板式家具工序质量标准及检验规范
- 格式:doc
- 大小:325.50 KB
- 文档页数:29
编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01。
编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02。
编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:。
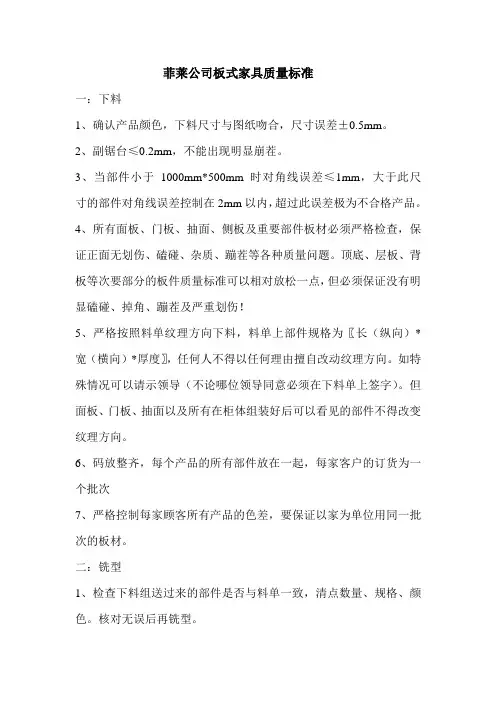
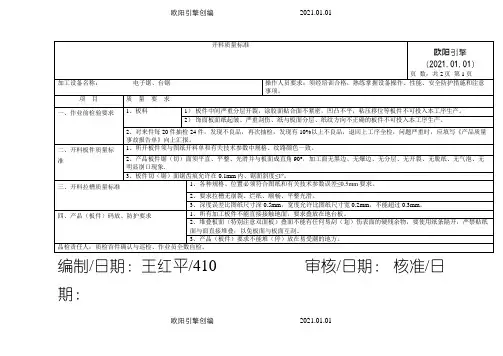
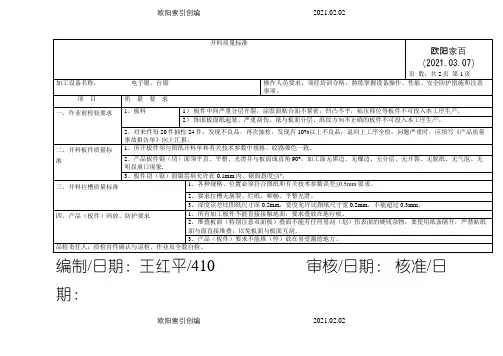
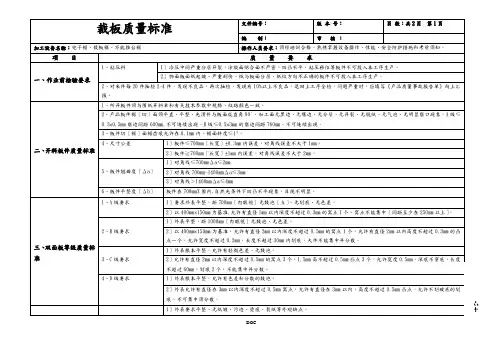
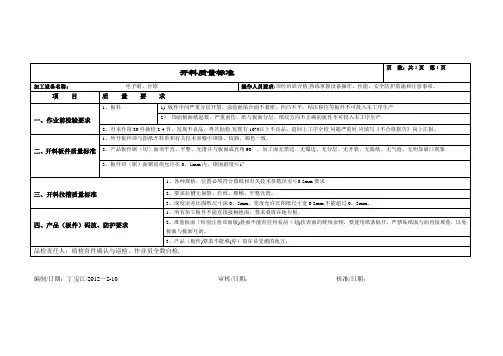
菲莱公司板式家具质量标准一:下料1、确认产品颜色,下料尺寸与图纸吻合,尺寸误差±0.5mm。
2、副锯台≤0.2mm,不能出现明显崩茬。
3、当部件小于1000mm*500mm时对角线误差≤1mm,大于此尺寸的部件对角线误差控制在2mm以内,超过此误差极为不合格产品。
4、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!5、严格按照料单纹理方向下料,料单上部件规格为〖长(纵向)*宽(横向)*厚度〗,任何人不得以任何理由擅自改动纹理方向。
如特殊情况可以请示领导(不论哪位领导同意必须在下料单上签字)。
但面板、门板、抽面以及所有在柜体组装好后可以看见的部件不得改变纹理方向。
6、码放整齐,每个产品的所有部件放在一起,每家客户的订货为一个批次7、严格控制每家顾客所有产品的色差,要保证以家为单位用同一批次的板材。
二:铣型1、检查下料组送过来的部件是否与料单一致,清点数量、规格、颜色。
核对无误后再铣型。
2、所有需铣型产品图样必须保证与图纸一致。
3、,根据料单提供的轨道样式确定开槽位置。
4、所有模板的制作要保证与图纸一致,线条流畅、圆滑无明显弯曲现象,开槽宽度与深度必须与轨道吻合。
5、选用合适刀头,保持刀头锋利,不得出现蹦边现象。
铣型时用力要均匀,完全按照模板形状。
6、所有铣型部件完成后需用砂纸磨平,防止封边不严,如因铣型不平造成的封边脱落现象由铣型组负全责。
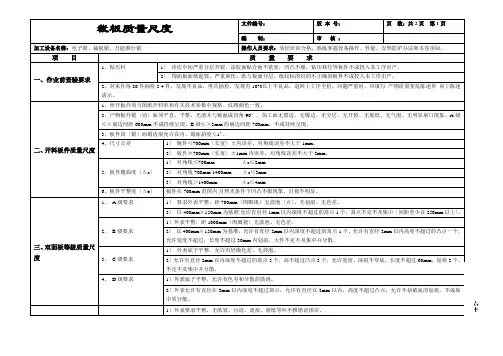
三:封边1、先看料单,与料单核对颜色与部件数量、尺寸。
看下料组是否有多下、漏下、错下现象,尺寸是否与料单吻合。
2、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!3、粘贴要牢固,胶量要适中。
编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编。
板式家具工序质量标准及检验规范板式家具工序质量标准及检验规范随着现代科技的发展,板式家具作为一种新型的家具产品,在市场上得到了广泛的应用和推广,成为了人们生活中必不可少的一部分。
作为消费者,我们购买板式家具时常关注的是产品的质量和性能。
然而,作为制造板式家具的厂家和工人,了解和掌握板式家具工序质量标准及检验规范则显得更为重要。
1.板式家具生产工序及检验要点1.1 前期准备工作前期准备工作是板式家具生产的重要环节,决定了产品后期性能和质量。
生产前,首先需要对板材进行挑选和检验。
板材应该符合国家标准,并不存在裂痕、划痕或者缺陷等情况。
板材的厚度、长度和宽度也需要统一,以保证制作的板式家具版面整齐美观。
此外,在生产前还需要准备好叉车、分条机、打磨机、钻机等生产设备,并对设备进行维修保养,确保设备的正常运行。
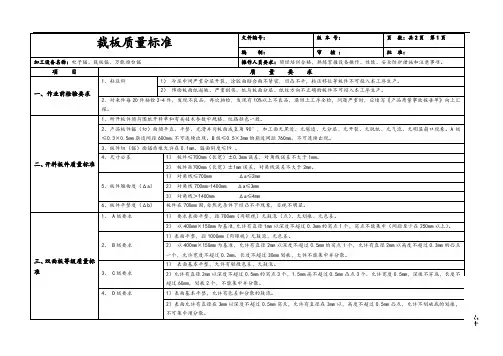
1.2 板材切割工序板材切割是板式家具生产的第一道工序,质量和精度是非常重要的,因此需要在细节上处理好各个环节。
首先需要在计算机中进行设计和确定板材的尺寸、互相搭配的位置,然后根据设计方案使用数控切割机器人对板材进行切割。
