碳钢焊条牌号对照表
- 格式:doc
- 大小:92.00 KB
- 文档页数:2
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。

碳钢焊条简明表碳钢焊条简明表牌号 GB标准 AWS标准药皮类型焊接电源主要用途J350 DC+ 专用于微碳纯铁氨合成塔内件的焊接。
具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不要求等强度的焊接或过渡层。
J421 E4313 E6013 钛型 AC、DC 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313 E6013 钛型 AC、DC 焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16 E4324 E6024 钛型 AC、DC 用于一般低碳钢结构的平焊、平角焊。
J421Fe18 E4324 E6024 钛型 AC、DC 用于一般低碳钢结构的平焊、平角焊。
J421X E4313 E6013 钛型 AC、DC 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422 E4303 钛钙型 AC、DC 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe E4303 钛钙型 AC、DC 适用于较重要的低碳钢结构的焊接。
J422Fe16 E4323 钛钙型 AC、DC 用于较重要的低碳钢结构的焊接。
J422GM E4303 钛钙型 AC、DC 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J423 E4301 钛铁矿型 AC、DC 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424 E4320 E6020 氧化铁型 AC、DC- 可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425 E4311 纤维素型 AC、DC+ 适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426 E4316 低氢型 AC、DC+ 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
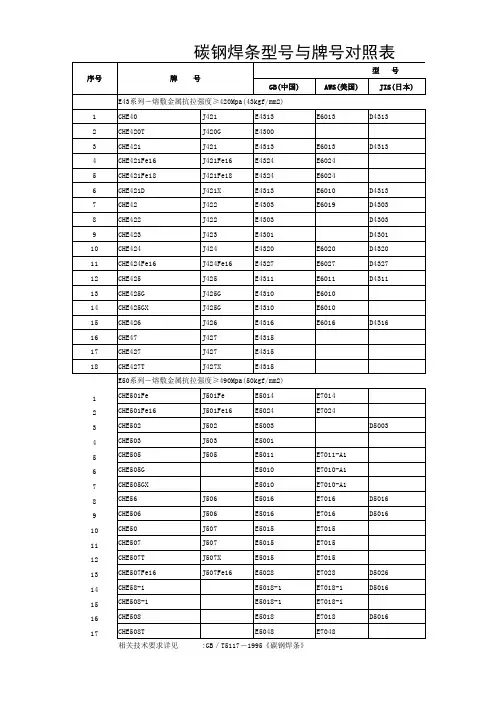
1.焊条型号与牌号
焊条型号是国家标准中规定的焊条代号。
焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。
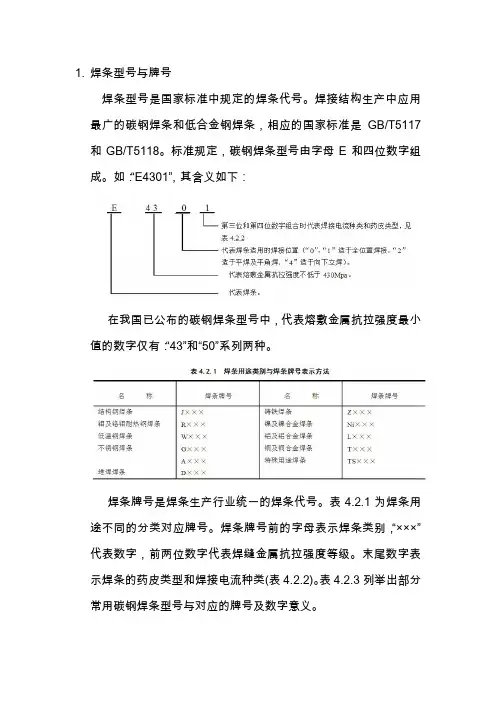
标准规定,碳钢焊条型号由字母E和四位数字组成。
如:“E4301”,其含义如下:
在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。
焊条牌号是焊条生产行业统一的焊条代号。
表4.2.1为焊条用途不同的分类对应牌号。
焊条牌号前的字母表示焊条类别,“×××”
代表数字,前两位数字代表焊缝金属抗拉强度等级。
末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2)。
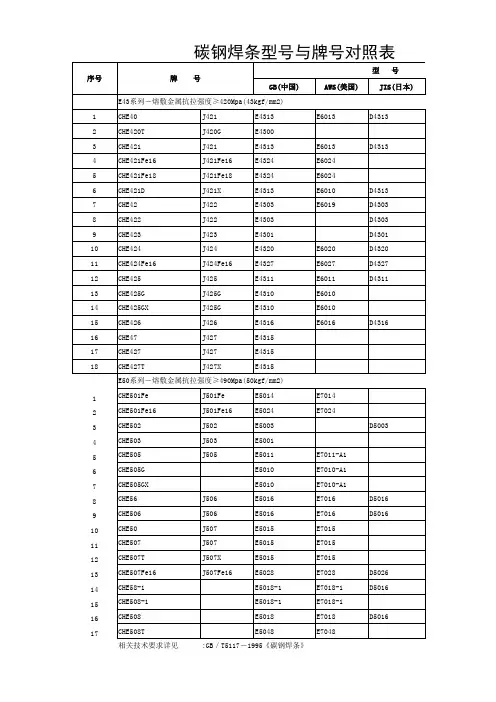
表4.2.3列举出部分常用碳钢焊条型号与对应的牌号及数字意义。
表4.2.3 部分常用碳钢焊条型号与牌号对应表
焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。
但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。
