焊条型号对照表(大西洋)
- 格式:pdf
- 大小:461.59 KB
- 文档页数:10
常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
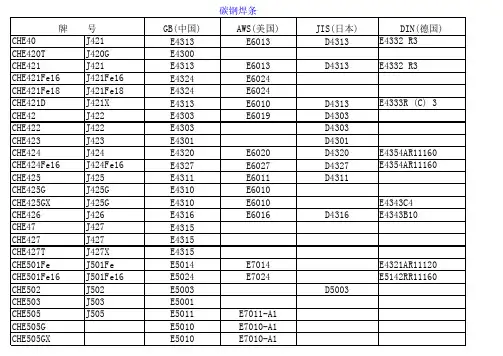
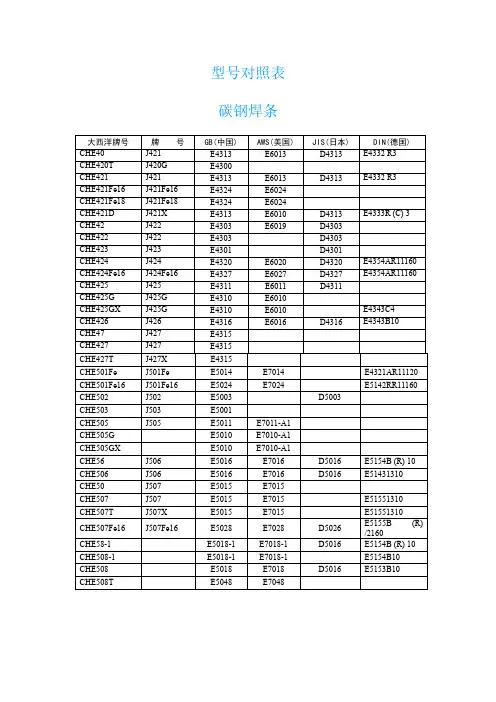
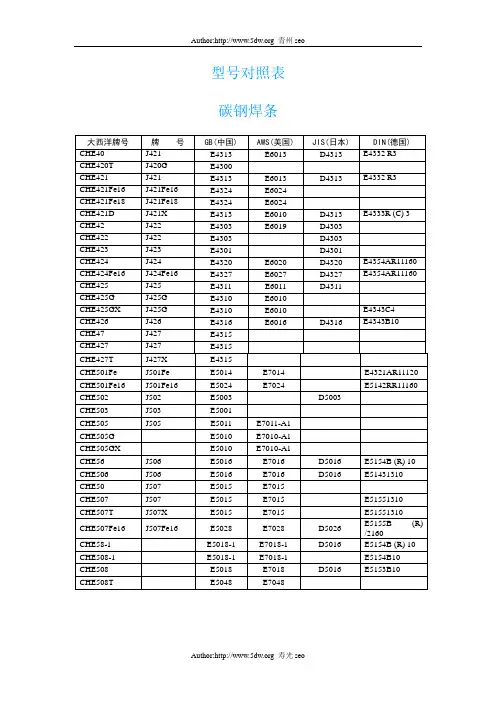
型号对照表碳钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE40J421E4313E6013D4313E4332R3 CHE420T J420G E4300CHE421J421E4313E6013D4313E4332R3 CHE421Fe16J421Fe16E4324E6024CHE421Fe18J421Fe18E4324E6024CHE421D J421X E4313E6010D4313E4333R(C)3 CHE42J422E4303E6019D4303CHE422J422E4303D4303CHE423J423E4301D4301CHE424J424E4320E6020D4320E4354AR11160 CHE424Fe16J424Fe16E4327E6027D4327E4354AR11160 CHE425J425E4311E6011D4311CHE425G J425G E4310E6010CHE425GX J425G E4310E6010E4343C4CHE426J426E4316E6016D4316E4343B10 CHE47J427E4315CHE427J427E4315CHE427T J427X E4315CHE501Fe J501Fe E5014E7014E4321AR11120 CHE501Fe16J501Fe16E5024E7024E5142RR11160 CHE502J502E5003D5003CHE503J503E5001CHE505J505E5011E7011-A1CHE505G E5010E7010-A1CHE505GX E5010E7010-A1CHE56J506E5016E7016D5016E5154B(R)10 CHE506J506E5016E7016D5016E51431310 CHE50J507E5015E7015CHE507J507E5015E7015E51551310 CHE507T J507X E5015E7015E51551310CHE507Fe16J507Fe16E5028E7028D5026E5155B(R) /2160CHE58-1E5018-1E7018-1D5016E5154B(R)10 CHE508-1E5018-1E7018-1E5154B10 CHE508E5018E7018D5016E5153B10 CHE508T E5048E7048低合金钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE502WCu J502Wcu TBE5003-GCHE505Mo E5010-A1E7010-A1CHE506NiLH E5016-G E7016-GCHE506WCu J506Wcu TBE5016-GCHE507NiLH E5015-G E7015-GCHE507RH E5015-GCHE507CuP J507CuP E5015-G E7015-GCHE507MnMo E5015-G E7015-GCHE507CrNi J507CrNi E5015-G E7015-GCHE507GXCHE508Ni E5018-G E7018-GCHE555GX E5510-G E8010-P1CHE557J557E5515-G