊缝附近冷作硬化区将丧失。
B 、硬铝合金(AlMn ;AlMg3等)通过合金成份具有较高强度(240N/㎜2)通过冷作成形强度可以提高(320N/㎜2),但焊接时焊缝区域强度下降。
国际焊接工程师(IWE)培训教程国际焊接技术员(IWT)培训教程2006-2007年版基础课部分主课程部分哈尔滨焊接技术培训中心2007年3月国际焊接工程师(IWE)国际焊接技术员(IWT)培训教程(2006-2007年版)编辑委员会主任:解应龙教授级高级工程师委员:王林教授级高级工程师钱强教授级高级工程师陈宇教授级高级工程师朴东光教授级高级工程师徐林刚高级工程师主编:钱强副主编:徐林刚常凤华编写人员(按姓氏笔画排序):邓义刚、王林、吕同辉、吕适强、陈宇、张宇光、张岩、林伯山、俞韶华、徐林刚、高欣、高洪明、钱强、常凤华、曹红梅、解应龙、潘孚、黎明、戴万福。
各专业课程责任编辑及责任审核:焊接方法及设备:责任编辑常凤华责任审核钱强材料及材料焊接:责任编辑张宇光责任审核徐林刚焊接结构与设计:责任编辑吕同辉责任审核俞韶华焊接生产及应用:责任编辑吕适强邓义刚责任审核王林前言随着国际经济贸易一体化的迅速发展,全球焊接领域越来越需要推广国际化的焊接培训与资格认证体系,包括中国在内的世界各国实现焊接人员按照统一标准进行培训、考试和资格认证,并颁发被各国认可的国际统一证书,必将促进世界各国经济、技术和贸易领域的国际合作。
我国加入这一体系,可以提高我国全行业焊接人员的水平,培养了一批了解、熟悉并掌握国际焊接标准和最新技术的人才,促进我国高校、职业技术学院等焊接人才的培养与国际接轨,为我国焊接企业开展国际企业认证提供人才保证,从而推进企业参与国际竞争,走向国际市场。
国际焊接学会(IIW)于1998年建立世界范围内国际统一的焊接人员培训与资格认证体系,截止到目前,已实现国际焊接工程师(IWE)、国际焊接技术员(IWT)、国际焊接技师(IWS)、国际焊接技士(IWP)、国际焊接质检人员(IWIP) 和国际焊工(IW)六类焊接人员的世界范围内的培训、考试及资格认证的统一。
以上几类人员中,IWE是ISO14731标准(等同于欧洲标准EN719)中所规定的最高层次焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一,可以负责结构设计、生产管理、质量保证、研究和开发等各个领域的焊接技术工作,在企业中起着极其重要的作用。
国际焊接协会官方网站培训课程二国际焊接工程师(International Welding Engineer)□国际焊接技术员(International Welding Technologist)n国际焊接技师(International Welding Specialist)□国际焊接技士(International Welding Practitioner)口国际焊接质检人员(International Welding Inspection Personnel)二国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719标准中所规定的最高层次的焊接技术人员和质量监督人员, 是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1焊接基础2实习及演示3主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4 )焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN ,美国(ASME,德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
由CANB 根据所提交的包含以上内容的申请表进行入学资格审查。