各类焊条型号与牌号对照表
- 格式:xls
- 大小:43.50 KB
- 文档页数:6
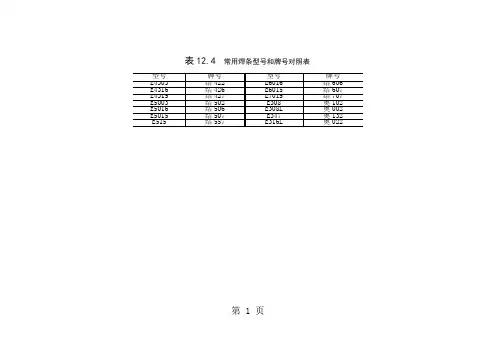
表12.4 常用焊条型号和牌号对照表第 1 页名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
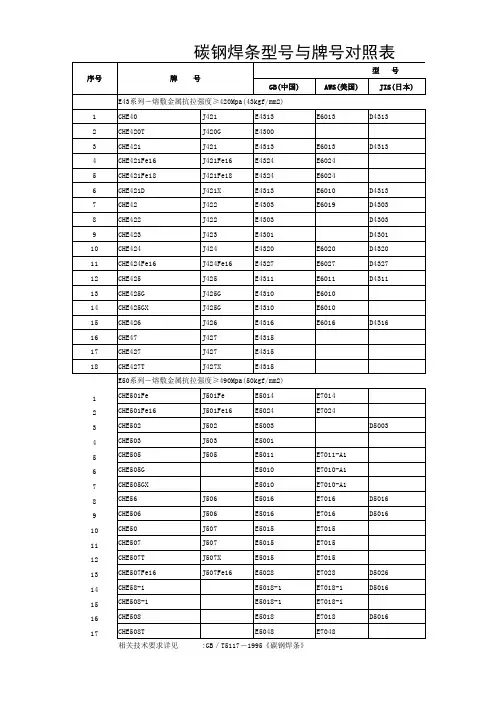
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种第 2 页类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬第 3 页特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。


焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)①焊条种类表1②熔敷金属强度及合金类型:表2③药皮类型及电流种类: 表3④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4⑤焊条名义效率表5*系指铁粉低氢型熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1表2烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
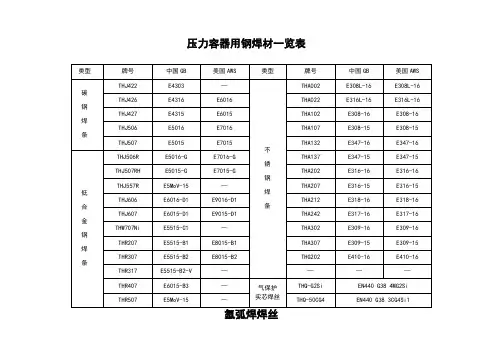
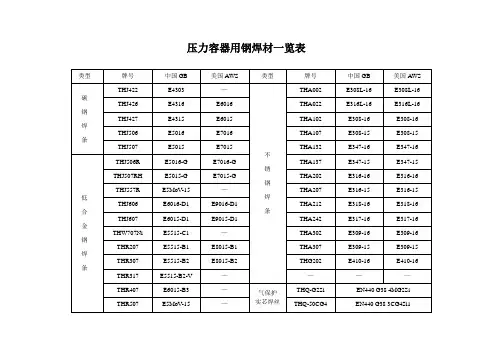
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。

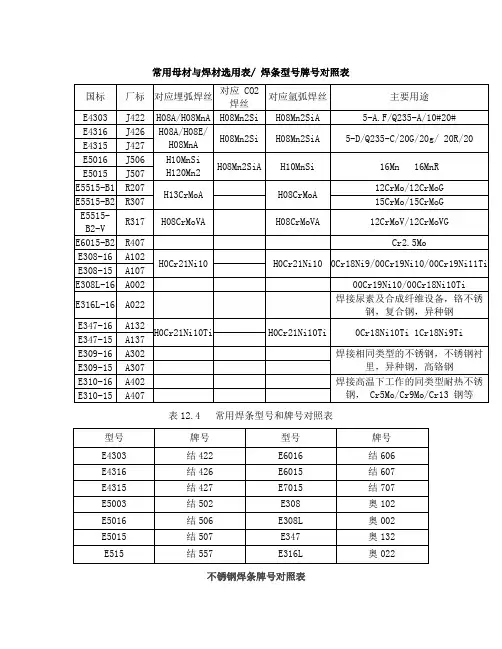
焊条标准对照表,很全,值得收藏碳钢焊条简明表牌号国标美标作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313 E6013 焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16 E4324 E6024 焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421X E4313 E6013 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422 E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422Fe E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16 E4323 用于较重要的低碳钢结构的焊接。
J423 E4301 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424 E4320 E6020 可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425 E4311 适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426 E4316 E6016 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427 E4315 用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501Fe E7014 E7014 用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15 E5024 E7024 用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18 E5024 适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
焊条型号用途对照表焊条是一种常用的电弧焊接材料,根据不同的焊接要求,有各种不同型号的焊条可供选择。
下面是一份焊条型号用途对照表,以帮助您选择合适的焊条。