E8015-G D5316EY5066NiMoBH5 CHE557MoV J557MoV E5515-G E8015-G D5316EY5066NiMoBH5 CHE557GXCHE558GXCHE62CFLH E6015-G E9015-G D5816E55548XXH5 CHE606J606E6016-D1E9016-G D5816E55548XXH5 CHE607J607E6015-D1E9015-G D5816DY5554BXXH5 CHE607Ni J607Ni E6015-G E9015-G D5816EY5554BXXH5 CHE607GXCHE707J707E7015-D2E10015-G D7016EY624BXXH5 CHE707MnMo E7015-G E10015-G D7016EY624BXXH5 CHE707Ni J707Ni E7515-G E10015-G D7016EY624BXXH5 CHE757J757E7517-G E11015-G D7016EY6924BXXH15 CHE758E7518-G E11018-GCHE80C E8015-G E12015-GCHE857J857E8515-G E12015-G EY7953BXXH15CHE857Cr J857Cr E8515-G E12015-G EY7953BXXH15 CHE857CrNi J857CrNi E8515-G E12015-G EY7953BXXH15 CHE858E8518-G E12018-GCHH107R107E5015-A1E7015-A1DT1216EMoB10+CHH108E5018-A1E7018-A1CHH202R202E5503-B1CHH207R207E5518-B1E8015-B1CHH307R307E5515-B2E8015-B2DT2315ECrMolB10+ CHH308E5515-B2E8018-B2CHH317R317E5515-B2-V E8016-B2DT2315CHH327R327E5515-B2-VWCHH337R337E5515-B2-VNbCHH347R347E5515-B3-VWBCHH347ACHH407R407E6015-B3E9015-B3DT2415EcCrMo2B10+ CHH417R417E5515-B3-VNbHL107W107E5015-C2L E7015-C2LHL707W707E5515-Cl E8015-C1HL907E7015-G不锈钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHH507R507E5MoV-15E502-15DT2516EkbCrMo520+ CHH707R707E9Mo-15E505-15EkbCrMo920+ CHH807R807E11MoVNi-15CHK202G202E410-16E410-16D410E13B20+ CHK207G207E410-15E410-15E13B20+ CHK232E410NiMo-16E410NiMo-16CHK307G307E430-15E430-15D430E17B20+ CHS002A002E308L-16E308L-16D308L E199ncR23 CHS002A E308L-15E308L-15CHS012Si A012SiCHS022A022E316L-16E316L-16D316L E19123ncR26 CHS022N E316L-16E316L-16D316L E19123ncR26牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHS022Si A022SiCHS032A032E317MoCuL-16E317L-16CHS042A042E309MoL-16E309MoL-16CHS052A052CHS052CuCHS062A062E309L-16E309L-16CHS062A