一种偏心零件车削夹具设计
- 格式:pdf
- 大小:307.43 KB
- 文档页数:2
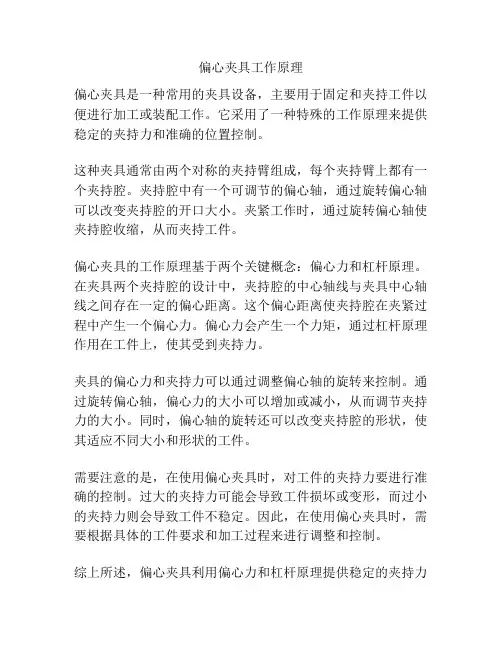
偏心夹具工作原理
偏心夹具是一种常用的夹具设备,主要用于固定和夹持工件以便进行加工或装配工作。
它采用了一种特殊的工作原理来提供稳定的夹持力和准确的位置控制。
这种夹具通常由两个对称的夹持臂组成,每个夹持臂上都有一个夹持腔。
夹持腔中有一个可调节的偏心轴,通过旋转偏心轴可以改变夹持腔的开口大小。
夹紧工作时,通过旋转偏心轴使夹持腔收缩,从而夹持工件。
偏心夹具的工作原理基于两个关键概念:偏心力和杠杆原理。
在夹具两个夹持腔的设计中,夹持腔的中心轴线与夹具中心轴线之间存在一定的偏心距离。
这个偏心距离使夹持腔在夹紧过程中产生一个偏心力。
偏心力会产生一个力矩,通过杠杆原理作用在工件上,使其受到夹持力。
夹具的偏心力和夹持力可以通过调整偏心轴的旋转来控制。
通过旋转偏心轴,偏心力的大小可以增加或减小,从而调节夹持力的大小。
同时,偏心轴的旋转还可以改变夹持腔的形状,使其适应不同大小和形状的工件。
需要注意的是,在使用偏心夹具时,对工件的夹持力要进行准确的控制。
过大的夹持力可能会导致工件损坏或变形,而过小的夹持力则会导致工件不稳定。
因此,在使用偏心夹具时,需要根据具体的工件要求和加工过程来进行调整和控制。
综上所述,偏心夹具利用偏心力和杠杆原理提供稳定的夹持力
和准确的位置控制。
通过调整偏心轴的旋转,可以控制夹持力和适应不同大小和形状的工件。
然而,在使用时需要注意对夹持力的准确控制,以确保工件的安全和稳定夹持。
机械制造课程设计说明书题目设计“偏心套(插件槽)”零件的机械加工工艺规程及工艺装备(年产量4000件)院(系)、部:学生姓名:指导教师:专业:班级:完成时间:机械制造工艺学课程设计任务书题目:设计“偏心套”零件的机械加工工艺规程及工艺装备(年产量为4000件)内容:1、零件图 1张2、毛坯图 1张3、机械加工工艺规程 1套4、结构设计装配图 1张5、结构设计零件图 1张6、课程设计说明书 1份全套图纸,加153893706班级学生学号指导教师2008年12月绪论机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
机械制造技术是一门非常重要的技术,人类的发展过程就是一个不断的制造过程。
因此,制造技术的重要性是不言而喻的,它有以下四个方面的意义。
1.社会发展与制造技术密切相关2.制造技术是科学技术物化的基础3.制造技术是所有工业的支柱4.制造技术国力和国防的后盾机械制造工艺学课程设计是在学完了机械设计制造工艺学、进行了生产实习之后的下一个教学环节。
它一方面要求学生通过设计能获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,也为以后作好毕业设计进行一次综合训练和准备。
