表 5.1.3 焊缝内部质量检查表
- 格式:doc
- 大小:39.00 KB
- 文档页数:1
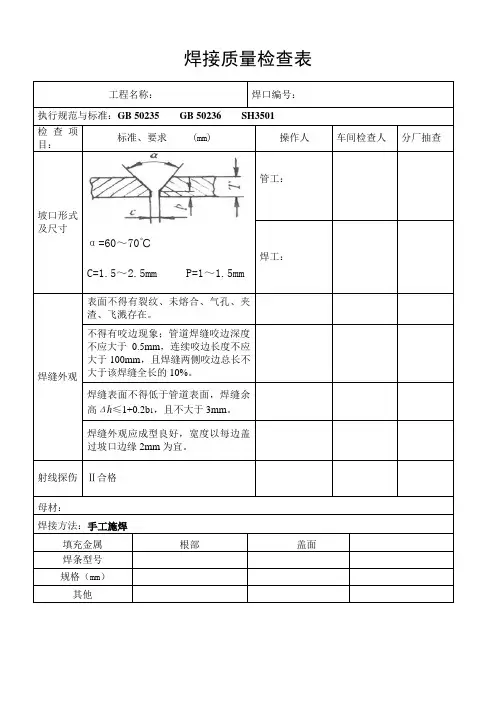
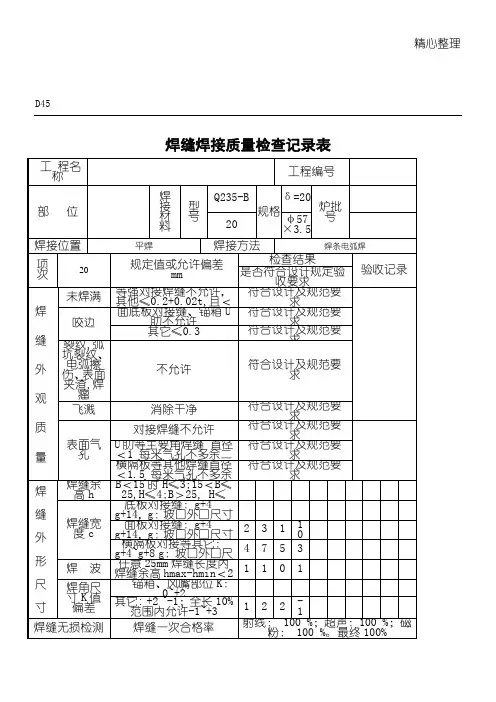
焊接质量检查表
工程名称:焊口编号:
执行规范与标准:GB 50235 GB 50236 SH3501
检查项
目:
标准、要求 (mm) 操作人车间检查人分厂抽查
坡口形式
及尺寸
α=60~70℃
C=1.5~2.5mm P=1~1.5mm 管工:焊工:
焊缝外观表面不得有裂纹、未熔合、气孔、夹渣、飞溅存在。
不得有咬边现象;管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,且焊缝两侧咬边总长不大于该焊缝全长的10%。
焊缝表面不得低于管道表面,焊缝余高Δh≤1+0.2b1,且不大于3mm。
焊缝外观应成型良好,宽度以每边盖过坡口边缘2mm为宜。
射线探伤Ⅱ合格
母材:
焊接方法:手工施焊
填充金属根部盖面焊条型号
规格(mm)
其他。
五、水工金属结构安装工程专项说明1.本章表格适用于大中型水利水电工程的水工金属结构单元工程安装质量验收评定,小型水利水电工程可参照执行。
2.单元工程安装质量验收评定,在单元工程检验项目的检验结果和试运行达到SL635-1012标准要求后,并具备齐全、完整、准确的安装记录基础上进行。
3.安装质量标准中的优良、合格标准采用同一等级标准的,其质量标准的评定由监理单位(建设单位)会同施工单位商定。
4.单元工程安装质量具备下述条件后验收评定:①单元工程所有施工项目已完成,并自检合格,施工现场具备验收的条件;②有关质量缺陷已处理完毕或有监理单位批准的处理意见。
5.单元工程安装质量按下述程序进行验收评定:①施工单位对已经完成的单元工程安装质量进行自检,并填写检验记录。
②自检合格后,填写单元工程施工质量验收评定表,向监理单位申请复核。
③监理单位收到申请后,应在8h内进行复核,并核定单元工程质量等级。
④重要隐蔽单元工程和关键部位单元工程施工质量的验收评定应由建设单位(或委托监理单位)主持,由建设、设计、监理、施工等单位的代表组成联合小组,共同验收评定,并在验收前通知工程质量监督机构。
6. 单元工程施工质量按下述程序进行验收评定:①施工单位首先对已经完成的单元工程安装质量进行自检,并填写检验记录。
②自检合格后,填写单元工程安装质量验收评定表及安装质量检查表,向监理单位申请复核。
③监理单位收到申报后,应在8h内进行复核。
7.监理复核单元工程安装质量包括下述内容:①应逐项核查报验资料是否真实、齐全、完整。
②对照有关图纸及有关技术文件,复核单元工程质量是否达到SL635标准要求。
