标准作业票
- 格式:ppt
- 大小:1.49 MB
- 文档页数:22
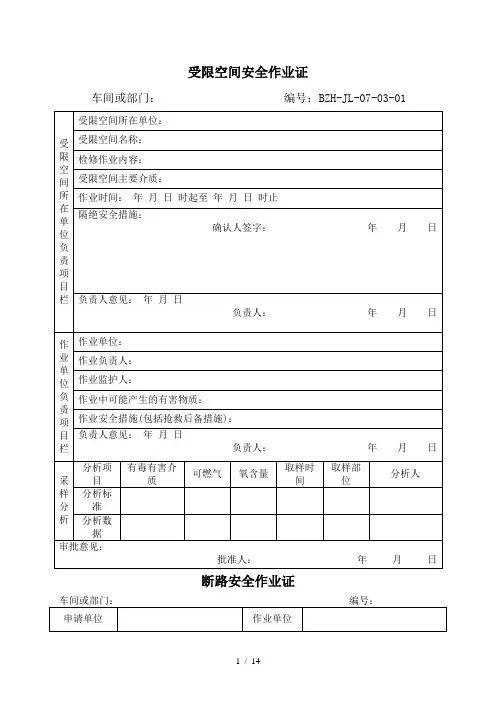
受限空间安全作业证车间或部门:编号:BZH-JL-07-03-01断路安全作业证动土安全作业证车间或部门:编号:动土安全作业证 (背面) 安全措施动火安全作业证设备检修安全作业证注:1.本作业证适用于化工企业生产区域的设备大、中修与抢修作业。
设备检修作业前应办理本证,设备所属单位内部人员检修不必工程管理部门审批。
2.根据设备检修项目要求,应制定设备检修方案,落实检修人员、检修组织和安全措施。
3.检修项目负责人须按检修方案的要求,组织检修任务人员到检修现场,交待清楚检修项目、任务、检修方案,并落实检修安全措施。
4.检修项目负责人对检修安全工作负全面责任,并指定专人负责整个检修作业过程的安全工作。
5.设备检修如须高处作业、动火、动土、断路、吊装、抽堵盲板、进入设备内作业等,须规定办理相应的安全作业证。
6.设备的清洗、置换、交出由设备所在单位负责,设备清洗、置换后应有分析报告。
检修项目负责人应会同设备技术人员、工艺技术人员检查并确认设备、工艺处理及盲板抽堵等符合检修安全要求。
7.检修前,必须对参加检修作业的人员进行安全教育。
8.变更作业内容,扩大作业范围或转移作业地点,应从新办理许可证。
9.对审批手续不全、安全措施不落实、作业环境不符合安全要求的,作业人员有权拒绝作业。
10.其它选项见《设备检修作业风险分析和安全措施》(附后)。
11.本证一式二份,施工单位一份,工程(机动)管理部门留存一份。
设备检修作业风险分析和安全措施高处作业证注:1、审批人必须是车间、队领导或有职称的技术员。
2、此证有效时间为10天,作业人员变更需重新办理。
3、此证为二联,一联由作业负责人随身携带,二联由审批人留存,保留三个月。
10 / 14吊装安全作业证吊装安全作业证背面的安全措施交叉作业方案编号:。
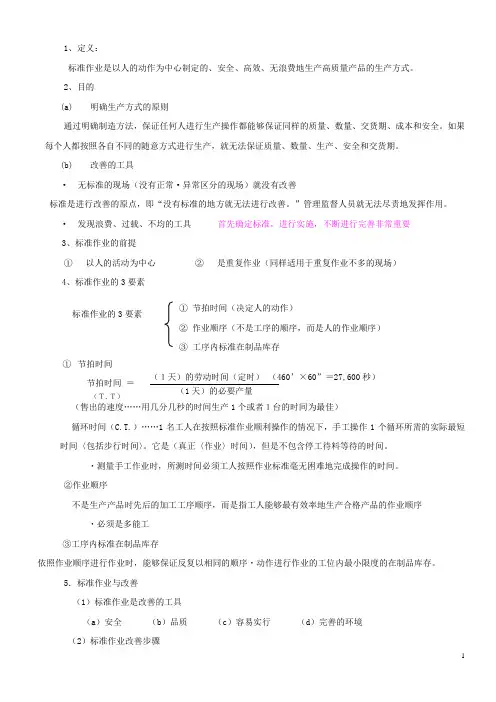
1、定义: 标准作业是以人的动作为中心制定的、安全、高效、无浪费地生产高质量产品的生产方式。
2、目的 (a) 明确生产方式的原则通过明确制造方法,保证任何人进行生产操作都能够保证同样的质量、数量、交货期、成本和安全。
如果 每个人都按照各自不同的随意方式进行生产,就无法保证质量、数量、生产、安全和交货期。
(b) · 改善的工具 无标准的现场(没有正常·异常区分的现场)就没有改善标准是进行改善的原点,即“没有标准的地方就无法进行改善。
”管理监督人员就无法尽责地发挥作用。
· 发现浪费、过载、不均的工具 首先确定标准,进行实施,不断进行完善非常重要3、标准作业的前提 ① 以人的活动为中心 ② 是重复作业(同样适用于重复作业不多的现场)4、标准作业的 3 要素 ① 节拍时间(决定人的动作) ② 作业顺序(不是工序的顺序,而是人的作业顺序) ③ 工序内标准在制品库存 ① 节拍时间 节拍时间 =(T.T)标准作业的 3 要素(1天)的劳动时间(定时) (460’×60”=27,600 秒) (1 天)的必要产量(售出的速度„„用几分几秒的时间生产 1 个或者1台的时间为最佳) 循环时间(C.T.)„„1 名工人在按照标准作业顺利操作的情况下,手工操作 1 个循环所需的实际最短 时间〈包括步行时间〉 。
