焊缝外观质量检查表
- 格式:docx
- 大小:23.54 KB
- 文档页数:4
焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
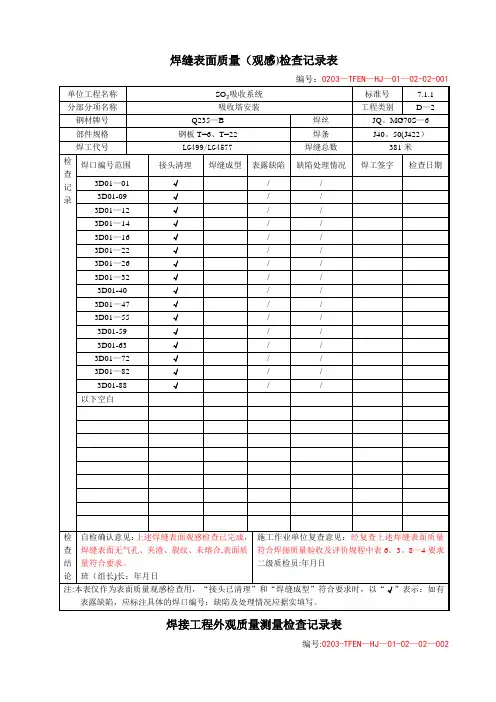
焊缝表面质量(观感)检查记录表
编号:0203—TFEN—HJ—01—02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN—HJ—01-02—02—002
焊接工程质量分批验收记录表
焊接分项工程综合质量验收评定表
编号:0203—HJ—01—02—02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ"。
合格级与优良级标准相同亦记“Δ”.
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:
公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3。
8—1 焊接工程分类和质量检查、检验项目及数量
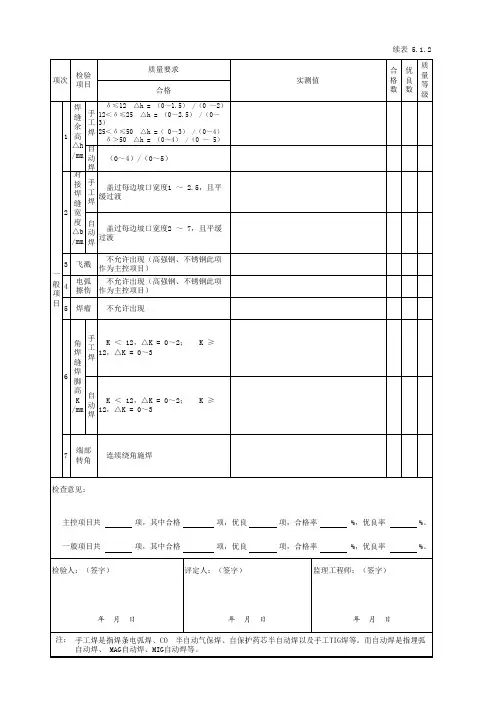
表6.3.8—3 B类工程焊接质量检验评定标准mm
表6。
3.8—3(续)
C类工程焊接质量检验评定标准见表6。
3.8—4。
表6.3.8-4 C类工程焊接质量检验评定标准mm。
焊接工程外观质量观感检查表(实用版)目录1.焊接工程外观质量观感检查表的概述2.检查表的内容和要求3.焊接工程外观质量观感检查表的填写方法4.注意事项和常见问题正文一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于评估焊接工程外观质量的一种检查工具,通过对焊接接头的观感质量进行检查,以确保焊接质量达到标准要求。
外观质量观感检查表通常包括焊接接头的形状、表面粗糙度、焊缝成形、焊缝宽度、焊缝高度、焊缝凹陷、焊缝错边、焊缝磨痕等方面的检查。
二、检查表的内容和要求焊接工程外观质量观感检查表通常包括以下内容和要求:1.焊接接头形状:检查焊接接头是否呈圆滑、对称的形状,无明显凹凸、翘曲、变形等缺陷。
2.表面粗糙度:检查焊接表面是否平整、光滑,无明显砂粒、气孔、焊瘤等缺陷。
3.焊缝成形:检查焊缝是否整齐、均匀,无明显宽窄不一、高低不平的现象。
4.焊缝宽度:检查焊缝宽度是否符合设计要求,无明显宽窄不一的现象。
5.焊缝高度:检查焊缝高度是否符合设计要求,无明显高低不一的现象。
6.焊缝凹陷:检查焊缝凹陷是否符合设计要求,无明显凹陷、塌陷的现象。
7.焊缝错边:检查焊缝错边是否符合设计要求,无明显错边、歪斜的现象。
8.焊缝磨痕:检查焊缝磨痕是否平整、光滑,无明显砂粒、气孔等缺陷。
三、焊接工程外观质量观感检查表的填写方法在填写焊接工程外观质量观感检查表时,应按照以下步骤进行:1.首先,根据焊接工程的具体情况,确定检查表的填写内容和要求。
2.其次,按照检查表的要求,对焊接接头的外观质量进行观感检查,记录检查结果。
3.最后,根据检查结果,填写检查表,并签署检查结论。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表时,应注意以下事项:1.检查表的填写应由具备相关资质的人员进行。
2.检查表的填写应按照实际情况进行,不得随意捏造数据。
3.检查表的填写应完整、清晰,便于查阅和理解。
4.对于检查中发现的问题,应及时进行整改,并重新进行检查。
