国际焊接工程师技术员培训教教材
- 格式:pdf
- 大小:2.18 MB
- 文档页数:11
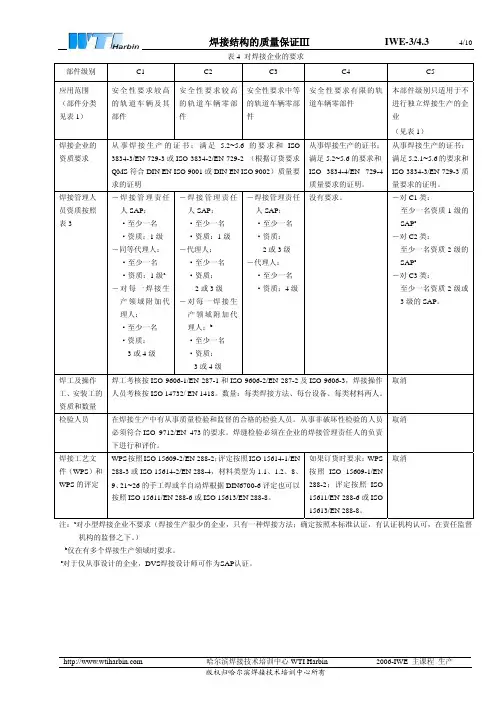

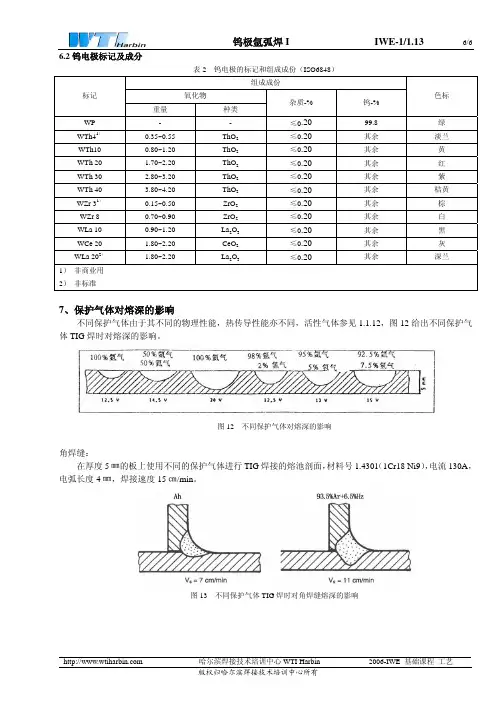
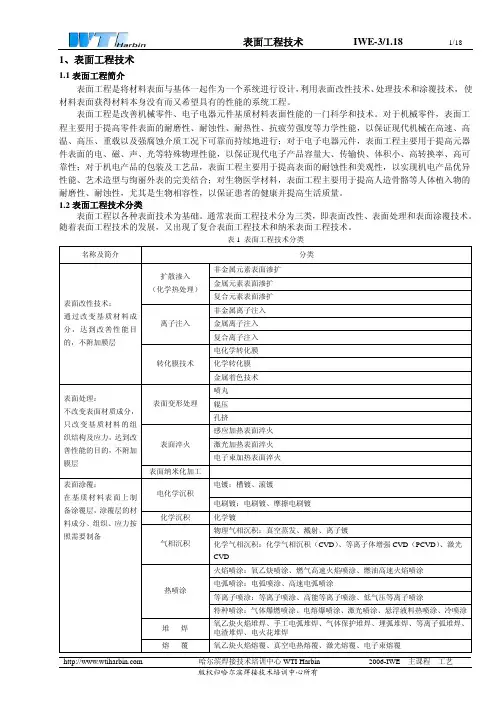
三维网钨极氩弧焊I IWE-1/1.13 6/66.2钨电极标记及成分表2 钨电极的标记和组成成份(ISO6848)组成成份氧化物标记重量种类杂质-%钨-% 色标WP - - ≤0.2099.8 绿 WTh41)0.35~0.55 ThO 2≤0.20 其余 淡兰 WTh10 0.80~1.20 ThO 2≤0.20 其余 黄 WTh 20 1.70~2.20 ThO 2≤0.20 其余 红 WTh 30 2.80~3.20 ThO 2≤0.20 其余 紫 WTh 40 3.80~4.20ThO 2≤0.20 其余 桔黄 WZr 31)0.15~0.50 ZrO 2≤0.20 其余 棕 WZr 8 0.70~0.90 ZrO 2≤0.20 其余 白 WLa 10 0.90~1.20 La 2O 3≤0.20 其余 黑 WCe 20 1.80~2.20CeO 2≤0.20 其余 灰 WLa 202)1.80~2.20 La 2O 3≤0.20其余深兰1) 非商业用 2) 非标准7、保护气体对熔深的影响不同保护气体由于其不同的物理性能,热传导性能亦不同,活性气体参见1.1.12,图12给出不同保护气体TIG 焊时对熔深的影响。
图12 不同保护气体对熔深的影响角焊缝:在厚度5㎜的板上使用不同的保护气体进行TIG 焊接的熔池剖面,材料号1.4301(1Cr18 Ni9),电流130A ,电弧长度4㎜,焊接速度15㎝/min 。
图13 不同保护气体TIG 焊时对角焊缝熔深的影响三维网1、铝的TIG 焊接1.1概况以下铝制材料可以考虑采用焊接方法加工。
A 、纯铝(A199.9;A199.5等)具有较高的抗腐蚀性能,但强度较低(80N/㎜2),可通过冷作成形(轧制等)提高其强度(130 N/㎜2)。
焊接时,焊缝附近冷作硬化区将丧失。