E309L-15E309L-15CHS102A102E308-16E308-16D308-16E199R26 CHS107A107E308-15E308-15E199B26 CHS122A122CHS132A132E347-16E347-16D347-16E199NbR26 CHS137A137E347-15E347-15D347-15E199NbB26 CHS157MnCHS202A202E316-16E316-16D316E19123R26CHS207A207E316-15E316-15E19123B20+ CHS212A212E318-16E318-16E19123NbR26 CHS222A222E317MoCu-16E316Cu-16CHS232A232E318V-16CHS237A237E318V-15CHS302A302E309-16E309-16D309-16E2312R26 CHS307A307E309-15E309-15D309-15E2212B20+ CHS312A312E309Mo-16E309Mo-16D309Mo-16E2312R26 CHS402A402E310-16E310-16D310-16E2520R26 CHS407A407E310-15E310-15D310-15E2520B26 CHS412A412E310Mo-16E310Mo-16D310Mo-16CHS437E310H-15 B.S:25.20H CHS502A502E16-25MoN-16E16-8-2-16D16-8-2CHS507A507E16-25MoN-15E16-8-2-15D16-8-2CHS29.9E312-16E312-16D312CHS29.9CoCHS2209E2209-16E2209-16堆焊焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHR107D107EDPMn2-15CHR112D112EDPCrMo-A1-03CHR127D127DEPMn3-15CHR132D132EDPCrMo-A2-03CHR172D172EDPCrMo-A3-03CHR207D207EDPCrMnSi-15CHR212D212EDPCrMo-A4-03CHR227CHR237D237EDPCrMoV-A1-15CHR256D256EDMn-A-16EFeMn-A DF-MnA CHR266D266EDMn-B-16EFeMn-B DF-MnA CHR276D276EDCrMn-B-16DE-ME DF-ME CHR307D307EDD-D-15CHR322D322EDRCrMoWV-A1-03CHR326NiCHR327D327EDRCrMoWV-A1-15CHR337D337EDRCrW-15CHR397D397EDRCrMnMo-15CHR502D502EDCr-A1-03DF-4A CHR507D507EDCr-A1-15DF-4A CHR507Mo D507Mo EDCr-A2-15CHR507MoNb D507MoNbCHR512D512EDCr-B-03DF-4A CHR517D517EDCr-B-15DF-4A CHR547Mo D547Mo EDCrNi-B-15CHR547MoACHR557D557EDCrNi-C-15CHR577D577EDCrMn-C-15DF-ME CHR608D608EDZ-A1-08CHR618D618CHR648EDZCr-B-08CHR646D646EDZCr-B-16CHR678D678EDZ-B1-08CHR698D698EDZ-B2-08CHR707D707EDW-A-15铸铁焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHC100Z100CHC