![焊缝外观质量检查记录表[1]](https://uimg.taocdn.com/91a48b93767f5acfa0c7cd95.webp)
焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的作用2.焊接工程外观质量观感检查表的内容二、焊接工程外观质量观感检查的具体内容1.焊缝的尺寸和形状2.焊缝的表面质量3.焊接接头的几何形状和尺寸4.焊接变形和残余应力三、焊接工程外观质量观感检查表的应用1.焊接工程质量控制2.焊接工艺优化3.焊接质量问题分析与处理四、焊接工程外观质量观感检查表的注意事项1.检查表的使用者需具备相关知识和技能2.检查表的制定需符合相关标准和规范3.检查表的更新和维护正文:焊接工程外观质量观感检查表是评价焊接工程质量的重要工具,通过对焊缝外观质量的检查,可以有效评估焊接工程的质量水平。
焊接工程外观质量观感检查表的内容主要包括焊缝的尺寸和形状、焊缝的表面质量、焊接接头的几何形状和尺寸、焊接变形和残余应力等方面。
焊缝的尺寸和形状是焊接工程外观质量观感检查的重点,包括焊缝的宽度、高度、长度等尺寸,以及焊缝的形状是否符合要求。
焊缝的表面质量直接影响焊接接头的强度和耐腐蚀性能,因此检查焊缝的表面是否光滑、无裂纹、气孔等缺陷至关重要。
焊接接头的几何形状和尺寸也是焊接工程外观质量观感检查的重要内容。
焊接接头的几何形状和尺寸应符合设计要求,以保证焊接接头的强度和稳定性。
焊接变形和残余应力会影响焊接接头的使用性能,因此需要对焊接变形和残余应力进行检查。
焊接工程外观质量观感检查表在焊接工程质量控制、焊接工艺优化和焊接质量问题分析与处理等方面具有广泛的应用。
使用检查表可以有效地评估焊接工程的质量,为焊接工艺的优化提供依据,以及及时发现和处理焊接质量问题。
焊缝外观质量检查表概述焊接是一种常见的连接方法,在许多工业领域都有广泛的应用。
焊接质量的高低对于焊接件的性能和使用寿命有着重要的影响。
焊缝外观质量检查是焊接质量控制的重要环节之一,通过对焊缝外观进行检查和评估,可以及时发现和纠正焊接中可能存在的问题,确保焊接件的质量。
检查表内容序号检查项目检查方法检查结果1焊缝形状目测合格/不合格2焊缝宽度量规测量合格/不合格3焊缝高度量规测量合格/不合格4焊缝波纹度视觉检查合格/不合格5焊缝表面光洁度视觉检查合格/不合格6焊缝裂纹目测合格/不合格7焊缝气孔视觉检查合格/不合格8焊缝夹渣视觉检查合格/不合格9焊缝咬边视觉检查合格/不合格10焊缝变形视觉检查合格/不合格检查项目说明1.焊缝形状:检查焊缝的形状是否符合要求,如直焊缝应为直线,环焊缝应为圆弧等。
2.焊缝宽度:测量焊缝的宽度,可以使用量规进行测量。
3.焊缝高度:测量焊缝的高度,可以使用量规进行测量。
4.焊缝波纹度:检查焊缝表面的波纹状况,应平整且连续。
5.焊缝表面光洁度:检查焊缝表面的光洁度,应无油污、氧化物、砂眼等。
6.焊缝裂纹:检查焊缝是否出现裂纹,如有裂纹则为不合格。
7.焊缝气孔:检查焊缝是否有气孔,如有气孔则为不合格。
8.焊缝夹渣:检查焊缝中是否夹杂有渣滓,如有夹渣则为不合格。
9.焊缝咬边:检查焊缝边缘是否有严重的咬边现象,如有咬边则为不合格。
10.焊缝变形:检查焊缝是否出现过大的变形,如有过大的变形则为不合格。
检查结果说明在检查结果栏中,填写“合格”或“不合格”来表示每一项检查项目的质量情况。
如果检查项的质量符合要求,则填写“合格”,否则填写“不合格”。
结论通过对焊缝外观质量的检查,可以及时发现和纠正焊接中可能存在的问题,确保焊接件的质量。