学生通过机械制造工艺学课程设计,应在下述各方面得到锻炼:(1)能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的时间知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
(2)提高结构设计能力。
学生通过设计借据(或量具)的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工的夹具的能力。
(3)学会使用手册及图表资料。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
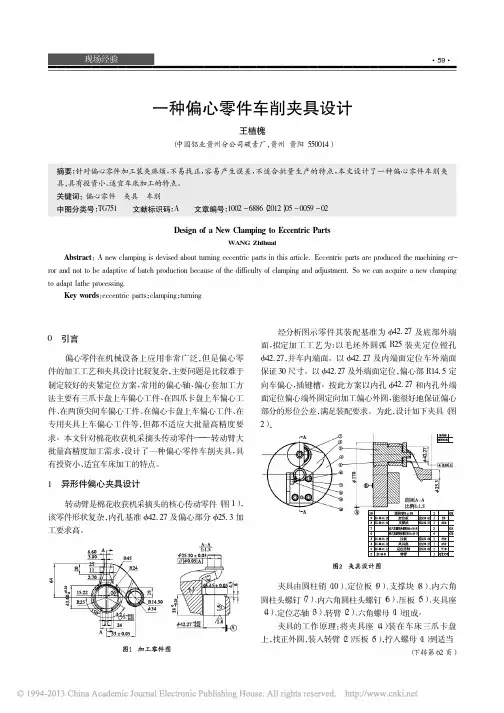
偏心零件的加工工艺及夹具设计①一、引言偏心零件是指零件的重心与几何中心不重合的零件,通常是由于设计或者加工过程中的误差所导致的。
偏心零件在机械加工中较为常见,其加工工艺和夹具设计对于保证零件加工精度和质量至关重要。
本文将针对偏心零件的加工工艺及夹具设计进行深入分析和探讨。
二、偏心零件的加工工艺1. 零件设计在进行偏心零件的加工之前,首先需要对零件进行合理设计。
在零件设计时,应该尽量减小偏心量,减小对工件形状和尺寸的影响,从而降低对零件的精度要求和加工难度。
还要合理选择工艺加工方法,尽量减小偏心零件的加工难度和成本。
2. 工艺加工方法对于偏心零件的加工来说,通常可以选择以下加工方法进行加工:(1)车削加工:车削是常见的偏心零件加工方法,适用于加工外圆、端面、法兰盘等形状的零件。
(2)铣削加工:铣削加工适用于加工外形复杂、精度要求高的偏心零件,通过铣刀在工件上形成不同形状的面。
在偏心零件的加工过程中,需要特别注意以下几个加工工艺要点:(1)合理安装工件:在进行偏心零件的加工之前,需要根据工件的实际情况进行合理的安装,以确保工件的稳定性和加工精度。
(3)合理刀具选择:根据工件的具体形状和加工要求,选择合适的刀具进行加工,以确保加工质量和效率。
4. 加工技术要求(1)保持加工速度和进给率稳定:在进行偏心零件的加工过程中,需要保持加工速度和进给率的稳定,以确保加工质量和效率。
(2)及时调整刀具:在进行偏心零件的加工过程中,需要及时调整刀具,以确保加工质量和切削效果。
(3)适当冷却润滑:在进行偏心零件的加工过程中,需要适当冷却润滑,以减少工件和刀具的磨损,提高加工效率和质量。
三、偏心零件的夹具设计在进行偏心零件的加工时,夹具的设计对于保证工件的稳定性和加工精度非常重要。
在进行夹具设计时,需要遵循以下几个原则:(1)安全可靠:夹具的设计应该保证对工件的夹持力度,以确保加工过程中工件的稳定和安全。
(2)易于操作:夹具的设计应该简单易用,方便操作和维护,提高生产效率。
常州机电职业技术学院毕业设计课题:偏心轴零件加工工艺及夹具设计专题:专业:机械制造及自动化学生姓名:班级:学号:指导教师:完成时间:I摘要本设计是基于偏心轴零件的加工工艺规程及一些工序的专用夹具设计。
