经典油缸抽芯案例剖析
- 格式:ppt
- 大小:894.00 KB
- 文档页数:10
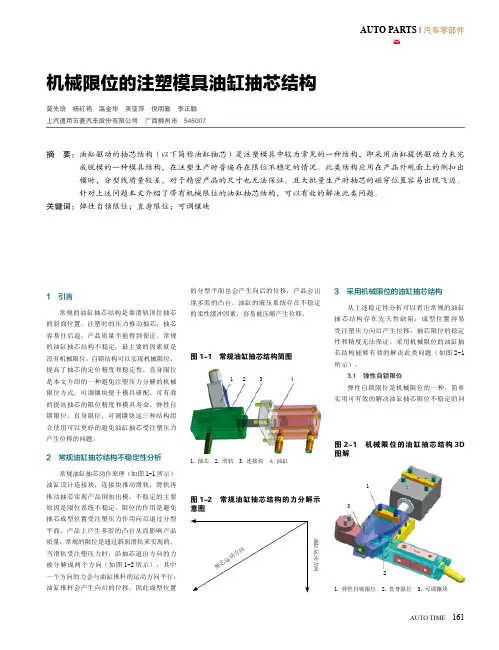
AUTO PARTS | 汽车零部件 时代汽车 www.cnautotime.com机械限位的注塑模具油缸抽芯结构莫先培 杨红艳 温金华 吴亚萍 倪明勤 李正聪上汽通用五菱汽车股份有限公司 广西柳州市 545007摘 要: 油缸驱动的抽芯结构(以下简称油缸抽芯)是注塑模具中较为常见的一种结构,即采用油缸提供驱动力来完成脱模的一种模具结构,在注塑生产时普遍存在限位不稳定的情况。
此类结构应用在产品外观面上的倒扣出模时,分型线质量较差,对于精密产品的尺寸也无法保证。
且大批量生产时抽芯的碰穿位置容易出现飞边。
针对上述问题本文介绍了带有机械限位的油缸抽芯结构,可以有效的解决此类问题。
关键词:弹性自锁限位;直身限位;可调镶块1 引言常规的油缸抽芯结构是靠滑轨顶住抽芯的斜面位置,注塑时的压力推动抽芯,抽芯容易往后退,产品质量不能得到保证。
常规的油缸抽芯结构不稳定,最主要的因素就是没有机械限位,自锁结构可以实现机械限位,提高了抽芯的定位精度和稳定性。
直身限位是本文介绍的一种避免注塑压力分解的机械限位方式。
可调镶块便于模具研配,可有效的提高抽芯的限位精度和模具寿命。
弹性自锁限位、直身限位、可调镶块这三种结构组合使用可以更好的避免油缸抽芯受注塑压力产生位移的问题。
2 常规油缸抽芯结构不稳定性分析常规油缸抽芯动作原理(如图1-1所示)油缸设计连接块,连接块推动滑轨,滑轨再推动抽芯实现产品倒扣出模。
不稳定的主要原因是限位系统不稳定,限位的作用是避免抽芯成型位置受注塑压力作用向后退过分型平面,产品上产生多胶的凸台从而影响产品质量,常规的限位是通过斜面滑轨来实现的,当滑轨受注塑压力时,沿抽芯退出方向的力被分解成两个方向(如图1-2所示),其中一个方向的力会与油缸推杆的运动方向平行,油缸推杆会产生向后的位移,因此成型位置的分型平面也会产生向后的位移,产品会出现多胶的凸台。
油缸的液压系统存在不稳定的柔性缓冲因素,容易被压缩产生位移。
绪论0.1 模具在工业中的重要性模具是工业中的重要工艺装备,模具工业是国民经济各部门发展的重要基础之一,塑料模指用于成型塑料制件的模具,它是型腔模的一种类型。
模具是一种技术密集,资金密集型新产品,在我国国民经济中的地位非常重要。
由于新技术新材料新过亿的不断发展,促使模具技术不断进步,对人才的知识能力和素质的要求也在不断提高。
模具制造技术迅速发展,已称为现代制造技术的重要组成部分。
模具在设计中采用有限元法,边界元法进行流动冷却和传热过程的动态模拟技术,模具的CIMS技术,已在开发的模具DNM技术以及数控技术等,几乎覆盖了素有现在制造技术。
对于一个模具设计人员来说,如何根据图样或产品要求尽快地设计出结构优化的模具是重中之重。
