第六章电接触理论
- 格式:ppt
- 大小:4.85 MB
- 文档页数:136

第六章电接触理论§6-1 概述任何一个电系统,都必须将电流(作为电的信号或电的能量)从一个导体通过导体与导体的接触处传向另一个导体。
此导体与导体的接触处称为电接触,它常常是电信号或电能传送的主要障碍。
由电机、电器、自动元件、仪表、计算机等组成的现代化大型复杂电系统,例如通信系统、控制系统、拖动系统、电力系统等,它们所包含的电接触数目往往成千上万。
如果其中一个或几个工作不正常或失效,则将导致整个系统工作紊乱甚至停顿,其后果极其严重。
电系统和电器元件中电接触的具体结构类型是多种多样的,一般分为三类:1.固定接触两接触元件在工作时间内固定接触在一起,不做相对运动,也不相互分离。
例如母线的螺栓连接或铆接(称永久接触),仪表中的塞子、插头(又称半永久接触器)等。
2.滚动和滑动接触器两接触元件能作相对滚动和滑动,但不相互分离。
例如断路器的滚轮触头,电机的滑环与电刷及电气机车的馈电弓与电源线等。
3.可分、合接触两接触元件可随时分离或闭合。
这种可分、合接触元件常称为触头或触电。
一切利用触头实现电路的接通和断开的电器中都可见到这种接触类型。
上述三种接触型式中,它们共有的工作状态是接触元件闭合接通电流。
运行经验表明,当两导体相互接触流过电流时,接触处会出现局部高温,严重时可达接触导体材料的熔点。
在可分、合接触中它的通电状态除闭合通电以外,还有由闭合过渡到分离,最后切断电路,或由分离过渡到闭合,最后接通电路,以及处于开断状态等。
触头在切断或闭合电路的过程中,触头间往往会出现电弧。
电弧的温度很高,大大超过一般金属材料的熔点或沸点。
即使电弧存在的时间很短,也会使触头表面融化或气化,造成触头材料的损失,或者产生触头的熔焊。
因此,在以上三种电接触类型中,工作任务最重的是分、合接触器。
为了保证电接触长时间稳定而可靠的工作,必须做到:(1)电接触在长期通过额定电流时,温升不超过国家规定的数值,而且温升长期保持稳定。
(2)电接触在短时通过短路电流或脉冲电流时,接触处不发生熔焊成松弛。

1.背景电接触理论在电力一次和二次装置的设计中有着重要的作用,却广泛的被忽视,造成了很多的质量问题,本文主要对电接触的理论及其实际应用进行了分析,以期对电力一次和二次设备的开发有所帮助。
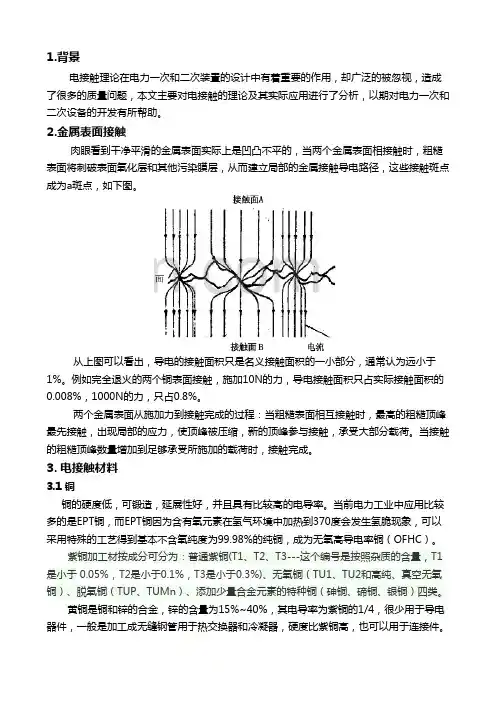
2.金属表面接触肉眼看到干净平滑的金属表面实际上是凹凸不平的,当两个金属表面相接触时,粗糙表面将刺破表面氧化层和其他污染膜层,从而建立局部的金属接触导电路径,这些接触斑点成为a斑点,如下图。
从上图可以看出,导电的接触面积只是名义接触面积的一小部分,通常认为远小于1%。
例如完全退火的两个铜表面接触,施加10N的力,导电接触面积只占实际接触面积的0.008%,1000N的力,只占0.8%。
两个金属表面从施加力到接触完成的过程:当粗糙表面相互接触时,最高的粗糙顶峰最先接触,出现局部的应力,使顶峰被压缩,新的顶峰参与接触,承受大部分载荷。
当接触的粗糙顶峰数量增加到足够承受所施加的载荷时,接触完成。
3. 电接触材料3.1 铜铜的硬度低,可锻造,延展性好,并且具有比较高的电导率。
当前电力工业中应用比较多的是EPT铜,而EPT铜因为含有氧元素在氢气环境中加热到370度会发生氢脆现象,可以采用特殊的工艺得到基本不含氧纯度为99.98%的纯铜,成为无氧高导电率铜(OFHC)。
紫铜加工材按成分可分为:普通紫铜(T1、T2、T3---这个编号是按照杂质的含量,T1是小于 0.05%,T2是小于0.1%,T3是小于0.3%)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。
黄铜是铜和锌的合金,锌的含量为15%~40%,其电导率为紫铜的1/4,很少用于导电器件,一般是加工成无缝钢管用于热交换器和冷凝器,硬度比紫铜高,也可以用于连接件。
铜在含有氨和氯化物的空气中会产生十分严重的腐蚀,在沿海地区的盐分会加重铜的腐蚀,潮湿空气中的二氧化硫也会腐蚀铜。
3.2 银银广泛的用于闭合触点和断开触点,其缺点主要是熔点和沸点低,机械强度低,其最严重的缺陷是在含硫化合物的影响下较容易产生硫化特性。