偏心轴零件的主要加工表面是外圆及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后槽的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
主要加工工序安排是先以支承孔系定位加工出顶平面,在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:偏心轴类零件;工艺;夹具;IIABSTRACTThe design is based on the body parts of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the supporting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of processing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements.SKey words: Angle gear seat parts; fixture;III目录摘要 .................................................................................................... II ABSTRACT ............................................................................................. III 第1章加工工艺规程设计. (1)1.1 零件的分析 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)1.2 偏心轴加工的主要问题和工艺过程设计所应采取的相应措施 (2)1.2.1 孔和平面的加工顺序 (2)1.2.2加工方案选择 (2)1.3 偏心轴加工定位基准的选择 (2)1.3.1 粗基准的选择 (2)1.3.2 精基准的选择 (3)1.4 偏心轴加工主要工序安排 (3)1.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (5)1.6选择加工设备及刀、量具 (5)1.7确定切削用量及基本工时(机动时间) (6)第2章偏心轴钻孔夹具设计 (17)2.1设计要求 (17)2.2夹具设计 (17)2.2.1 定位基准的选择 (17)2.2.2 切削力及夹紧力的计算 (17)2.3定位误差的分析 (20)2.4夹具设计及操作的简要说明 (21)结论 (23)参考文献 (24)致谢 (26)IV第1章加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是偏心轴。
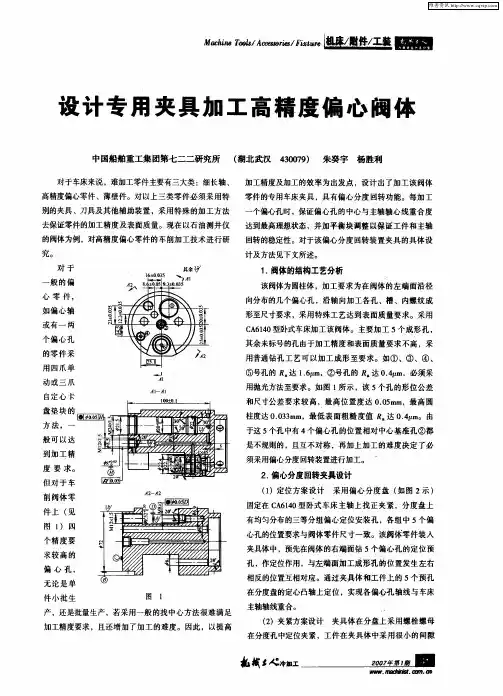