它是(真正〈作业〉时间) ,但是不包含停工待料等待的时间。
・测量手工作业时,所测时间必须工人按照作业标准毫无困难地完成操作的时间。
②作业顺序 不是生产产品时先后的加工工序顺序,而是指工人能够最有效率地生产合格产品的作业顺序 ・必须是多能工 ③工序内标准在制品库存 依照作业顺序进行作业时,能够保证反复以相同的顺序・动作进行作业的工位内最小限度的在制品库存。
5.标准作业与改善 (1)标准作业是改善的工具 (a)安全 (b)品质 (c)容易实行 (d)完善的环境(2)标准作业改善步骤1① 明确改善的需求(目标设定) ② 仔细观察作业的现状。

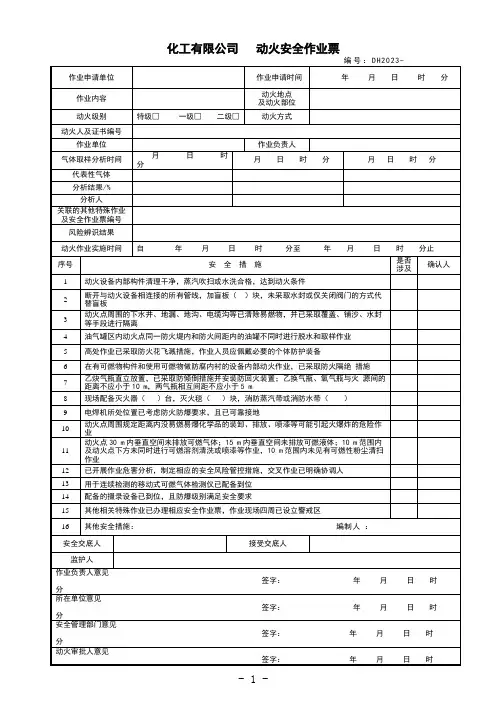
化工有限公司动火安全作业票化工有限公司盲板抽堵安全作业票编号:MB2023-有限公司高处安全作业票编号:GC2023-化工有限公司吊装安全作业票编号:DZ2023-化工有限公司临时用电安全作业票编号:LD2023-编号:DT2023-编号:DL2023-附录1 动火安全作业票填写模板附录3 盲板抽堵安全作业票编号:MB2023040101附录6 临时用电安全作业票编号:LD20230401001编号:DT2023041001编号:DL2023041001动火安全作业票填写模板(2022)危危危危危危危危危危一、目的为全面贯彻“安全第一,预防为主、综合治理”方针,预防和减少各类事故发生,实现安全生产,特制定本办法。
二、适用范围本办法适用于公司各部门及来公司区域作业的相关方。
三、职责(1)安全部负责危险作业安全管理制度的制定、修改、完善。
(2)相关部门负责依照本办法贯彻落实。
四、内容与要求1、危险作业范畴及基本要求处作业、吊装作业、交叉作业、动土作业等。
(2)危险作业实行审批制度。
(3)特种作业人员必须持证上岗。
(4)危险作业前相关部门必须在公司专业安全技术人员指导下,对作业过程中的危险、危害因素进行预先危险性分析,对分析发现的问题列出清单,落实有效的安全措施和应急救援措施,形成危险作业方案。
2、动火作业2.1作业分级2.1.1固定动火区外的动火作业分为特级动火、一级动火和二级动火三个级别;遇节假日、公休日、夜间或其他特殊情况,动火作业应升级管理。
2.1.2 特级动火作业:在火灾爆炸危险场所处于运行状态下的生产装置设备、管道、储罐、容器等部位上进行的动火作业(包括带压不置换动火作业);存有易燃易爆介质的罐区防火堤内的动火作业。
(如在公司的甲类车间、甲类仓库、埋地罐区的动火)2.1.3 一级动火作业:在火灾爆炸危险场所进行的除特级动火作业以外的动火作业,管廊上的动火作业按一级动火作业管理。
2.1.4 二级动火作业:除特级动火作业和一级动火作业以外的动火作业。

标准作业三票
首先,标准作业票是指对生产过程中每一个环节的具体操作步
