国际焊接工程师培训(IWE)共54页文档
- 格式:ppt
- 大小:3.92 MB
- 文档页数:54
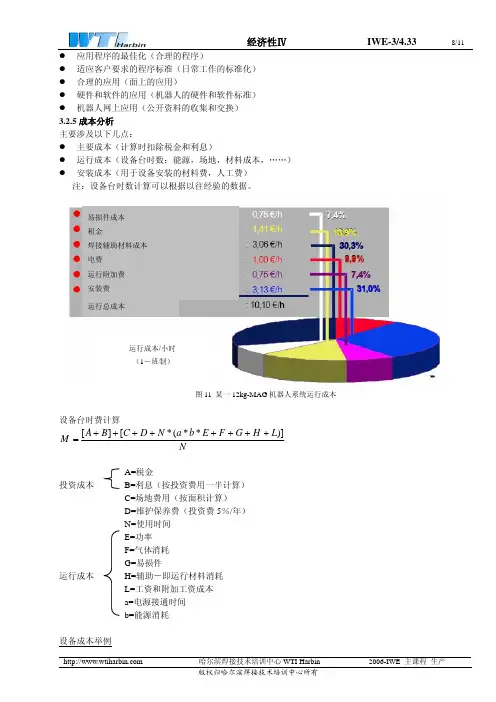
三维网z 应用程序的最佳化(合理的程序)z 适应客户要求的程序标准(日常工作的标准化)z 合理的应用(面上的应用)z 硬件和软件的应用(机器人的硬件和软件标准)z 机器人网上应用(公开资料的收集和交换)3.2.5成本分析主要涉及以下几点:z 主要成本(计算时扣除税金和利息)z 运行成本(设备台时数:能源,场地,材料成本,……)z 安装成本(用于设备安装的材料费,人工费)注:设备台时数计算可以根据以往经验的数据。
易损件成本 租金 焊接辅助材料成本 电费 运行附加费 安装费 运行总成本运行成本/小时 (1-班制) 图11 某一12kg-MAG 机器人系统运行成本设备台时费计算NL H G F E b a N D C B A M )]**(*[][++++++++=A=税金投资成本 B=利息(按投资费用一半计算)C=场地费用(按面积计算)D=维护保养费(投资费5%/年)N=使用时间E=功率F=气体消耗G=易损件运行成本 H=辅助-即运行材料消耗L=工资和附加工资成本a=电源接通时间b=能源消耗设备成本举例三维网1)设备系统总成本 400.000.00€2)附加成本(安装费) 5.000.00€3)备品备件 2.500.00€4)设备总费用 407.500.00€5)税金/年 66)年成本增长率 3.07)成本增长系数 1.188)年核算税金 80.141.67€9)税金率 810)税金(A -值) 16.300.00€11)维修成本率 2.012)年固定维修成本 8.150.00€13)年场地成本 2.000.00€14)年固定设备成本 106.591.67€15)建造级别 0.8016)安全模式 317)网路接通时间 3.840.018)年设备使用固定成本 27.76€19)功率/ KW 40.0020)能耗/ KW/年 0.07€21)能源费用 2.80€22)材料成本(导电嘴,喷嘴,送丝滚轮) 1.50€23)与使用时间有关的机器人的维修成本/h 0.50€24)与使用时间有关的装置维修成本/h 0.50€25)设备可变成本 5.30€设备使用成本 33.06€工资成本 工资成本核算 操作者编程人员 SFW/SFI 1 0.5 13.00€ 16.00€150 15019.50€ 12.00€ 0.00€工资额度 31.50€企业利润% 15.00企业利润€ 9.69€加工总成本% 4.00加工总成本 2.58€设备总台时数 76.83€3.2.6计划制定举例在某一企业中采用焊接机器人时会遇到增加成本的压力,为此举出下列构件在采用机器人前后的比较给予说明。

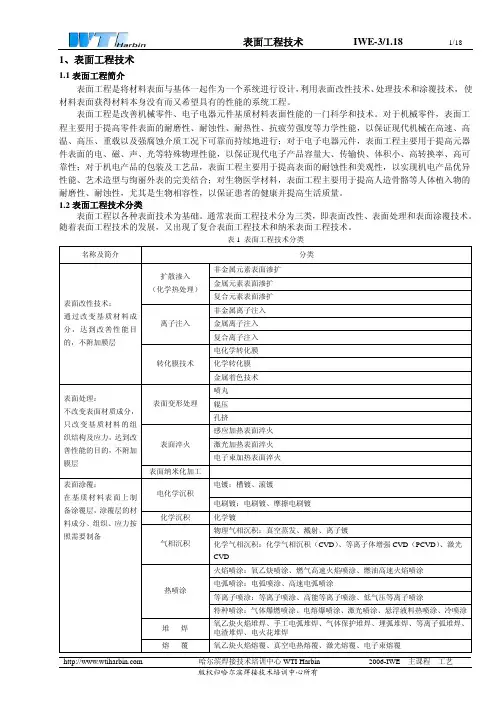