在切割过程中,需要注意安全,确保作业人员不会意外受伤。
同时,还需要在切割后进行审查,检查板材有无毛刺、切割平整度等问题,防止影响后续的生产。
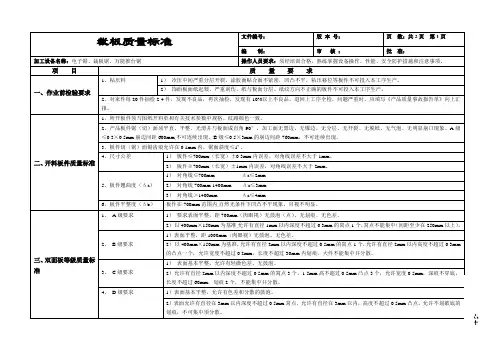
1.3 端部粘合工序端部粘合工序是将多块板材粘在一起制作成大尺寸的板式家具的过程。
首先,需要将板材表面清洁干净,保证其平整无油脂或其他物质。
然后,使用多头压接机进行粘接,注意要加强压力,确保板材之间的粘接牢固,避免板材间有空隙。
在端部粘合工序中还需要注重细节,在橱柜和书柜等家具中尤其重要,如门框的内角处和侧板相接口处需用抗裂胶进行黏接,增加接头的牢固性。
同时在粘接后最好进行烘干,约为30分钟,此操作可减少水分含量杜绝板材湿气过多,导致板材变形。
1.4 表面处理工序表面处理工序是板式家具制作中最能展现产品质量和工艺的一个工序。
简单的表面处理会导致板式家具整体外观低档次,而精细的表面处理会让产品看起来高大上,有品质感。
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
1
2
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
3
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
4
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
5
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
6
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
7
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
8
9
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
10
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
11
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
12
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
14
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
15
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
16
17
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
18
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
19
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
20
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
21
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
22
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
23
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
24
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
25
26
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
27
28
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
29。