骤进行详细描述的文件。
它包括了操作人员、操作内容、操作方法、操作顺序、操作要点、安全注意事项等内容。
标准作业票的制定可
以帮助员工清楚地了解自己的工作内容,规范操作流程,降低操作
失误的风险,提高工作效率。
其次,自检票是指在生产过程中,操作人员对自己的操作进行
检查的工具。
自检票列出了需要检查的项目和标准,操作人员在操
作完成后进行逐项检查,并在自检票上进行记录。
自检票的使用可
以帮助员工及时发现操作失误或质量问题,减少不合格品的产生,
提高产品质量。
最后,互检票是指在生产过程中,不同岗位的操作人员相互之
间进行检查的工具。
互检票明确了需要进行互检的岗位和互检的内容,操作人员在完成自己的操作后,交接给下一个岗位的操作人员
进行检查,并在互检票上进行记录。
互检票的使用可以帮助不同岗
位之间相互监督,减少岗位之间的漏检现象,提高产品质量。
综上所述,标准作业三票在企业生产管理中起着至关重要的作
用。
它们通过规范操作流程、提高工作效率、降低操作失误的风险、提高产品质量等方面发挥着积极的作用。
因此,企业在生产管理中
应该重视标准作业三票的使用,不断完善和优化标准作业票、自检
票和互检票的内容和流程,以提高企业的竞争力和持续发展能力。
二级动火作业票标准一、作业申请条件1. 在正常运行期间,需要执行二级动火作业的区域或设备应满足以下条件:a) 通风良好,易于采取隔离和防止火星产生措施;b) 周围无易燃易爆物品,且与明火作业区域有效隔离;c) 现场有专人负责监督和协调作业。
2. 在非常运行期间,如遇特殊情况需执行二级动火作业,应由相关部门提出申请,说明原因和采取的防护措施,并经过公司领导审批后方可进行。
二、作业票填写要求1. 作业票应由作业负责人或指定专人填写,内容应清晰、完整。
2. 作业票上应注明作业地点、时间、作业内容、防护措施、现场负责人等信息。
3. 作业票填写完毕后,应由相关部门负责人审核并签字确认。
三、作业安全要求1. 执行二级动火作业前,必须采取以下安全措施:a) 将作业区域与其他区域有效隔离,并采取防护措施防止火星飞溅;b) 现场配备足够的消防器材和设备,并确保其处于良好状态;c) 现场应有专人负责监督和协调作业,并配备通信设备以便及时联系。
2. 作业过程中,应遵守以下规定:a) 严格执行动火作业规程,确保作业过程安全可靠;b) 遇有紧急情况或发现不安全因素,应立即停止作业并及时采取补救措施;c) 现场人员应佩戴相应的安全防护用品。
3. 作业完毕后,应进行验收并做好记录。
四、作业现场管理1. 作业现场应设置警戒线或警示标识,禁止无关人员进入。
2. 作业现场应有明显的安全出口标志和消防器材存放点指示牌。
3. 现场负责人应对作业过程进行监督和协调,确保作业顺利进行。
4. 现场人员应服从统一指挥,遵守各项安全规定。
5. 现场应有专人负责管理工具、设备等物品的安全使用和维护工作。
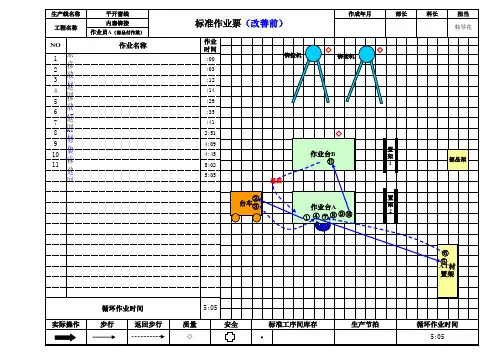
