国际焊接工程师培训课件
- 格式:ppt
- 大小:11.08 MB
- 文档页数:255


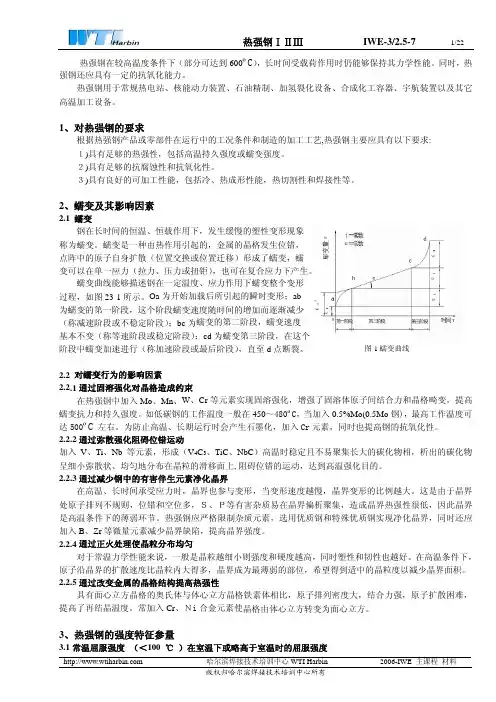
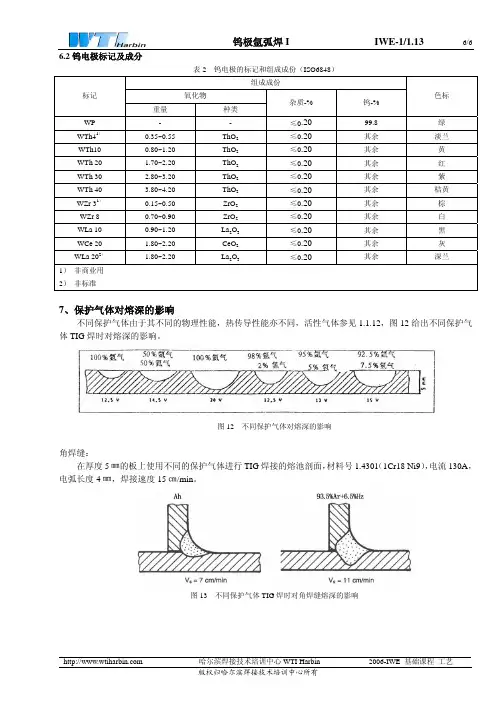
三维网钨极氩弧焊I IWE-1/1.13 6/66.2钨电极标记及成分表2 钨电极的标记和组成成份(ISO6848)组成成份氧化物标记重量种类杂质-%钨-% 色标WP - - ≤0.2099.8 绿 WTh41)0.35~0.55 ThO 2≤0.20 其余 淡兰 WTh10 0.80~1.20 ThO 2≤0.20 其余 黄 WTh 20 1.70~2.20 ThO 2≤0.20 其余 红 WTh 30 2.80~3.20 ThO 2≤0.20 其余 紫 WTh 40 3.80~4.20ThO 2≤0.20 其余 桔黄 WZr 31)0.15~0.50 ZrO 2≤0.20 其余 棕 WZr 8 0.70~0.90 ZrO 2≤0.20 其余 白 WLa 10 0.90~1.20 La 2O 3≤0.20 其余 黑 WCe 20 1.80~2.20CeO 2≤0.20 其余 灰 WLa 202)1.80~2.20 La 2O 3≤0.20其余深兰1) 非商业用 2) 非标准7、保护气体对熔深的影响不同保护气体由于其不同的物理性能,热传导性能亦不同,活性气体参见1.1.12,图12给出不同保护气体TIG 焊时对熔深的影响。
图12 不同保护气体对熔深的影响角焊缝:在厚度5㎜的板上使用不同的保护气体进行TIG 焊接的熔池剖面,材料号1.4301(1Cr18 Ni9),电流130A ,电弧长度4㎜,焊接速度15㎝/min 。
图13 不同保护气体TIG 焊时对角焊缝熔深的影响三维网1、铝的TIG 焊接1.1概况以下铝制材料可以考虑采用焊接方法加工。
A 、纯铝(A199.9;A199.5等)具有较高的抗腐蚀性能,但强度较低(80N/㎜2),可通过冷作成形(轧制等)提高其强度(130 N/㎜2)。
焊接时,焊缝附近冷作硬化区将丧失。
B 、硬铝合金(AlMn ;AlMg3等)通过合金成份具有较高强度(240N/㎜2)通过冷作成形强度可以提高(320N/㎜2),但焊接时焊缝区域强度下降。