③检查已完单元工程遗留问题的处理情况,核定本单元工程安装质量等级,复核合格后签署验收意见,履行相关手续。
④对验收中发现的问题提出处理意见。
1表5.1 压力钢管安装单元工程安装质量验收评定表填表说明填表时必须遵守“填表基本规定”,并应符合下列要求:1.以一个安装单元或一个混凝土浇筑段或一个钢管段的钢管安装划分为一个单元工程。
原创不容易,【关注】店铺,不迷路!焊缝外观质量检查表《焊缝外观质量检查表》说明:1、每条被检查焊缝填写一张表。
2、被检查焊缝旁边需打钢号(钢号字高:16mm)。
钢号编码(数字编码)由服务队负责人自行编码,并将编码表随同此检查表一同发OA到设备处。
3、检查数量:每批同类构件抽查10%,且不少于3件,被抽查构件中,每种焊缝按数量抽查5%,总检查处不少于5处——比如,某新建机组有12根立柱,按同类构件抽查10%,则需抽查1.2根立柱,且不少于3个,则:立柱的抽查数量是3根;被抽查构件的焊缝数量抽查5%且不少于5处,则此3根立柱的焊缝需要检查的焊缝数量是:10条焊缝以上。
其它构件焊缝数量的抽查数以此类推。
4、此表经相关人员签字后,由服务队负责人拍照,做成PPT,和电子表格一起用OA上传到设备处。
公司名称检验员日序号1期Ⅱ级标准m)差距原因措施备注服务队负责人构件名称焊工姓名焊缝编号缺陷内容对接接头余高:m内最大宽度:C宽度与最小宽度差值≤3,整条焊缝≤4焊缝的直线度在任意300毫米连续焊缝长度内,f≤33456焊缝的表面高在任意25毫米长度范围低内,fmax-fmin≤2.5错边T型接头焊缝厚度上偏差T型接头焊缝厚度下偏差T型接头焊脚尺寸不等裂纹烧穿条状夹渣咬边(含根部咬边)气孔(包括点状夹渣)漏焊未焊透未熔合未满焊及凹坑根部收缩m≤0.10δ最大为2最大为4(b-a)≤1+0.1k7(a-b)=0.3+0.035k最大超过1,总长度不超过焊缝全长的20%k1-k=(0~1)+0.1k,k为设计尺寸,k1为实际尺寸不允许不允许不允许y≤0.02δ最大为0.2,总长度不超过焊缝全长的5%在50的焊缝长度上,单个气孔不大于1/3板厚,最大不超过1.5不允许不允许不允许q≤0.2+0.02δ最大不超过焊缝全长的5%q≤0.2+0.02δ891011121314151617181920焊瘤(θ≤90不允许)飞溅允许少量孤立的飞溅《焊缝外观质量检查表》【素材积累】岳飞应募参军,因战功累累不断升职,宋高宗亲手写了“精忠岳飞”四个字,制成旗后赐给他。
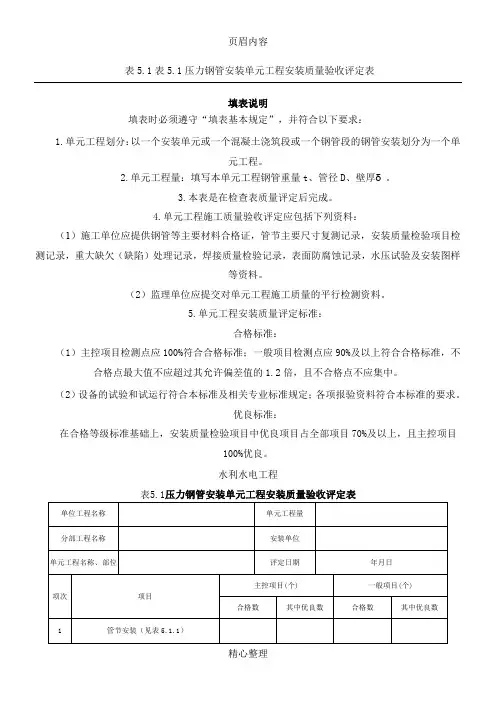
表5.1表5.1压力钢管安装单元工程安装质量验收评定表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1.单元工程划分:以一个安装单元或一个混凝土浇筑段或一个钢管段的钢管安装划分为一个单元工程。