ZCHC208Z208EZCCHC308Z308EZNi-1ENi-CI DECNiCHC408Z408EZNiFe-1ENiFe-CI DFCNiFe CHC508Z508EZNiCu-1ENiCu-B DFCNiCu镍及镍合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHN102Ni102ENi-1ENi-1DNi-1 CHN112Ni112ENi-0--CHN307Ni307ENiCrFe-0--CHN317Ni317ENiCrFe-1ENiCrFe-1DNiCrFe-1 CHN327Ni327ENiCrFe-2ENiCrFe-2DNiCrFe-2 CHN337Ni337ENiCrFe-3ENiCrFe-3DNiCrFe-3 CHN347Ni347ENiCrFe-4ENiCrFe-4-铜及铜合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)CHCu107T107ECu ECuCHCu307T307ECuNi-B ECuNi气体保护焊、埋弧焊、气焊焊丝牌号焊接形式GB(中国)AWS(美国)DIN(德国)JIS(日本)CHW-40CNH 气体保护焊TB/TH08MnSiCuCrNiⅡCHW-50C 气体保护焊ER49-1CHW-50C3气体保护焊ER50-3ER70S-3YGW16CHW-50C6气体保护焊ER50-6ER70S-6SG2YGW12CHW-50C8气体保护焊ER70S-GCHW-60C 气体保护焊ER80S-GCHW-62B3气体保护焊ER62-B3ER80S-B3CHW-S1埋弧焊H08A(E)EL12S1CHW-S2埋弧焊H08MnA EM12S2CHW-S3埋弧焊H10Mn2EH14S4W41 CHW-S4埋弧焊H10MnSi EM13KCHW-S5埋弧焊H08Mn2SiACHW-S6埋弧焊ER50-6CHW-S7埋弧焊H008Mn2MoACHW-S8埋弧焊H13Cr2.25MolA EB3CHW-S9埋弧焊HO8MnMoA EA2CHW-SG埋弧焊CHW-SQ1埋弧焊CHW-SQ2埋弧焊CHW-G1气焊H08A EL128557-S1碳钢及低合金钢用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF101CHF101GXSJ101F5A2-H10Mn2E7A0-EH14 CHF102F5A4-H10Mn2E7A4-EH14 CHF103SJ103F4A4-H108MnA E6A4-EM12 CHF105CHF105GXSJ105F5P5-H10Mn2E7P6-EH14 CHF105HR F5131-H10Mn2E7P2-EH14 CHF106Fe F5A2-H10Mn2E7A0-EH14 CHF113F7141-H08Mn2MoA F62P4-EA4-A4 CHF115F8121-H08Mn2MoA F69P2-EA4-A4 CHF201SJ201F5A4-H10Mn2E6A0-EM12 CHF250HJ250CHF301SJ301F4A2-H08A E6A0-EL12 CHF302SJ302F5A2-H08A E7A0-EL12 CHF303SJ303F5A2-H10MnSi F7A0-EM13K CHF330HJ330F4A0-H10Mn2F6AZ-EH14 CHF350HJ350F4A2-H10Mn2F6A0-EH14 CHF360HJ360CHF431HJ431F4A2-H08A F6A0-EL12 CHF501SJ501F4A0-H08A F6AZ-EL12 CHF523F4A0-H08A F6AZ-EL12 