偏心零件的加工工艺及夹具设计①概述偏心零件是一种特殊的机械零件,其几何中心与质心不重合,常用于转轴、离合器、离心离合器等机械设备中。
加工偏心零件的难点在于保持加工精度,确保零件的几何中心与质心偏心量的控制在可接受的范围内。
本文将介绍偏心零件的加工工艺及夹具设计。
加工工艺1. 零件装夹。
偏心零件的装夹必须能够保证其在加工过程中的位置不发生变化,并能够限制零件的自由度,否则会导致加工精度降低。
一般情况下,采用两个同时紧固的曲面夹具或曲面夹具和垫铁夹具的方式进行装夹。
2. 加工精度控制。
偏心零件的加工精度控制对于提高产品品质具有关键作用。
在加工过程中要注意以下几点:(1) 刀具的选择。
刀具的选择应当考虑到加工特性和加工精度的要求。
对于精度要求高的零件可以采用高速钢或硬质合金刀具。
(2) 切削参数的控制。
加工速度、深度和进给量对于加工质量起到至关重要的作用。
这三个参数相互之间影响,在加工中要注意调节,避免影响加工精度。
(3) 加工顺序的控制。
一般情况下,应先加工离心零件,再加工对心零件,以保证偏心量的精度。
(4) 检查和校正。
在加工过程中要对每个零件进行检查和校正,保证加工的精度。
验收标准可以根据产品要求进行制定。
夹具设计1. 曲面夹具设计。
曲面夹具是最常见的夹具类型,其采用的是相对简单的加工方式。
在设计曲面夹具时,需要根据零件的形状和尺寸确定夹具的大小和形态。
曲面夹具小而簇密,能够确保偏心零件的夹紧力,可以有效的避免加工过程中零件的位移。
夹紧法是指通过夹紧部件对工件进行夹紧的一种夹具。
在偏心零件的加工中,可以利用弹性夹紧、滑动槽夹紧、膨胀夹紧等方法夹紧零件。
这些方法能够有效的保证零件不受变形和位移的影响。
总结偏心零件的加工工艺和夹具设计是一项复杂而关键的工作。
要保证零件的加工精度,需要在装夹、刀具选择、切削参数、加工顺序、检查和校正等方面进行全面的控制。
在夹具设计中,需要根据零件的特点和要求,选择合适的夹具类型,并考虑到夹具的强度和接触面的平滑度等因素。
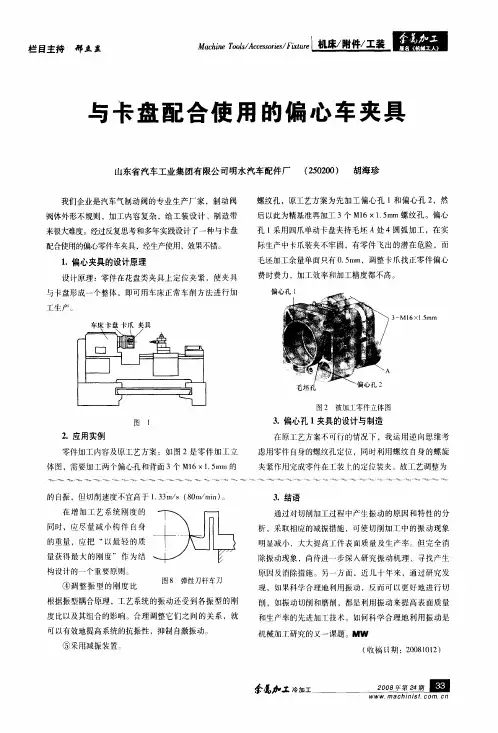
印刷机轴承车加工偏心夹具设计发布时间:2022-06-26T03:21:44.578Z 来源:《城镇建设》2022年第4期第2月作者:李鹏孙传新[导读] 滚动轴承圈滚道的磨削加工使用夹具是电磁式无心夹具,这种模式特征是工件中心不与主轴中心重合,李鹏孙传新天津长荣科技集团股份有限公司天津市 300400摘要:滚动轴承圈滚道的磨削加工使用夹具是电磁式无心夹具,这种模式特征是工件中心不与主轴中心重合,加工精度备不受到主轴旋转精度的影响。
偏心轴承是一种使用非常广泛的轴承类型,优势显著,如结构简单使用方便,同时还具备的不需要偏心轴承就能实现偏心功能的特征,常常运用在印刷机和减速机等重型机械设备。
现阶段国内轴承行业磨削使用的偏心夹具,普遍使用通用磨床,利用偏心夹具本身偏心来让轴承偏心相对应来加工出合格的产品,实际生产中偏心夹具本身存在加工困难,工装精度低的情况。