2.单元工程量:填写本单元工程钢管重量t、管径D、壁厚δ。
3.本表是在检查表质量评定后完成。
4.单元工程施工质量验收评定应包括下列资料:(1)施工单位应提供钢管等主要材料合格证,管节主要尺寸复测记录,安装质量检验项目检测记录,重大缺欠(缺陷)处理记录,焊接质量检验记录,表面防腐蚀记录,水压试验及安装图样等资料。
(2)监理单位应提交对单元工程施工质量的平行检测资料。
5.单元工程安装质量评定标准:合格标准:(1)主控项目检测点应100%符合合格标准;一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)设备的试验和试运行符合本标准及相关专业标准规定;各项报验资料符合本标准的要求。
优良标准:在合格等级标准基础上,安装质量检验项目中优良项目占全部项目70%及以上,且主控项目100%优良。
水利水电工程表5.1压力钢管安装单元工程安装质量验收评定表单位工程名称单元工程量分部工程名称安装单位单元工程名称、部位评定日期年月日主控项目(个) 一般项目(个) 项次项目合格数其中优良数合格数其中优良数1 管节安装(见表5.1.1)2 焊缝外观质量(见表5.1.2)3 焊缝内部质量(见表5.1.3)4 表面防腐蚀安装(见表5.1.4)试运行效果________质量标准(见附表)安装单位自评意见各项试验和单元工程试运行符合要求,各项报验资料符合规定。
检验项目全部合格。
检验项目优良率为,其中主控项目优良率为,单元工程安装质量验收评定等级为。
(签字,加盖公章)年月日监理单位意见各项试验和单元工程试运行符合要求,各项报验资料符合规定。
检验项目全部合格。
检验项目优良率为,其中主控项目优良率为,单元工程安装质量验收评定等级为。
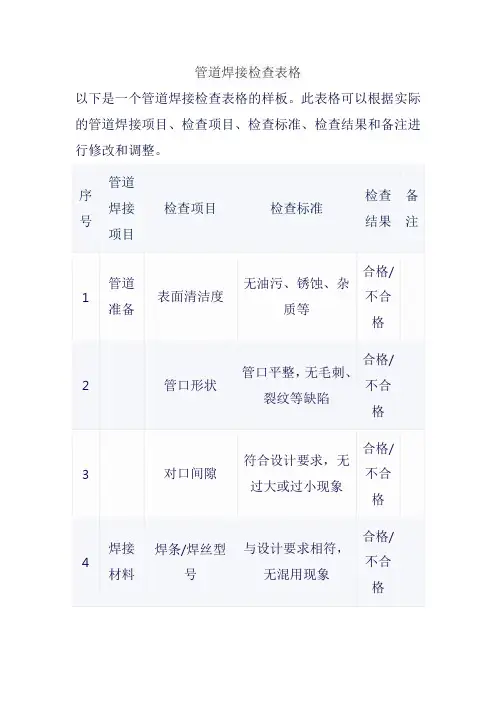
焊缝外观质量检查表概述焊接是一种常见的连接方法,在许多工业领域都有广泛的应用。
焊接质量的高低对于焊接件的性能和使用寿命有着重要的影响。
焊缝外观质量检查是焊接质量控制的重要环节之一,通过对焊缝外观进行检查和评估,可以及时发现和纠正焊接中可能存在的问题,确保焊接件的质量。
检查表内容序号检查项目检查方法检查结果1焊缝形状目测合格/不合格2焊缝宽度量规测量合格/不合格3焊缝高度量规测量合格/不合格4焊缝波纹度视觉检查合格/不合格5焊缝表面光洁度视觉检查合格/不合格6焊缝裂纹目测合格/不合格7焊缝气孔视觉检查合格/不合格8焊缝夹渣视觉检查合格/不合格9焊缝咬边视觉检查合格/不合格10焊缝变形视觉检查合格/不合格检查项目说明1.焊缝形状:检查焊缝的形状是否符合要求,如直焊缝应为直线,环焊缝应为圆弧等。
2.焊缝宽度:测量焊缝的宽度,可以使用量规进行测量。
3.焊缝高度:测量焊缝的高度,可以使用量规进行测量。
4.焊缝波纹度:检查焊缝表面的波纹状况,应平整且连续。