CHFGP60F4A0-H08A F6AZ-EL12 CHF603CHF603HR不锈钢、有色金属及堆焊用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF131HJ131CHF150HJ150CHF202SJ202CHF203SJ203CHF260HJ260F308-H0Cr21Ni10 CHF304DCHF521CHF522SJ522CHF570SJ570CHF601SJ601F308-H0Cr21Ni10 *前面带CH为大西洋焊材公司的牌号。
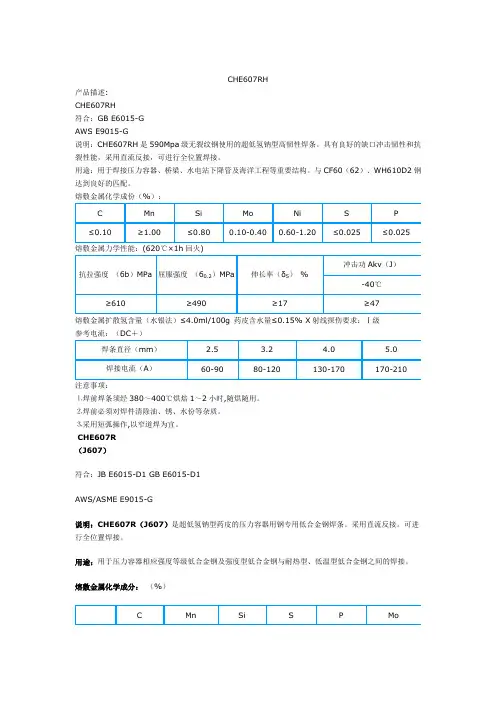
CHE607RH产品描述:CHE607RH符合:GB E6015-GAWS E9015-G说明:CHE607RH是590Mpa级无裂纹钢使用的超低氢钠型高韧性焊条。
具有良好的缺口冲击韧性和抗裂性能,采用直流反接,可进行全位置焊接。
用途:用于焊接压力容器、桥梁、水电站下降管及海洋工程等重要结构。
与CF60(62)、WH610D2钢达到良好的匹配。
熔敷金属化学成份(%):熔敷金属力学性能:(620℃×1h回火)熔敷金属扩散氢含量(水银法)≤4.0ml/100g 药皮含水量≤0.15% X射线探伤要求:Ⅰ级参考电流:(DC+)注意事项:⒈焊前焊条须经380~400℃烘焙1~2小时,随烘随用。
⒉焊前必须对焊件清除油、锈、水份等杂质。
⒊采用短弧操作,以窄道焊为宜。
CHE607R(J607)符合:JB E6015-D1 GB E6015-D1AWS/ASME E9015-G说明:CHE607R(J607)是超低氢钠型药皮的压力容器用钢专用低合金钢焊条。
采用直流反接。
可进行全位置焊接。
用途:用于压力容器相应强度等级低合金钢及强度型低合金钢与耐热型、低温型低合金钢之间的焊接。
熔敷金属化学成分:(%)熔敷金属力学性能:(620℃×1h回火)药皮含水量≤0.15%X射线探伤要求:I级参考电流:(DC+)注意事项:1、焊前焊条须经380℃烘培1~2小时,随烘随用。
2、焊前必须对焊件清除油、锈、水分等杂质。
3、采用短弧操作,窄道焊为宜。
CHE807RH产品描述:CHE807RH相当:GB E8015-G符合:AWS E11015-G执行标准:DGS K 301.61-2004说明:CHE807RH是低氢钠型药皮的超低氢高韧性焊条,采用直流反接,可进行全位置焊接,可进行全位置焊接,焊接工艺性能良好,熔敷金属具有优良的综合力学性能,并具有良好的低温冲击韧性和抗裂性能。
用途:用于焊接相应强度等级的低合金钢(WES、HW70、ASTMA514以及A517、CF80等)重要结构,如水电站下降管、压力容器、熔敷金属化学成份:熔敷金属力学性能:(焊态)熔敷金属扩散氢含量(水银法)≤4.0ml/100g 药皮含水量≤0.15% X射线探伤要求:Ⅰ级参考电流:(DC+)注意事项:1、焊条须经过380~400℃左右烘焙1~2小时,随烘随用。
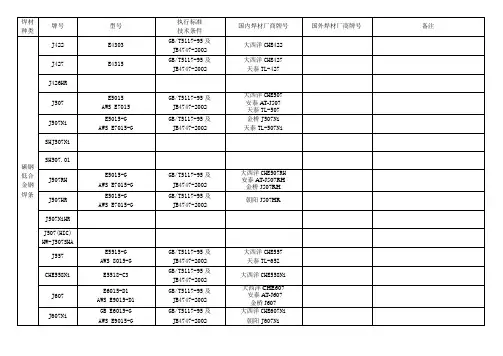
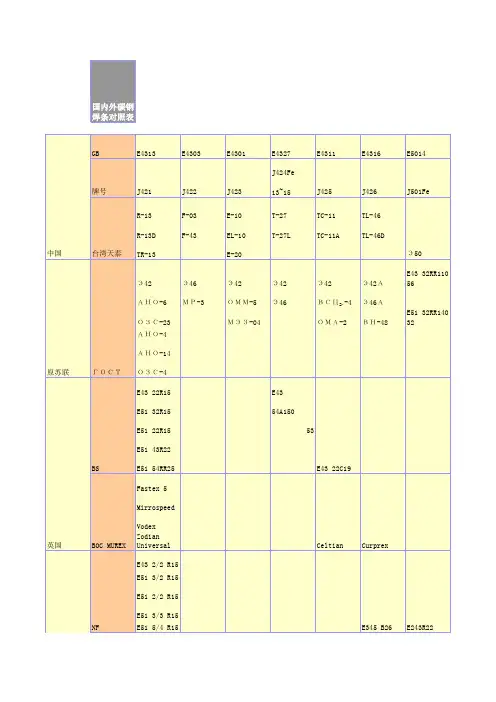
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
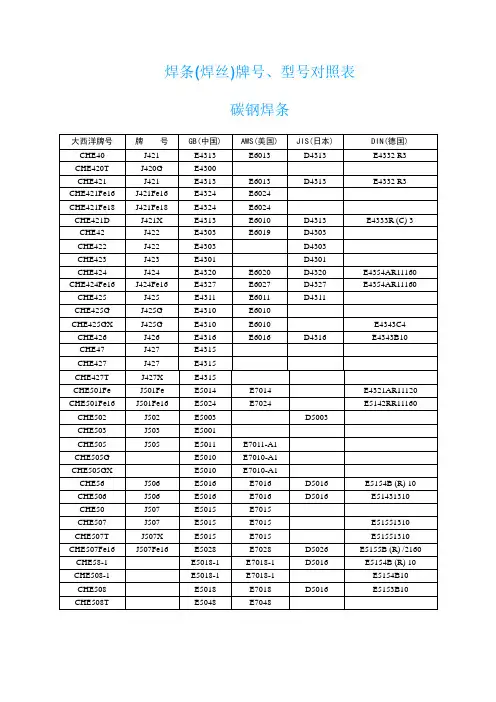
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
碳钢焊条产品描述:碳钢焊条生产许可证号:酸性碳钢焊条XK06-142 0524碱性碳钢焊条XK06-142 0525碳钢焊条使用说明碳钢焊条(其熔敷金属抗拉强度均小于等于500MPa即50kgf/mm2)适用碳钢及低强度的低合金钢焊接。