文章通过对其进行优化、改进,解决了夹具设计存在的问题。
关键词:偏心轴承;偏心夹具;设计偏心轴承振动是一种十分复杂的物理现象,最大特征是轴承的内径和滚动不同心,偏心轴承的使用不仅仅和轴承零件的形位偏差和滚动表面形态特征、结构等相关,同时也因为工作条件的不同而产生变化。
因此使用常规的轴承加工方式来加工,则无法满足偏心轴承加工的需要,实际加工工艺也比实际轴承更复杂,实际加工难度也极大。
1.原偏心轴承夹具原有偏心轴承磨加工夹具是夹具本身具备偏心定位,通过夹具本体偏心和轴承偏心相抵消,偏心夹具内叫做偏心内圆,接触轴承内外径。
让夹具的外径和轴承的内径同心,通过装夹夹具的外径来加工轴承确定内径。
偏心夹具的加工:偏心夹具本身有偏心的特殊性,自身结构不对称,因此在加工夹具的时候主要难度在于加工偏心圆,使用坐标镗来加工,利用设备本身的精度来保证偏心加工的顺利完成。
在偏心轴承的加工使用中,加工偏心轴承的时候将夹具偏心内径和轴承圈套外径装紧固定和定位给适,以夹具的偏心来抵消轴承的偏心,则夹具外径、轴承内径同心[1]。
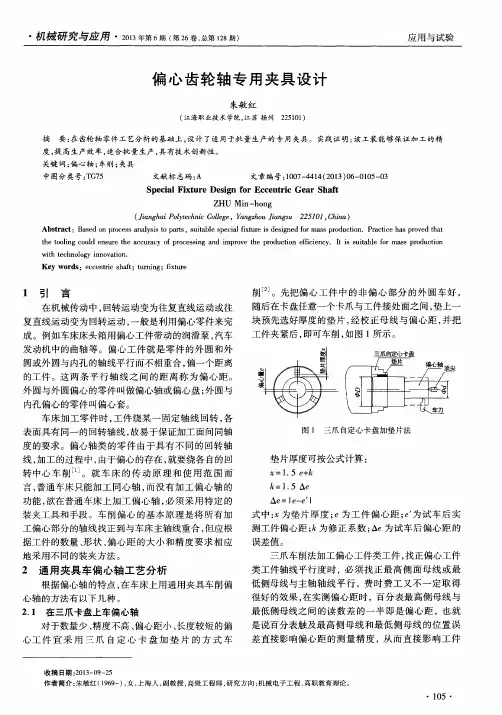
偏心零件的加工工艺及夹具设计①偏心零件是指在轴线上有一个偏心距离的零件,其加工工艺和夹具设计需要特殊考虑。
下面将介绍偏心零件的加工工艺和夹具设计的一些要点。
1. 加工工艺(1)加工顺序:在加工偏心零件时,应按照先外加工后内加工的顺序进行。
先加工外轮廓,并保持偏心距的准确性,然后再进行内孔的加工。
(2)加工装夹:加工偏心零件时,应通过合理的夹具设计确保工件在加工过程中的稳定性和准确性。
一般采用两点定位夹持工件,夹具上的定位装置应与工件上的定位面相适应,以确保工件的定位准确性。
(3)加工余量:在加工偏心零件时,需要考虑偏心距离对工件形状的影响,合理确定加工余量,以便在加工后得到满足要求的几何形状和尺寸。
(4)加工表面质量:由于偏心零件的特殊结构,加工表面往往会受到偏心距离的影响,容易出现误差和不均匀的问题。
为了获得较好的加工表面质量,需要采取合理的加工方法和工艺措施,如使用高精度刀具、减小切削速度、提高切削速度、采用光滑的加工方式等。
2. 夹具设计(1)夹具形式:针对偏心零件的特殊形态和需求,夹具应具有合理的结构形式和功能。
一般采用两点定位夹持工件,在夹具设计中要考虑工件的尺寸、形状和偏心距离等因素,确保夹具能够稳定地固定和定位工件。
(3)夹具材料:由于偏心零件的制作精度要求较高,夹具的刚度和稳定性也很重要。
在夹具设计中应选择高强度、高刚性的材料,如合金钢、铸铁等,以确保夹具的稳定性和耐久性。
(4)夹具调整:由于偏心零件的加工过程中易受到偏心距离的影响,因此需要在夹具设计中考虑一定的调整装置。
通过调整装置可以对工件的位置进行微调,使其偏心距离保持在允许范围内,以获得满足要求的加工精度。
加工偏心零件需要特殊考虑加工工艺和夹具设计。
通过合理的加工顺序、装夹方式和夹具设计,可以确保偏心零件的加工精度和表面质量,提高工件的加工效率和质量。