如J427和J427Ni属于同一种焊条型号E4315。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
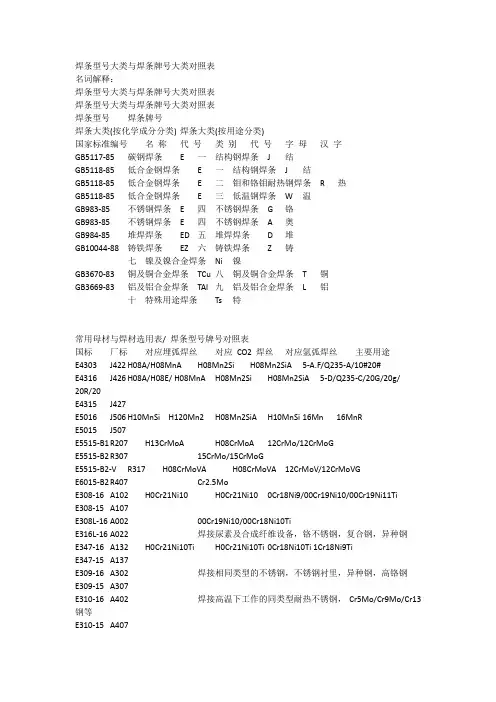
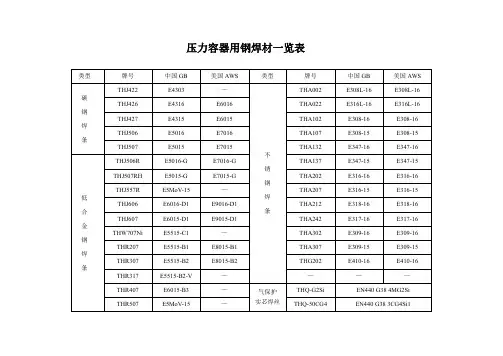
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
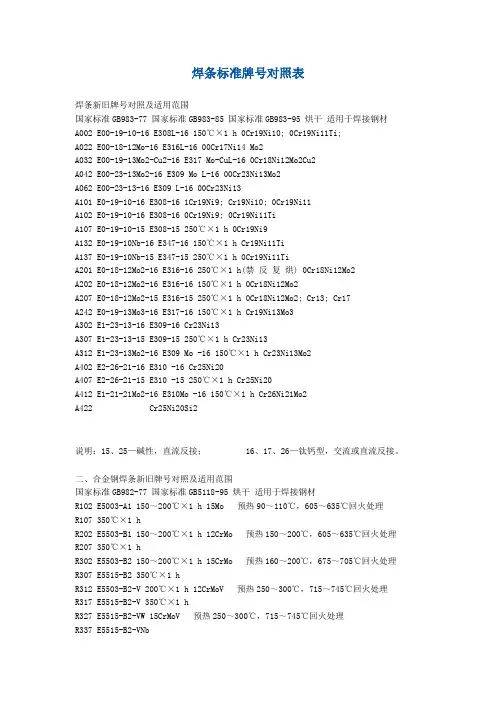
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 00Cr23Ni13A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11TiA107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
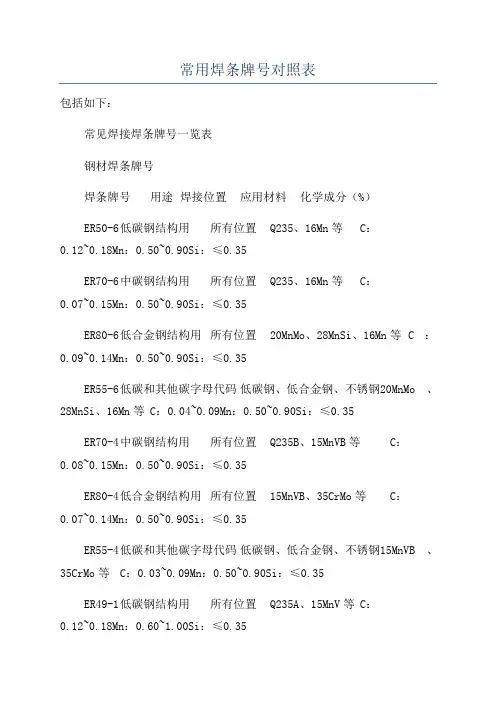
常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
焊条型号与牌号对照表
1.焊条类型
焊条根据不同的焊接材料和应用领域可以分为很多不同的类型。
常见
的焊条类型有:碳钢焊条、不锈钢焊条、铝焊条、镍焊条、镍铬合金焊条、铂焊条等。
2.焊条牌号
每种焊条类型可以有不同的牌号,这些牌号通常由焊条制造商进行标识。
焊条牌号标识在焊条包装上,一般由字母和数字组成。
以下是一份常见的焊条型号与牌号对照表,供焊工参考使用:
碳钢焊条:
-AWSE6010:E4310、E6010、R60
-AWSE6011:E4311、E6011、R60
-AWSE6012:E4312、E6012、R65
-AWSE6013:E4313、E6013、R70
-AWSE7014:E4914、E7014、R80
-AWSE7018:E4918、E7018、R100
不锈钢焊条:
-AWSE308L-16:E308L-16、ER308L、E19.9.LR
-AWSE309L-16:E309L-16、ER309L、E23.12.LR
-AWSE316L-16:E316L-16、ER316L、E19.12.3.LR
铝焊条:
-AWSER4043:ER4043
-AWSER5356:ER5356
镍焊条:
-AWSENi-1:ENi-1、ERCuNi、Ni206
镍铬合金焊条:
-AWSENiCrFe-3:ENiCrFe-3、Ni6625
铂焊条:
-AWSERPt-1:ERPt-1、Pt997
注意:上述只是对照表中的一些常见焊条型号与牌号,实际工作中还有更多种类的焊条可供选择。
总结:。
焊条标准对照表,很全,值得收藏碳钢焊条简明表牌号国标美标作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313 E6013 焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16 E4324 E6024 焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421X E4313 E6013 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422 E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422Fe E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16 E4323 用于较重要的低碳钢结构的焊接。