B 、硬铝合金(AlMn ;AlMg3等)通过合金成份具有较高强度(240N/㎜2)通过冷作成形强度可以提高(320N/㎜2),但焊接时焊缝区域强度下降。
三维网超声波焊接 通过(内、外)摩擦加热 S、T 高频焊接 通过电介质逸散加热 ü(薄膜)摩擦焊接 通过旋转摩擦S溶剂焊接通过单体溶剂使其在冷却状 态变成塑性,然后施加压力S、T、ü板、薄膜激光焊接 通过激光加热S、T、üS:对接接头; T:T 型接头; ü:搭接接头4、塑料焊接设备见德国焊接学会规程DVS2207T3〈热塑性塑料板、管的热风焊〉。
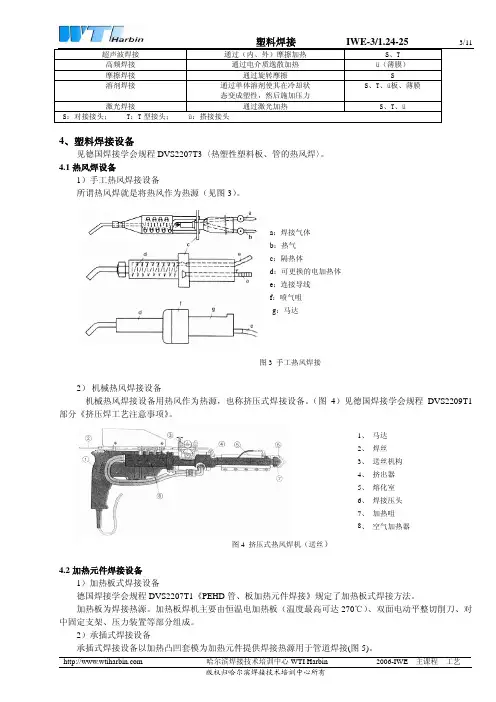
4.1热风焊设备1)手工热风焊接设备所谓热风焊就是将热风作为热源(见图3)。
图4 挤压式热风焊机(送丝)a :焊接气体b :热气c :隔热体d :可更换的电加热体e :连接导线f :喷气咀g :马达图3 手工热风焊接2) 机械热风焊接设备机械热风焊接设备用热风作为热源,也称挤压式焊接设备。
(图4)见德国焊接学会规程DVS2209T1部分《挤压焊工艺注意事项》。
1、 马达2、 焊丝3、 送丝机构4、 挤出器5、 熔化室6、 焊接压头7、 加热咀8、 空气加热器4.2加热元件焊接设备1)加热板式焊接设备德国焊接学会规程DVS2207T1《PEHD 管、板加热元件焊接》规定了加热板式焊接方法。
加热板为焊接热源。
加热板焊机主要由恒温电加热板(温度最高可达270℃)、双面电动平整切削刀、对中固定支架、压力装置等部分组成。
2)承插式焊接设备承插式焊接设备以加热凸凹套模为加热元件提供焊接热源用于管道焊接(图5)。
三维网图5承插式手工焊加热元件3)热丝套筒式焊接设备热丝套筒式焊接设备的铜线圈通电后产生焦耳效应,使电热丝发热为热源。
该设备主要由电源控制箱、热丝套筒和固定支架等组成,用于管道焊接(图6)。
图6 热丝套筒式焊机4.3超声波焊接设备超声波焊接设备的主要组成部分:① 超声波发生器;②声波传递压头;③振动声波极和转换器④底座;⑤压力机;⑥控制装置超声波垂直振动范围:m μ10± 振动频率22KHz图7 超声波焊接设备构造德国标准DIN1320/4规定了听觉可辨认的噪音为16HZ ~16KHZ 之间。