偏心轴零件加工工艺及夹具设计一、偏心轴零件加工工艺偏心轴是一种具有特殊工艺需求的零件,其在加工过程中需要采用一定的工艺和夹具设计来保证加工精度和质量。
下面将介绍一种常见的偏心轴零件加工工艺及夹具设计。
1.材料选择与加工准备:偏心轴常采用钢材进行制造,根据工件要求选择合适的材料。
在加工准备阶段,要进行工件的测量和标记,确定主轴线和偏心量,并将工件进行固定。
2.粗加工:根据偏心轴零件的形状和尺寸要求,采用铣削、车削等方法对工件进行粗加工,使其具备一定的形状和基本的尺寸精度。
3.精加工:对于形状较为复杂的偏心轴零件,需要进行精加工。
常采用线切割、弧形切削、磨削等方法,通过加工逐渐接近设计要求的形状和尺寸。
4.测量与检验:在加工过程中,需要不断对偏心轴零件进行测量和检验,确保其加工精度和质量满足要求。
常用的检测手段有测量标准件、CMM测量、投影仪测量等。
5.修整与整形:在精加工之后,通常还需要进行修整与整形工艺。
根据设计要求,对偏心轴零件的表面进行研磨、抛光等处理,使其表面形状和质量更加精细。
二、夹具设计在偏心轴零件加工过程中,夹具是至关重要的一部分。
夹具设计的好坏直接影响零件的加工精度和质量。
以下是夹具设计的一般步骤:1.分析零件形状及加工特点:首先需要对偏心轴零件进行形状和加工特点的分析。
根据零件的具体要求,确定夹具的结构形式和功能。
2.确定夹紧方式:根据偏心轴零件的形状特点,可以选择不同的夹紧方式,如机械夹紧、液压夹紧、磁力夹紧等。
要根据零件的实际加工需求选择合适的夹紧方式。
3.设计夹具结构:根据偏心轴零件的形状和夹紧方式,进行夹具结构的设计。
夹具结构包括定位元件、夹持元件和固定元件等,要保证结构的刚性和稳定性。
4.确定夹具导向:根据偏心轴零件的加工要求,设计导向装置,使夹具和工件在加工过程中保持正确的位置和方向,防止误差积累。
5.考虑加工力和切削力:在夹具设计过程中,要考虑加工力和切削力对夹具的影响。
偏心零件的加工工艺及夹具设计①一、偏心零件的概念和特点偏心零件是指零件的几何中心和重心不重合,或者零件的几何中心和旋转中心不重合的零件。
在实际生产中,偏心零件的加工工艺和夹具设计相对复杂,需要特殊的加工工艺和夹具来保证加工质量和生产效率。
偏心零件的特点主要体现在以下几个方面:1. 几何形状复杂:偏心零件的几何形状通常比较复杂,存在多个曲线和曲面,加工精度要求高。
2. 刀具路径复杂:由于偏心零件的几何形状复杂,刀具的路径也会比较复杂,需要合理的刀具轨迹规划和加工路径设计。
3. 加工难度大:由于偏心零件的特殊结构和加工要求,传统的加工工艺可能无法满足需求,需要采用新的加工方法和工艺流程。
二、偏心零件的加工工艺偏心零件的加工工艺包括工艺规划、工艺路径设计、数控编程、加工设备选择、刀具选择等内容,下面我们分别介绍这些内容。
1. 工艺规划在进行偏心零件加工之前,首先需要进行工艺规划,确定加工过程中的各项技术要求和加工流程。