5.焊缝表面光洁度:检查焊缝表面的光洁度,应无油污、氧化物、砂眼等。
6.焊缝裂纹:检查焊缝是否出现裂纹,如有裂纹则为不合格。
7.焊缝气孔:检查焊缝是否有气孔,如有气孔则为不合格。
8.焊缝夹渣:检查焊缝中是否夹杂有渣滓,如有夹渣则为不合格。
9.焊缝咬边:检查焊缝边缘是否有严重的咬边现象,如有咬边则为不合格。
10.焊缝变形:检查焊缝是否出现过大的变形,如有过大的变形则为不合格。
检查结果说明在检查结果栏中,填写“合格”或“不合格”来表示每一项检查项目的质量情况。
如果检查项的质量符合要求,则填写“合格”,否则填写“不合格”。
结论通过对焊缝外观质量的检查,可以及时发现和纠正焊接中可能存在的问题,确保焊接件的质量。
使用本检查表可以对焊缝外观进行全面的评估,有效提高焊接质量控制的效果。
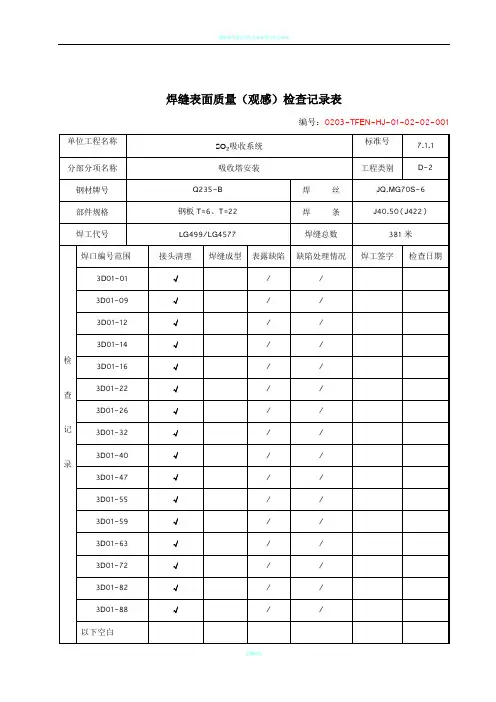
焊缝表面质量(观感)检查记录表
编号:0203-TFEN-HJ-01-02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN-HJ-01-02-02-002
焊接工程质量分批验收记录表
编号:0203-HJ-01-02-02-01-001
焊接分项工程综合质量验收评定表
编号:0203-HJ-01-02-02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表6.3.8-2 A类工程焊接质量检验评定标准mm
表6.3.8-3 B类工程焊接质量检验评定标准mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm
表6.3.8-4(续)。
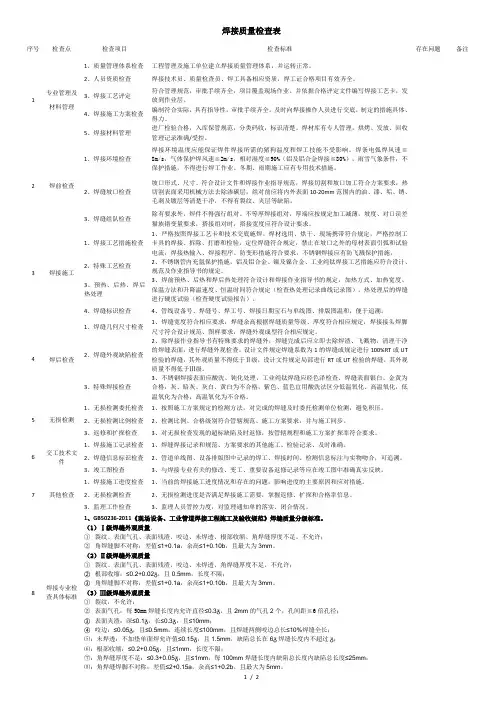
焊接质量检查表序号检查点检查项目检查标准存在问题备注1专业管理及材料管理1、质量管理体系检查工程管理及施工单位建立焊接质量管理体系,并运转正常。
2、人员资质检查焊接技术员、质量检查员、焊工具备相应资质,焊工证合格项目有效齐全。
3、焊接工艺评定符合管理规范,审批手续齐全,项目覆盖现场作业。
并依据合格评定文件编写焊接工艺卡,发放到作业层。
4、焊接施工方案检查编制符合实际,具有指导性,审批手续齐全。
及时向焊接操作人员进行交底,制定的措施具体、得力。
5、焊接材料管理进厂检验合格,入库保管规范,分类码收,标识清楚。
焊材库有专人管理,烘烤、发放、回收管理记录准确/受控。
2 焊前检查1、焊接环境检查焊接环境温度应能保证焊件焊接所需的猪狗温度和焊工技能不受影响。
焊条电弧焊风速≧8m/s,气体保护焊风速≧2m/s,相对湿度≧90%(铝及铝合金焊接≧80%),雨雪气象条件,不保护措施,不得进行焊工作业。
冬期、雨期施工应有专用技术措施。