模具设计需要考虑的因素很多,如塑料种类,塑件特点,型腔数目,注射剂类型以及成型零件和结构零件的设计等等。
注射成型原理0.2 注射成型原理及其工艺特性注射成型是高聚物的一种重要的成型工艺。
注射成型的设备是注射机和注塑模具。
它是使固体塑料在注射机的料简内通过外部加热、机械剪切力和摩擦热等作用,熔化成流动状态,后经柱塞或移动螺杆以很高的压力和较快的速度,通过喷嘴注入到闭合的模具中,经过一定的时间保压固化后,脱模取出制品。
注射成型机主要的有杜塞式和螺杆式两种,以后者为常用。
不同类型的注射机的动作程序不完全相同,但塑料的注射成型原理及过程是相同的。
热塑性塑料注射时,模具温度比注射料温低,制品是通过冷却而定型的;热固性塑料注射时,其模具温度要比注射料温高,制品是要在一定的温度下发生交联固化而定型的。
0.3 注射成型原理、特点及应用0.3.1注射成型原理注射成型的原理是将颗粒状或粉末状塑料从注射机的料斗送进加热的料筒中,经过加热融化呈流动状态后,在柱塞或螺杆的推动下,熔融塑料被压缩并向前移动,进而通过料筒前端的喷嘴以很快的速度注入温度较低的闭合模腔中,充满型腔的熔料在受压的情况下,经冷却固化后即可保持模具型腔所赋予的形状,然后开模分型获得成型塑件。
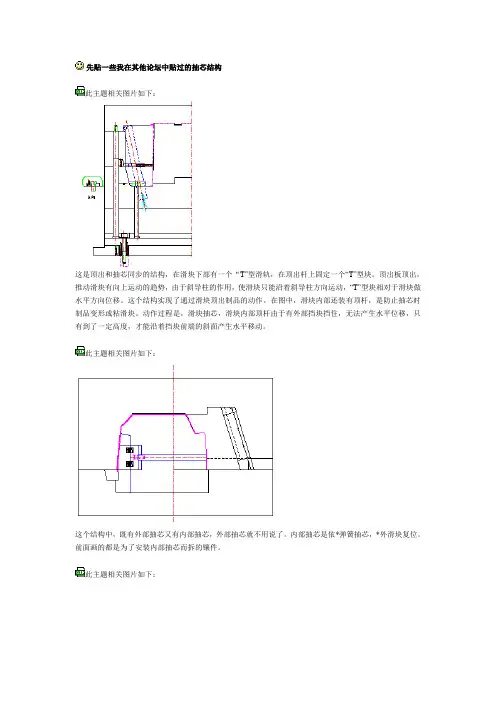
先贴一些我在其他论坛中贴过的抽芯结构
此主题相关图片如下:
这是顶出和抽芯同步的结构,在滑块下部有一个“T”型滑轨,在顶出杆上固定一个“T”型块。
顶出板顶出,推动滑块有向上运动的趋势,由于斜导柱的作用,使滑块只能沿着斜导柱方向运动,“T”型块相对于滑块做水平方向位移。
这个结构实现了通过滑块顶出制品的动作。
在图中,滑块内部还装有顶杆,是防止抽芯时制品变形或粘滑块。
动作过程是,滑块抽芯,滑块内部顶杆由于有外部挡块挡住,无法产生水平位移,只有到了一定高度,才能沿着挡块前端的斜面产生水平移动。
此主题相关图片如下:
这个结构中,既有外部抽芯又有内部抽芯,外部抽芯就不用说了。
内部抽芯是依*弹簧抽芯,*外滑块复位。
前面画的都是为了安装内部抽芯而拆的镶件。
此主题相关图片如下:
这是个标准的斜顶结构,顶出块顶出.
此主题相关图片如下:
这是一个实现不同向抽芯的结构,这个结构是两个抽芯动作分离,先是上面滑块在下面滑块上运动,然后一起运动.
此主题相关图片如下:
油缸抽芯,没什么特别.
此主题相关图片如下:
这是由油缸来实现顶出和抽芯同时动作,我在图中没画滑块的导向,一般用斜导柱导向.这是周转箱的标准结构.优点是结构紧凑,成本低.
此主题相关图片如下:
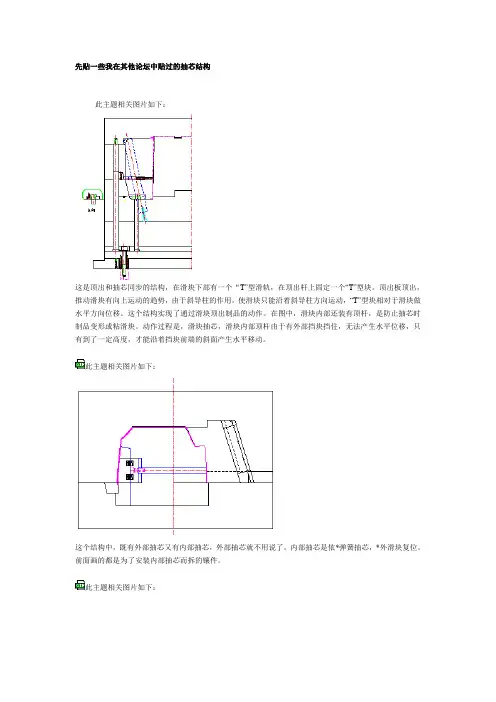
定模侧抽芯,滑块PL.面处的斜垫板的作用是抽芯时,滑块能离开模具分型面,防止滑块口部经常摩擦损坏.
此主题相关图片如下:
适用于较小空间抽芯.
此主题相关图片如下:
水平竖直同步抽芯.