标准作业组合票制作⽅法标准作业组合票制作⽅法GIANT 胡吉明1.标准作业组合票定义是对⼯序操作的步骤和时间的⽬视化,通过⽬视化的直线或曲线来分析⼈机配合,实现⼀⼈多机。
2.标准作业组合票三要素:a.节拍时间(T/T): 每班嫁动时间(8H)/每班⽣产量(定量⽣产)b.作业顺序:作业者的作业顺序c.标准⼿持数:同样的作业程序,可以实施重复作业中,在⼯程内等待之最低限度的半成品。
3.标准作业组合票基本表格设计作业组合票基本表格主要包含以下⼏项:(1)⼯程别(2)作业名称(3)设备名称(4)作业顺序(5)作业内容(6)时间:⼿操作时间、机加⼯时间、步⾏时间等;(7)表头部分:车种(型号)、作成⽇期、T/T、C/T、设计者、核准者等;根据所分析⼯程⼯作⽬,按作业顺序进⾏作业内容分解、测时,并计⼊表格。
4.作业组合票EXCEL组合线图绘制(1)基本线图:粗实线表⽰⼿作业时间点线表⽰机⾃动加⼯时间波线1 表⽰步⾏时间(空⼿)波线2 表⽰步⾏时间(持物)箭头表⽰等待时间(2)Excel图表⽣成制作步骤①插⼊图表:点击“插⼊”→“条形图”→“堆积条形图”→调整⾄合适⼤⼩;②选择所插⼊图表,右击→“选择数据(E)”→选择源数据,时间栏中E列值→回车→点击“添加(A)”→在“编辑数据系列”对话框中“选择系列值(V),选择源数据D列→确定→再次点击“添加(A)”按钮→同理选择源数据G列→确定;③调整所插⼊图表a.将图表右侧中部“系列1”、“系列2”、“系列3”删除;b.左键点击垂直轴-Y轴,坐标轴数值→右击→“设置坐标轴格式”→在“坐标轴选项”中选择“逆序类别(C)→再次点击Y轴→右击→添加主要⽹格线格式c.选择⽔平轴-X轴坐标轴→右击→“设置坐标轴格式”→在“坐标轴选项”中设置最⼤值、主要刻度单位、次要刻度单位等参数d.选择⽔平轴-X轴坐标轴→右击→“添加次要⽹格线”e.⿏标点击图标区→右击→“设置图标区域格式”→选择“⽆填充”、“⽆线条”→关闭f.选择垂直轴-Y轴坐标数值→Delete 删除g.双击E列条形图→右击→“数据点格式”→选择“⽆填充”、“⽆线条”→关闭h.双击G列条形图→右击→“数据点格式”→选择“⽆填充”、“⽆线条”→关闭i.双击G列条形图→右击→“数据点格式”→选择“纯⾊填充”、“实线”、“边框”调整→关闭(3)⼿⼯绘制机加⼯、步⾏持物(空⼿)、C/T、T/T等线图Excel标准作业组合票⾃动⽣成表制作完毕,见下图所⽰:5.作业组合票相关说明(1)标准作业组合票图⽰法计⼊说明①C/T < T/T , 机械⾃动加⼯时间超出“节拍时间”线时,超出部分必须折回0点开始;②C/T > T/T , 机械⾃动加⼯时间超出“循环时间”线时,超出部分必须折回0点开始;③C/T < T/T , ⼯程作业时间 < T/T,制品加⼯完成后仍有等待时间发⽣时,记号;④作业途中的等待,⼯程中有等待时,记号;⑤机器同时启动,2台机器同时启动时,点线并列画⼊;(2)C/T、T/T分析①现状C/T < T/T :会产⽣⼈员浪费,取得作业不均衡,等待浪费;改善策略:收集等待,依据作业改善缩短C/T,进⾏省⼈化改善;⽬的:使C/T = T/T ,将浪费减少⾄最低限度,节省成本。