2、焊缝坡口检查坡口形式、尺寸、符合设计文件和焊接作业指导规范,焊接切割和坡口加工符合方案要求,热切割表面采用机械方法去除渗碳层,组对前应将内外表面10-20mm范围内的油、漆、垢、锈、毛刺及镀层等清楚干净,不得有裂纹、夹层等缺陷。
3、焊缝组队检查除有要求外,焊件不得强行组对。
不等厚焊接组对,厚端应按规定加工减薄,坡度、对口误差猫族错变量要求,搭接组对时,搭接宽度应符合设计要求。
3 焊接施工1、焊接工艺措施检查1、严格按照焊接工艺卡和技术交底施焊。
焊材选用、烘干、现场携带符合规定,严格控制工卡具的焊接、拆除、打磨和检验,定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验电流,焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接应有防飞溅保护措施。
2、特殊工艺检查2、不锈钢管内充氩保护措施,铝及铝合金、镍及镍合金、工业纯钛焊接工艺措施应符合设计、规范及作业指导书的规定。
3、预热、后热、焊后热处理3、焊前预热、后热和焊后热处理符合设计和焊接作业指导书的规定,加热方式、加热宽度、保温方法和升降温速度、恒温时间符合规定(检查热处理记录曲线记录图),热处理后的焊缝进行硬度试验(检查硬度试验报告)。
1、目的:规定焊接产品的表面质量、焊接质量、指导焊工及焊接检验人员工作,确保产品满足客户的要求。
2、适用范围:适用于集团在产底盘产品的焊缝质量检查。
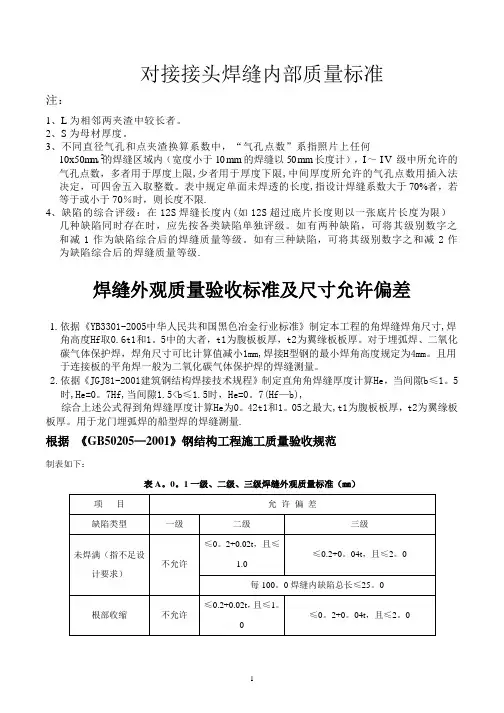
3、引用标准:《JB/T9186-1999 二氧化碳气体保护焊工艺流程》《GB/T3323-2005 金属熔化焊焊接接头射线照相》《GB/T6417.1-2005 金属熔化焊接头缺陷分类及说明》《GB/T 324 焊缝符号表示法》《GB/T 3375焊接术语》4、焊接质量检验中常见名词:缩孔:熔化金属凝固时收缩产生的孔穴;气孔:熔化金属遇到高温,残留气体没有浮到表面,留在内部的气体形成内部气孔、留在表面上的气体形成外部气孔;焊偏:焊缝未对准焊接件装配位置;缺料,未焊到:焊接件匹配位置局部未被焊到、无焊缝;虚焊:焊接后焊接件之间未融合为一体咬边:沿焊趾的母材部位产生的不规则沟槽或凹陷夹渣:焊接后残留在焊缝中的熔渣漏焊:焊道局部未被焊接到烧穿:焊接熔池塌落导致焊缝内的孔洞未熔合:焊缝金属和母材之间或焊道金属之间未完全熔化结合焊渣飞溅:焊接或焊缝金属凝固时,焊接金属或填充材料崩溅出的颗粒裂纹:焊缝区域产生的裂纹焊瘤:覆盖在金属表面,但未与其融合的过多焊缝金属未焊满:因焊接填充金属堆敷不充分、在焊缝表面产生纵向连续或间断的沟槽焊缝表面氧化物:表面麻点,焊缝表面呈凹凸不平的粗糙面弧坑缩孔:收弧处焊缝上有凹坑断弧、焊丝粘连:焊丝粘连到母材表面导致焊缝成型差焊缝凹陷:焊缝高度下陷电弧擦伤:在坡口外引弧、起弧而造成焊缝临近母材表面处局部擦伤未焊透:焊缝金属没有进入接头根部,未产生实际熔深熔深不足:实际熔深与公称熔深有差异5.