J423 E4301 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424 E4320 E6020 可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425 E4311 适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426 E4316 E6016 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427 E4315 用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501Fe E7014 E7014 用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15 E5024 E7024 用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18 E5024 适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
常用碳钢焊条新旧牌号对照及适用范围
包括:
新旧牌号对照
一、新旧牌号对照
1.ER50-6:ER49-6
2.ER70-6:ER70-6
3.ER80-6:ER80-6
4.ER100-6:ER100-6
5.ER120-6:ER120-6
6.ER160-6:ER150-6
7.ER220-6:ER220-6
8.ER308-16:ER308-16
9.ER316-16:ER318-16
10.ER430-16:ER430-16
11.ER510-16:ER510-18
二、常用碳钢焊条牌号历史和变化
ER50-6焊条,是指含碳量约0.04-0.06%,Mn含量0.45-0.65%,Si 含量约0.85-1.15%,Cr含量为0.45-0.65%,Mo含量0.07-0.12%,Ni含量0.50-0.80%的焊接电极。
历史上该牌号在我国曾为ER49-6牌号,如今
更名为ER50-6,改名的主要原因在于:1.受我国政府机构对焊接电极牌号的驱使;2.此类焊接电极拥有优良的焊接性能,可应用于较大强度的钢结构的弹性焊接;3.设计其焊接电极的化学成分,以保证其使用寿命和焊接性能,与ER49-6相比,ER50-6特殊调整了Ni、Cr及Mo的含量,使焊接电极性能更稳定。
碳钢焊条牌号体保护焊丝■化学成分 Chemical Analysis牌号Name Plate 标准及钢号Standard and Steel Grade 化学成分Chemical AnalysisC(%) Mn(%) Si(%) P(%) S(%) Cr(%) Ni(%) Cu(%)BH-503 GB ER50-6 0.06-0.15 1.40-1.85 0.80-1.15 ≤0.025≤0.035 -- -- ≤0.50TG50 GB ER50-4 0.07-0.15 1.00-1.50 0.65-0.85 ≤0.025≤0.035≤0.50BHM-1 GB H08A ≤0.10 0.30-0.55 ≤0.03≤0.025≤0.030≤0.20≤0.30≤0.20BHM-2 GB H08MnA ≤0.10 0.80-1.10 ≤0.07≤0.030≤0.030≤0.20≤0.30≤0.20BHM-3 GB H08MnE ≤0.08 0.82-1.10 ≤0.07≤0.015≤0.010≤0.20≤0.30 --BHM-4 GB H10Mn2 ≤0.12 1.50-1.90 ≤0.07≤0.035≤0.035≤0.20 ≤0.30≤0.20BHM-5 GB H10Mn2G 0.08-0.15 1.80-2.20 ≤0.05≤0.03≤0.030≤0.20≤0.30≤0.20 BHM-6 GB H08Mn2E 0.06-0.10 1.50-1.90 ≤0.07≤0.015≤0.010≤0.20≤0.30 --BH44-8 H08MnSiCuCrNi I ≤0.10 1.10-1.60 0.50-0.80 ≤0.030≤0.030 0.20-0.50 0.20-0.50 0.20-0.50H08MnSiCuCrNi II ≤0.10 