模块二钳工常用设备及工量具
- 格式:ppt
- 大小:11.89 MB
- 文档页数:75
第1章钳工常用设备、工具及量具1.1 钳工常用设备1.1.1 钻床1.钻床的种类钻床是一种常用的孔加工机床。
在钻床上可装夹钻头、扩孔钻、锪钻、铰刀、镗刀,丝锥等刀具,用来进行钻孔、扩孔、锪孔、铰孔、镗孔以及攻螺纹等工作。
因此,钻床是钳丁所需要的主要设备。
钻床根据其结构和适用范围不同,可分为台式钻床(简称台钻)、立式钻床(简称立钻)、摇臂钻床和深孔钻床四种,见表1—1—1。
第1页第2章划线2.1 划线的作用、分类及要求2.1.1 划线的作用根据图纸的技术要求,在毛坏或工件上用划线工具划山加工界线的操作,称为划线。
划线的作用见表2—1—1。
2.1.2 划线的分类划线分为平面划线和立体划线两种,见表2—1—2。
2.1.3 对划线的要求划线应符合表2—1—3的要求。
第45页第3章錾削3.1 錾阐工具3.1.1 錾子1.錾子的构造錾子一般由碳素工具钢(如T7A,TSA等)锻成,经热处理后有足够的硬度和韧性。
也可用合金工具钢(如滚动轴承钢GCrl5,高速钢W18Cr4V等)锻造,只是价格较高。
錾子由切削部分、斜面、柄部和头部4部分组成(图3—1—1)。
柄部断面为八棱形,头部做成圆锥台形,顶端略带球面,使锤击作用力的方向能朝着刃口的錾切方向,并使顶部受锤击第65页后不翻边。
錾子切削部分主要由两面一刃(前面、后面和切削刃)构成。
切削时的角度见表3—1—1及如图3—1—2所示。
第66页第4章锉削4.1 锉阐工具4.1.1 锉刀的组成锉刀是用高碳工具钢T13A、T12A或T13、T12制成,并经热处理,其硬度在62—67HRC 之间。
锉刀的组成见表4—1—1和如图4—1—1所示。
第83页第5章锯割5.1 钼割工具5.1.1 锯弓锯弓的结构形式见表5—1—1。
5.1.2 锯条手工锯条一般用渗碳软钢冷轧而成,经淬火后硬度达55—591-IRC,其长度是用两端安装孔的中心距表示,规格有200mm、250mm和300mm三种。
项目二 钳工工具的选用及使用
一、项目说明
二、实训时间:共5课时
三、实训教学目标
四、教学器材
五、教学组织
1.教学组织形式
本实训教学项目为实训示范课,由实训教师或2~3名学生操作,其他学生观察学习握各类工具的使用方法及注意事项后,学生进行分组练习,教师进行指导。
2.实训教学场地
实训场地应配套钳工实训工作台1个。
六、实训教学内容
锉刀的选用及使用
錾、冲类工具的选用及使用
手锯的选用及使用
其他钳工工具的选用及使用
七、课后测试
)方向保持基本平行。
D.东西
其规格用钳口的( )表示。
D.平面度
D.无齿
只有这样才能紧咬住断螺栓。

钳工常用工具与量具钳工常用工具与量具本章学习要点1.掌握钳工常用工具及使用要领。
2.掌握钳工常用量具及使用方法。
3.熟悉量具的维护与保养方法。
2.1 钳工常用工具2.1.1 钳工常用手工工具包括划线、錾削(凿削)、锯割、锉削、钻孔、扩孔、铰孔、攻丝和套丝、矫正和弯曲、铆接、刮削、研磨及装配用工具等,2.1.2 钳工常用电动工具1.手电钻特点:是用来对金属或其他材料制品进行钻孔的电动工具,体积小、质量轻、使用灵活、操作简单使用时注意事项:(1)电钻使用前,须先空转1 min左右,检查传动部分运转是否正常。
(2)钻头必须锋利,钻孔时用力不应过猛。
当孔将要钻穿时,应相应减轻压力。
2.模具电磨特点:配有各种形式的磨头以及各种成形铣刀,适用于在工具、夹具和模具的装配调整中,对各种形状复杂的工件进行修磨、抛光或铣削。
使用时注意事项:(1)安装软轴或更换磨头时,务必切断电源。
(2)软轴与机身的夹头以及软轴与磨头的夹头,务必要用小扳手锁紧。
(3)使用前须先开机空转2~3 min,检查是否正常(4)所用砂轮的外径不能超过磨头标牌上规定的尺寸。
(5)使用时,砂轮和工件的接触压力不宜过大。
(6)使用切割片加工时,注意安全,以防切割飞片伤人。
3.电剪刀特点:使用灵活、携带方便,能用来剪切各种几何形状的金属板材。
剪切成形的板材,具有板面平整、变形小、质量好等优点。
同时也是对各种形状复杂的大型样板进行落料加工的主要工具之一。
使用时应注意事项:(1)电剪刀剪切的板料厚度不得超过标牌上规定的厚度。
(2)开机前检查螺钉牢固程度。
然后开机空转,待运转正常后方可使用。