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
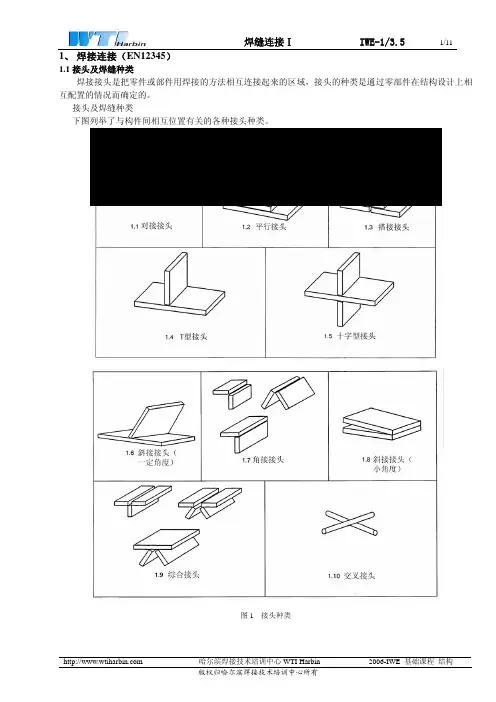
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
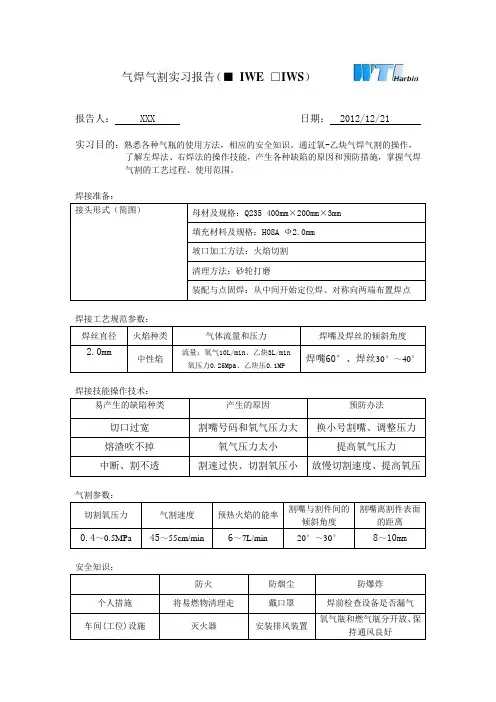
气焊气割实习报告(■IWE □IWS)
报告人: XXX 日期: 2012/12/21
实习目的:熟悉各种气瓶的使用方法,相应的安全知识。
通过氧-乙炔气焊气割的操作,了解左焊法、右焊法的操作技能,产生各种缺陷的原因和预防措施,掌握气焊
气割的工艺过程、使用范围。
焊接准备:
气割参数:
焊条电弧焊实习报告(■IWE □IWS)
报告人:日期:
实习目的:通过焊条电弧焊的操作,了解不同类型的焊条的操作技能,熟悉焊接电源,熟悉不同直径和不同种类焊条的工艺规范参数,产生磁偏吹的原因、产生焊接缺
陷的原因和预防措施,了解焊条电弧焊工艺过程、适用范围及安全规程。
焊接准备:
焊接缺陷:
熔化极气体保护焊实习报告(■IWE □IWS)
报告人:日期:
实习目的:通过熔化极气体保护焊的操作过程,了解熔化极气体保护焊的基本操作技能,熟悉工艺规范参数及参数对焊缝成型的影响,产生各种缺陷的原因及预防措
施,了解熔化极气体保护焊的工艺过程、适用范围及相应的安全规程。
焊接准备:
焊接缺陷:
钨极氩弧焊实习报告(■IWE □IWS)
报告人:日期:
实习目的:通过手工钨极氩弧焊的操作,熟悉钨极氩弧焊的工艺规范参数,了解容易产生的缺陷和预防措施,了解该方法的基本操作技能,了解手工钨极氩弧焊的工艺
过程、适用范围及相关的安全规程。
焊接准备:
焊接缺陷:。
IWEIWE(international welding engineer)即国际焊接工程师,是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
中国焊接培训与资格认证委员会(CANB)在2000年获得国际焊接学会(IIW)正式授权,在我国实行国际统一的焊接培训与资格认证工作以来,哈尔滨焊接技术培训中心(WTI Harbin)作为其授权的培训机构,在全国各地进行国际焊接工程师(IWE),国际焊接技术员(IWT),国际焊接质检师,(IWIP),国际焊接技师(IWS),国际焊接技士(IWP),国际焊工(IW)培训。
为全国各行各业培养了具备国际资质的焊接人员,满足了全国各行业与参与国际竞争在焊接人员资质方面的要求。
由于各类国际焊接人员标准途径培训所需时间较长,学员急切要求适应其自身教育程度并可缩短周期的方式。
按照IIW及CANB的相关规程规定,WTI Harbin开始组织国际焊接工程师(IWE)可选途径培训(IWE-A),具体实施办法如下:一、入学条件:1、工科本科毕业。
2、具有在至少四年与焊接相关的(工程师级)工作经历。