使用本检查表可以对焊缝外观进行全面的评估,有效提高焊接质量控制的效果。

![焊缝外观质量检查记录表[1]](https://uimg.taocdn.com/df930a796529647d26285289.webp)
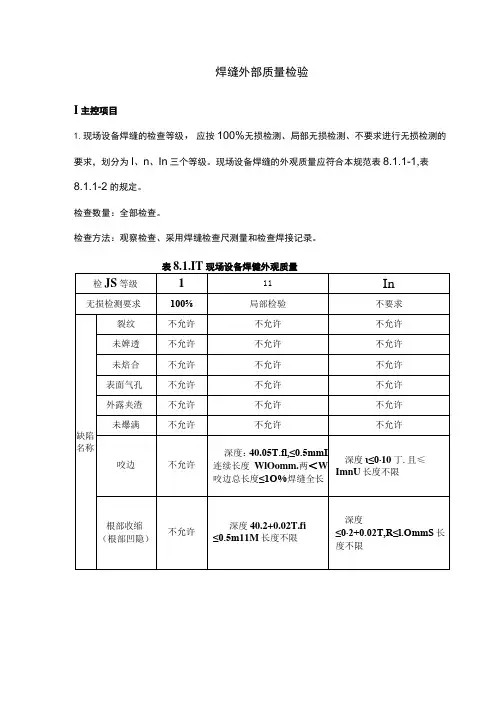
焊缝外部质量检验I主控项目1.现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为I、n、In三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1,表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
注:1当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4表中T为母材厚度;t为设计焊缝厚度。
5表中公式的常量单位为mm02、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB50184的规定划分为I、n、m、IV、V五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2-1管道焊舞外观质量注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1∙5mm;当母材厚度为2mm~6mm时,根部凸出应小于或等于2.5mm o3、钛及钛合金、措及错合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
错及错合金的焊缝表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
注:区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化。
11一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
检查数量:全部检查。
检查方法:观察检查。
5、管道5⅛1妾焊缝处的角变形(图8.1.5)应符合下列规定:1)当管子公称尺寸小于100mm时,允许偏差为2mm;2)当管子公称尺寸大于或等于100mm时,允许偏差为3mm o图8.1.5管道焊接接头的角变形1.钢板尺;a・角变形(平直度)偏差检查数量:全部检查。
压力管道焊缝外观质量检查记录表
1. 项目信息,记录表的名称、编号、填写日期等基本信息。
2. 管道信息,包括管道材质、规格、焊接位置等信息。
3. 焊工信息,记录参与焊接的焊工姓名、编号等信息。
4. 检查标准,列出焊缝外观质量的检查标准和要求,可以包括焊缝表面平整度、气孔、裂纹、夹渣等方面的要求。
5. 检查工具,记录使用的检查工具,如焊缝探伤仪、焊缝表面粗糙度测量仪等。
6. 检查过程,详细描述焊缝外观质量的检查过程,包括检查位置、方法、结果等。
7. 检查结果,记录每次检查的结果,包括合格、不合格、待修复等情况。
8. 备注,对检查过程中出现的特殊情况或需要特别说明的地方
进行备注。
在填写记录表时,需要严格按照相关标准和规范进行检查,并确保记录的真实性和准确性。
这样的记录表有助于管道焊缝外观质量的监控和管理,对于确保焊接质量、提高工程安全性具有重要意义。
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。