1.E6010用途:E6010焊条是一种碱性焊条,适用于直流和交流电焊接。
它的主要特点是针对焊接尤其是在铁路、汽车和其他结构工程上的高焊接速度。
2.E7018用途:E7018焊条是一种碱性焊条,适用于直流电焊接。
它具有优秀的焊缝质量、抗腐蚀性和抗氢裂纹性,常用于船舶、桥梁、压力容器和高层建筑等焊接工程。
3.E6013用途:E6013焊条是一种钙、钛型焊条,适用于直流和交流焊接。
它具有优良的焊接特性、稳定的电弧、低飞溅和易于操作等特点,常用于一般焊接工程。
4.E308L-16用途:E308L-16焊条是一种不锈钢焊条,适用于直流和交流电焊接。
它主要用于焊接不锈钢工件,具有优秀的耐腐蚀性和抗晶间腐蚀性能。
5.E7014用途:E7014焊条是一种铁碳钢焊条,适用于直流和交流电焊接。
它具有优异的焊接性能、稳定的电弧和良好的抗裂纹性,常用于构架焊接和桥梁建设。
6.E6011用途:E6011焊条是一种钝性焊条,适用于直流和交流电焊接。
它具有良好的焊接性能、低飞溅和易于操作等特点,常用于焊接中碳钢工件。
7.E316L-16用途:E316L-16焊条是一种不锈钢焊条,适用于直流和交流电焊接。
它主要用于焊接低碳钢和不锈钢工件,具有优良的耐腐蚀性能和低炭化倾向。
8.E7016用途:E7016焊条是一种铁碳钢焊条,适用于直流和交流电焊接。
它具有良好的焊接性能和高焊接效率,常用于坚固结构焊接和压力容器制造。
9.E6018用途:E6018焊条是一种碱性焊条,适用于直流电焊接。
它具有优异的焊缝质量、抗腐蚀性和抗裂纹性,常用于建筑和桥梁等结构工程。
10.E309L-16用途:E309L-16焊条是一种不锈钢焊条,适用于直流和交流电焊接。
它主要用于焊接低碳钢、不锈钢和镍合金工件,具有良好的耐腐蚀性和热脆性抵抗性能。
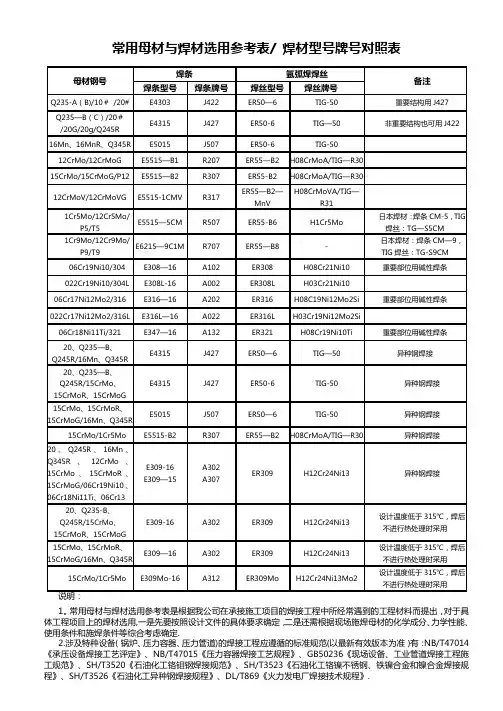
常用母材与焊材选用参考表/ 焊材型号牌号对照表
1。
常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定.
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》.
3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。
山东环海石化工程有限公司技术发展部
2016年3月31日。
表12.4 常用焊条型号和牌号对照表第 1 页名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种第 2 页类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬第 3 页特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
1.焊条型号取牌号之阳早格格创做
焊条型号是国家尺度中确定的焊条代号.焊交结构死产中应用最广的碳钢焊条战矮合金钢焊条,相映的国家尺度是GB/T5117战GB/T5118.尺度确定,碳钢焊条型号由字母E战四位数字组成.如:“E4301”,其含意如下:
正在尔国已宣布的碳钢焊条型号中,代表熔敷金属抗推强度最小值的数字仅有:“43”战“50”系列二种.
焊条牌号是焊条死产止业统一的焊条代号.表4.2.1为焊条用途分歧的分类对于应牌号.焊条牌号前的字母表示焊条类型,“×××”代表数字,前二位数字代表焊缝金属抗推强度等第.开端数字表示焊条的药皮典型战焊交电流种类(表4.2.2).表4.2.3枚举出部分时常使用碳钢焊条型号取对于应的牌号及数字意思.
表4.2.3 部分时常使用碳钢焊条型号取牌号对于应表
焊条型号是根据熔敷金属抗推强度、药皮典型、焊交位子、电流种类及极性区分的,以便供用户选焊条时参照.但是共一种焊条型号大概有分歧本能的几种焊条牌号取之对于应.如J427战J427Ni属于共一种焊条型号E4315.。
表12.4 常用焊条型号和牌号对照表第 1 页名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种第 2 页类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬第 3 页特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。