(由CANB根据所提交的包含以上内容的申请表进行入学资格审查。
)二、培训内容:全课程的培训内容含:焊接工艺及设备 2、材料及材料的焊接行为 3、焊接结构与设计 4、生产及应用在培训之前,进行书面评估及面试技术考核,以确定每位学员需参加培训的内容。
培训时间通常为3周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。
(具体详情向哈尔滨焊接技术培训中心咨询)三、考试及证书:全过程培训结束后,按IWE考试要求考试,经考试合格者颁发国际焊接工程师资格证书。
四、培训时间及地点:1、时间: 2007 年 7 月13日开班(共计3周)2、地点:上海交通大学五、费用: 4900 元(食宿费自理)报名、资格审查、国际注册费;2、前期辅导、技术考核费; 3、教材、培训费;4、最终考试费; 5、“ISO焊接标准化文集”(本期培训班特别提供)。
三维网超声波焊接 通过(内、外)摩擦加热 S、T 高频焊接 通过电介质逸散加热 ü(薄膜)摩擦焊接 通过旋转摩擦S溶剂焊接通过单体溶剂使其在冷却状 态变成塑性,然后施加压力S、T、ü板、薄膜激光焊接 通过激光加热S、T、üS:对接接头; T:T 型接头; ü:搭接接头4、塑料焊接设备见德国焊接学会规程DVS2207T3〈热塑性塑料板、管的热风焊〉。
4.1热风焊设备1)手工热风焊接设备所谓热风焊就是将热风作为热源(见图3)。
图4 挤压式热风焊机(送丝)a :焊接气体b :热气c :隔热体d :可更换的电加热体e :连接导线f :喷气咀g :马达图3 手工热风焊接2) 机械热风焊接设备机械热风焊接设备用热风作为热源,也称挤压式焊接设备。
(图4)见德国焊接学会规程DVS2209T1部分《挤压焊工艺注意事项》。
1、 马达2、 焊丝3、 送丝机构4、 挤出器5、 熔化室6、 焊接压头7、 加热咀8、 空气加热器4.2加热元件焊接设备1)加热板式焊接设备德国焊接学会规程DVS2207T1《PEHD 管、板加热元件焊接》规定了加热板式焊接方法。
加热板为焊接热源。
加热板焊机主要由恒温电加热板(温度最高可达270℃)、双面电动平整切削刀、对中固定支架、压力装置等部分组成。
2)承插式焊接设备承插式焊接设备以加热凸凹套模为加热元件提供焊接热源用于管道焊接(图5)。
三维网图5承插式手工焊加热元件3)热丝套筒式焊接设备热丝套筒式焊接设备的铜线圈通电后产生焦耳效应,使电热丝发热为热源。
该设备主要由电源控制箱、热丝套筒和固定支架等组成,用于管道焊接(图6)。
图6 热丝套筒式焊机4.3超声波焊接设备超声波焊接设备的主要组成部分:① 超声波发生器;②声波传递压头;③振动声波极和转换器④底座;⑤压力机;⑥控制装置超声波垂直振动范围:m μ10± 振动频率22KHz图7 超声波焊接设备构造德国标准DIN1320/4规定了听觉可辨认的噪音为16HZ ~16KHZ 之间。