焊接质量检验的内容和要求:5.1 检验方法5.1.1 焊缝外观检验焊缝外观检验主要包含以下三种:5.1.1.1肉眼观察(也叫感官检查),目前拓普工厂一般采用此方法; 5.1.1.2使用放大镜检验,放大倍数以5倍为限;5.1.1.3渗透探伤:采用荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透 作用,显示缺陷痕迹的无损检验法。
焊接质量检查验收表优秀文档(可以直接使用,可编辑实用优质文档,欢迎下载)编号: 3-TFEN-HJ-01-02-02-001编号: 3-TFEN-HJ-01-02-02-002焊接工程质量分批验收记录表编号: 3-HJ-01-02-02-01-001焊接分项工程综合质量验收评定表编号: 3-HJ-01-02-02-001表B.7 焊工自检记录表注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:表B.8 分项工程焊接接头表面质量检验评定表mm注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:工地(处)技术负责人:工地(队)质检员:班(组)长:验评日期:表B.9 分项工程焊接综合质量等级评定表建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:工地(队)质检员:表-1 焊接工程分类和质量检查、检验项目及数量-2 A类工程焊接质量检验评定标准mm表-3 B类工程焊接质量检验评定标准mm表-3(续)C类工程焊接质量检验评定标准见表-4。
表-4 C类工程焊接质量检验评定标准mm锚杆(网)支护矩形巷道工程质量检查验收表井施工单位:巷道名称:检查通尺~米检查工程量米检查日期区队负责人:参加检查人员:锚网喷支护巷道工程质量检查验收表井施工单位:巷道名称:检查通尺~米检查工程量米检查日期区队负责人:参加检查人员:北京康迪建设监理咨询监理项目工程安全质量检查验收制度1.目的为了保证工程质量与施工安全,积极与建设单位配合.施工过程中监理必须对工程建设质量进行严格控制,根据《建设工程安全生产管理条例》(国务院第393号令)、《建设工程监理规范》等相关规定,制定本制度。
2。
检查验收依据(1)国家现行的法律、法规和工程建设强制性标准及监理委托合同;(2)图纸及工程洽商、设计变更文件。
焊缝外观
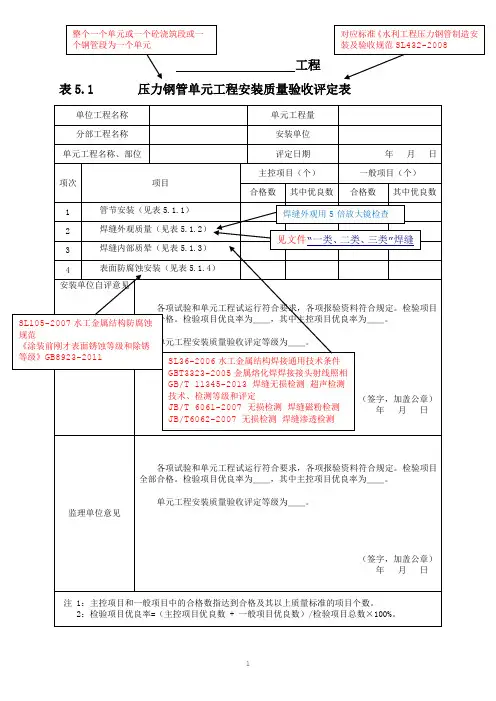
质量检查表填表要求
填表时必须遵守“填表基本规定”,并应符合下列要求:
1.分部工程、单元工程名称填写应与表5.1相同。
2.各检验项目的检验方法及检验数量按表E-2的要求执行。
3.压力钢管焊接与检验的技术要求应符合《水工金属结构焊接通用技术条件》(SL 36)和SL432的规定。
4.焊缝的无损检验应根据施工图样和相关标准的规定进行。
一类、二类焊缝的射线、超声波、磁粉、渗透探伤等应分别符合《金属熔化焊焊接头射线照相》(GB/T 3323)、《焊缝无损检测超声检测技术、检测等级和评定》(GB/T 11345)、《无损检测焊缝磁粉检测》(JB/T 6061)、《无损检测焊缝渗透检测》(JB/T 6062)的规定。
5.焊缝焊接质量由焊缝外观质量和焊缝内部质量组成。
6.单元工程安装质量检验项目质量标准:
(1)合格等级标准:
1)主控项目,检测点应100%符合合格标准。
2)一般项目,检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)优良等级标准:在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
7.表中数值为允许偏差值。
________________________工程焊缝外观质量检查表。
表5.1.2 焊缝外观质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:焊缝外观检验方法及数量检验项目检验方法检验数量裂纹检查(必要时用5倍放大镜检查)沿焊缝长度表面夹渣咬边表面气孔全部表面未焊满焊缝余高△h 手工焊钢板尺或焊接检验规自动焊对接焊缝宽度△b手工焊自动焊飞溅检查全部表面电弧擦伤焊瘤角焊缝焊脚高K手工焊焊接检验规自动焊端部转角检查3.单元工程安装质量检验项目质量标准合格标准:(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程表5.1.3 焊缝内部质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:焊缝内部检验方法及数量(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
表5.1.4 表面防腐蚀质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:水工金属结构表面防腐蚀检验方法及数量(1)主控项目检测点应100%符合合格标准;(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程水利水电工程表5.2.6平面闸门止水板安装质量检查表表5.2 平面闸门埋件安装单元工程安装质量验收评定表填表说明填表时必须遵守“填表基本规定”,并符合以下要求:1.单元工程划分:以每一孔(段)门槽的埋件安装划分为一个单元工程。