(3)剪切时,两刀刃的间距需根据板材厚度进行调整。
(4)进行小半径剪切时,需将两刃口的间距调至0.3~0.4 mm4.电动扳手特点:主要用来装拆螺纹连接件,分为单相冲击电动扳手和三相冲击电动扳手。
使用应注意事项:(1)使用前空转1 min以检查是否正常。
(2)按下开关空转,看转动方向是否是需要的。
项目二钳工基本操作——划线教学目的和要求:1)明确划线的作用和目的;2)正确使用划线工具;3)掌握一般的划线方法和正确地线条上打冲眼;4)划线操作应达到线条清晰,粗细均匀,尺寸误差不大于±0.3mm。
重点与难点:1)重点:基本线条的划法,正确使用工具;2)难点:划线误差控制,冲点准确、分布合理。
示范内容:1)基本线条的划法;2)划线工具的使用方法。
巡回重点:1)检查学生工、量具的正确使用;2)各图形划线的正确性;3)督促安全与文明生产。
教学准备:工具:手锤、划针、样冲、圆规等;量具:游标卡尺、钢皮尺等;原材料:钢板2×200×300 (Q235)、蓝油;仪器设备:台虎钳、划线平板、方箱;图纸:附图(每人1张)。
教学内容与组织:【组织教学】1、点名,检查着装、劳保用品及安全措施等;2、进行安全文明生产教育;3、检查学生的实习准备工作是否到位。
【课前指导】【复习导入】1、台虎钳的规格与使用注意事项?2、游标卡尺和千分尺的使用读书方法?3、平面度的检验方法?【授课内容】任务二钳工基本操作——平面划线一、划线简介1、划线:根据图样和技术要求,在毛坯或半成品上用划线工具划出加工界线,或划出作为基准的点、线的操作过程。
2、种类:1)平面划线:只需要在工件一个表面上划线后即能明确表示加工界线;2)立体划线:需要在工件几个互成不同角度(一般是互相垂直)的表面上划线,才能明确表示加工界线。
二、划线工具及其使用方法1、长度单位:我国长度单位采用米制,它是十进制。
机械工程上所标注的米制尺寸是以毫米为主单位。
(图样上规定不注单位符号)公英制单位的换算关系:1英寸=25.4mm2、划线工具:钢直尺:是一种简单的尺寸量具,最小刻距为0.5mm。
规格有150mm、300mm等多种,主要用来量取尺寸、测量工件,也可作划线时的导向工具。
划线平台:由铸铁制成,工作表面经过精刨或刮削加工,作为划线时的基准平面。


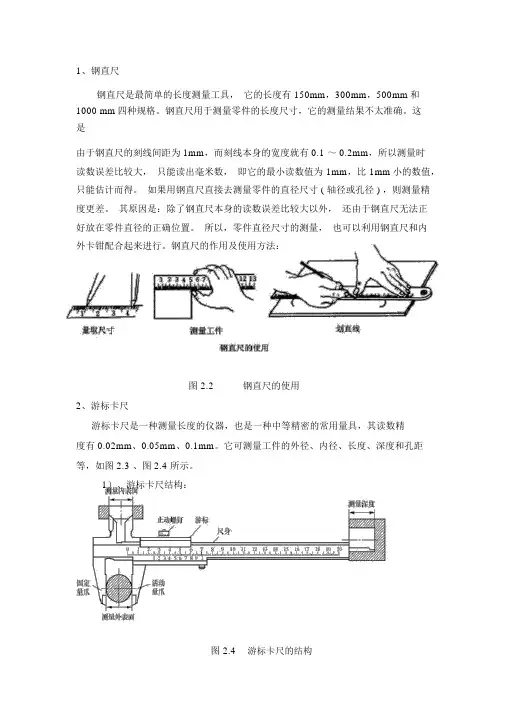
1、钢直尺钢直尺是最简单的长度测量工具,它的长度有 150mm,300mm,500mm和1000 mm四种规格。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为 1mm,而刻线本身的宽度就有 0.1 ~ 0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为 1mm,比 1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸 ( 轴径或孔径 ) ,则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
钢直尺的作用及使用方法:图 2.2钢直尺的使用2、游标卡尺游标卡尺是一种测量长度的仪器,也是一种中等精密的常用量具,其读数精度有 0.02mm、0.05mm、0.1mm。
它可测量工件的外径、内径、长度、深度和孔距等,如图 2.3 、图 2.4 所示。
1)、游标卡尺结构:图 2.4游标卡尺的结构2)、游标卡尺的刻线原理及读数方法(1)、1/20mm( 0.05mm)游标卡尺的刻线原理及读数方法刻线原理:游标卡尺是利用尺身的刻线间距与游标的刻线间距差来进行分度的。
主尺上每一格的长度为1mm,当两量爪合并时,游标上的20 格刚刚好与尺身上的19mm对正。
因此,尺身与游标每格之差为:1-19/20=0.05 (mm),此差值即为 1/20mm游标卡尺的测量精度,如图 2.26 所示。
图 2.26 1/20mm 刻线原理读数方法分三个步骤:①、读出游标上零线左面尺寸的毫米整数;②、读出游标上哪一条刻线与尺身刻线对齐;③、把尺身和游标上的尺寸加起来即为测得尺寸,如下图 2.27 所示。
图 2.27 1/20mm 游标读数方法(2)、1/50mm( 0.02mm)游标卡尺主尺上每一格的长度为1mm,当两量爪合并时,游标上的50 格刚刚好与尺身上的49mm对正。