工艺规划包括加工精度要求、表面质量要求、加工方法选择、夹紧方案等内容。
2. 工艺路径设计偏心零件的加工通常需要进行数控加工,因此需要进行合理的工艺路径设计,确定刀具的加工路径和轨迹。
在路径设计过程中,需要考虑刀具的进刀方向、切削速度、切削深度等参数,以保证加工质量和效率。
3. 数控编程在确定了工艺路径后,需要进行数控编程,将加工路径转化为数控程序。
数控编程是数控加工的关键环节,需要考虑零件的几何形状、加工特点和切削条件,编写出合理的数控程序。
4. 加工设备选择偏心零件的加工通常采用数控加工设备,如数控车床、数控铣床等,为了满足加工要求,需要选择合适的数控设备进行加工。
5. 刀具选择偏心零件的加工需要选择合适的刀具,包括立铣刀、球头刀、圆弧刀等,以满足不同加工特点和加工要求。
三、夹具设计偏心零件的加工过程中需要采用特殊的夹具来保证加工质量和生产效率,夹具设计是整个加工过程中的重要环节。
1. 夹紧原理夹紧原理是夹具设计的核心内容,偏心零件的夹具设计需要满足零件的加工要求和夹持稳固的要求。
几种夹具设计常用机构我们在组装车间手工装配线经常可以看到一些常用的机构的应用。
通过使用这些机构,来实现零件的定位、夹紧以及装配,最终达到工艺装配要求。
下面简述几种常见的机构,并以实际使用的各种工艺装置作简单说明。
按夹具的使用功能分三种类型进行介绍。
1定位夹紧机构在继电器零部件组装时,往往需要将夹具的定位型腔打开,便于快速取放零件。
零件放置到位后,定位夹紧机构快速对零部件进行精确定位和夹紧,为随后的装配动作提供定位保证。
1)偏心轮偏心轮夹紧机构是一种快速动作的夹紧机构,一般采用手柄进行操作。
结构简单,制造容易。
如图(一)所示,扳动手柄,带动滑块左右移动,从而实现夹紧。
因需要员工手工扳动手柄进行夹紧,增加员工劳动强度。
所以,这种结构已逐渐由其他方式替代。
图(一)偏心夹紧机构2)螺旋机构螺旋机构是利用转动螺旋副实现夹紧压块的移动,来实现夹紧功能。
图(二)是左右螺旋机构的集合使用。
转动手轮,带动丝杠(左右旋)转动,左右夹紧块平行移动,可以确保零件定位夹紧的同心位置。
这种机构夹紧动作慢,辅助时间长,工作效率较低,使用场合有局限性。
应用实例:通用搅胶装置磁路铆接强度检测夹具图(二)螺旋机构3)杠杆机构杠杆机构在工艺装置夹具中广泛得到应用。
可以实现零件定位夹紧、增力放大、受力方向的转换等。
图(三)利用杠杆的摆动位置对继电器底座进行定位夹紧,夹紧的力度由弹簧决定,可根据需要进行调整。
夹具在装配工位时处于夹紧状态,确保零件的定位夹紧。
完成装配动作后,夹具返回,利用工装的斜面接触杠杆的末端,使杠杆绕支点转动,夹具的夹紧功能得到释放,故而松开底座,方便零件的取放。
这种夹紧结构非常适合在工装中使用。
图(三)杠杆夹紧机构4)平面四杆机构图(四)为四杆机构的一个应用实例。
使用操作时,按下手柄,利用机构的运动特点,左右夹块会按要求左右滑动,将夹具打开。
放入工件后,松开手柄,夹具在拉簧的作用下复位(拉簧未画出),实现工件的夹紧。