选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素。
必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。
通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。
对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等。
说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少10%左右,立焊及仰焊比平焊小10~15%左右。
对低氢型、铁粉型焊条,焊前焊条必须经过350℃以上的烘焙,尽可能做至随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)。
对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能。
使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害。
对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落。
低合金钢焊条焊条使用说产品描述:低合金钢焊条焊条使用说根据我国以往焊条分类习惯,焊条国家标准GB/T5118-1995<<低合金钢焊条>>包含以下三类:1.1. 50公斤级(除熔敷金属Mn-si系)以上的结构焊条;2. 钼和铬钼珠光体耐热钢焊条;p>3. 低温钢焊条.低合金钢焊条的选用,通常是根据钢材的化学成份.力学性能.抗裂性能等要求.同时还要从焊接结构形状.工作条件,受力情况和焊接行综合考虑.必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施.1. 低合金结构钢焊条的使用一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸.形状.坡口和受力情况等因素,进焊接冷却速度太大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后等情况,则需防止焊缝强度过低的现象.对要求塑性好.冲击韧性高.低温性能好.抗裂性能强者,选用碱性或高韧性的焊条,对中碳钢的用超低氢型,高韧性的焊条或铺以预热等工艺措施.2. 钼和铬耐热钢焊条的的使用珠光体耐热钢中常用的合金元素有铬.钼.钒.铌等以适应不同的工作要求.由于钢中碳和合金元素的共同作用,使其在焊接时极易形成性能较差,应此,珠光体耐热钢一般焊前进行预热,焊后进行回火处理.在异种钢焊接时,一般选用与中间成分相适应的材料,并应根据其中焊接性差的材料,选用合适的预热温度和焊后热处理条件.在单独使用或用于厚壁管焊接时,应选用低氢耐热钢焊条.3.低温钢焊条的使用根据低温液化气体生产工艺流程的特点,低稳钢按不同的使用温度(-40℃.-70℃.-100℃. -196℃. -253℃)分级使用,并选取相应的焊不锈钢焊条使用说明产品描述:不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表
执行GB984-2001标准
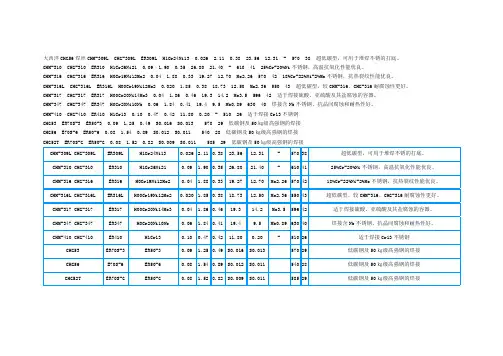
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
堆焊效果指焊层硬度、耐磨及耐热等性能,其性能高低与下列因素有关:1.焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2.预热温度、缓冷条件决定堆焊层的质量。
3.某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。