0.90-1.30 0.35-0.65 ≤0.030≤0.030 0.20-0.50 0.20-0.50 0.2 0-0.50BHM-9 BD FCB-1W ≤0.10 0.40-0.60 ≤0.05≤0.020≤0.020≤0.10≤0.10≤0.10牌号Name Plate 标准及钢号Standard and Steel Grade 化学成分Chemical AnalysisC(%) Si(%) Mn(%) P(%) S(%) Cu(%) Ni(%) Ti(%) Mo(%)BH-60 GB/T8110 ER59-G 0.07 0.60 1.40 0.012 0.002 0.02 -- 0.09 0.30BH-70 GB/T8110 ER69-G 0.08 0.61 1.60 0.009 0.001 0.01 0.8 0.14 0.40BH-80 GB/T8110 ER76-G 0.08 0.60 1.70 0.01 0.004 -- 1.1 0.1 0.4BH700-II GB/T8110 ER69-G 0.08 0.45 1.6 0.01 0.004 -- 1.0 -- 0.5EM-12K ANSI/AWSA5.17/A5.17M-97 0.10 0.26 1.05 0.020 0.025 -- -- -- --■熔敷金属及机械性能Mechanical Property of Consumable Metal牌号Name Plate 标准及钢号Standard and Steel Grade 规格SpecificationΦ(mm)熔敷金属及机械性能Mechanical Property of Consumable Metalσb(Mpa)σs(Mpa)δ(%)冲击值(J)Impacting ValueBH-503 AWS ER70S-6 0.8-0.6 ≥500≥420≥22≥27(-29℃)TG50 AWS ER70S-4 1.0-2.5 ≥490≥=390≥22≥27(-30℃)BHM-1 GB H08A 1.6-5.0 ≥420≥320≥22≥34(-20℃)BHM-2 GB H08MnA 1.6-5.0 ≥420≥320≥22≥34(0℃)BHM-3 GB H08MnE 1.6-5.0 ≥420≥320≥22≥34(-20℃)BHM-4 GB H10Mn2 1.6-5.0 ≥490≥420≥22≥34(-20℃)BHM-5 GB H10Mn2G 1.6-5.0 ≥490≥420≥22≥34(-20℃)BHM-6 GB H08Mn2E 1.6-5.0 ≥490≥420≥22≥34(-40℃)BH44-8 H08MnSiCuCrNi I 0.8-2.5 ≥340≥440≥22≥27(-40℃)H08MnSiCuCrNi II 0.8-2.5 ≥340≥440≥22≥27(-40℃)BHM-9 BD FCB-1W 1.6-6.4 ≥375 490-660 ≥22≥34(0℃)牌号Name Plate 标准及钢号Standard and Steel Grade 规格SpecificationΦ(mm)抗拉强度anti-pull intension屈服强度bend point延伸率tensile rate冲击性能Impact Value(J)备注σb(Mpa)σ0.2/Mpaδs/% Akv(-20℃)BH-60 GB/T8110 ER59-G 1.0mm,1.2mm,1.6mm 680 600 24 150 焊态BH-70 GB/T8110 ER69-G 1.0mm,1.2mm,1.6mm 795 730 20 170 焊态BH-80 GB/T8110 ER76-G 1.0mm,1.2mm,1.6mm 845 765 20 100 焊态BH700-II GB/T8110 ER69-G 1.0mm,1.2mm,1.6mm 750 640 28 150 焊态EM-12K ANSI/AWSA5.17/A5.17M-97 3.2mm~6.4mm 550 430 30 97 对应型号F7A2-EM12K。