此主题相关图片如下:
定模侧抽芯。
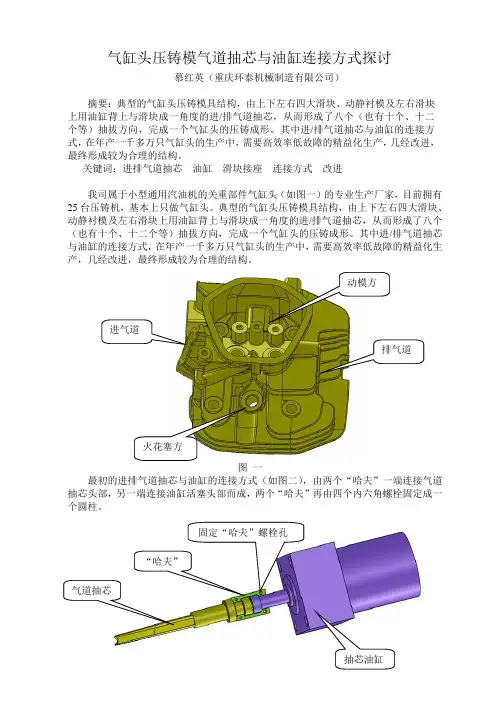
气缸头压铸模气道抽芯与油缸连接方式探讨慕红英(重庆环泰机械制造有限公司)摘要:典型的气缸头压铸模具结构,由上下左右四大滑块、动静衬模及左右滑块上用油缸背上与滑块成一角度的进/排气道抽芯,从而形成了八个(也有十个、十二个等)抽拔方向,完成一个气缸头的压铸成形。
其中进/排气道抽芯与油缸的连接方式,在年产一千多万只气缸头的生产中,需要高效率低故障的精益化生产,几经改进,最终形成较为合理的结构。
关键词:进排气道抽芯 油缸 滑块接座 连接方式 改进我司属于小型通用汽油机的关重部件气缸头(如图一)的专业生产厂家,目前拥有25台压铸机,基本上只做气缸头。
典型的气缸头压铸模具结构,由上下左右四大滑块、动静衬模及左右滑块上用油缸背上与滑块成一角度的进/排气道抽芯,从而形成了八个(也有十个、十二个等)抽拔方向,完成一个气缸头的压铸成形。
其中进/排气道抽芯与油缸的连接方式,在年产一千多万只气缸头的生产中,需要高效率低故障的精益化生产,几经改进,最终形成较为合理的结构。
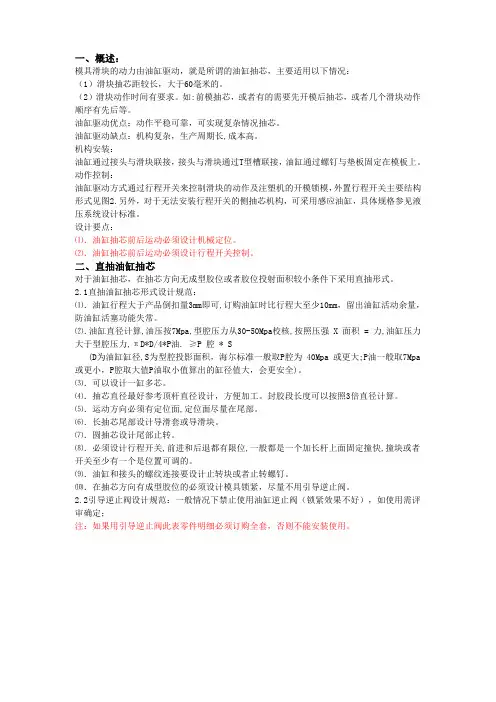
图 一最初的进排气道抽芯与油缸的连接方式(如图二),由两个“哈夫”一端连接气道抽芯头部,另一端连接油缸活塞头部而成,两个“哈夫”再由四个内六角螺栓固定成一个圆柱。
图 二这种采用“哈夫”连接气道抽芯及油缸的连接方式,由于每做一模,气道抽芯都要在模具中完成一次插入和抽拔的过程,经过千万次的开合模,固定两个“哈夫”的四个内六角螺栓极易发生松动,进而使“哈夫”异常受力而断裂,更换频繁,生产受阻。
曾经因为螺栓松动问题,我们要求压铸工人每班前都必须检查拧紧螺栓,但这种依靠人为因素去解决问题,始终无法达到理想效果。
后又采用将“哈夫”外径做大以增加强度的方式,也没有办法从根本来解决这个问题。
而且这种“哈夫”制作比较麻烦,先要车加工,钻螺栓孔,铣螺栓帽子沉台,最后需要采用线切割剖开。
另外就是油缸的连接头颈处也容易断裂,修复时需要更换整根油缸活塞杆,配密封圈调试后才能再次使用。
一、概述:模具滑块的动力由油缸驱动,就是所谓的油缸抽芯,主要适用以下情况:(1)滑块抽芯距较长,大于60毫米的。
(2)滑块动作时间有要求。
如:前模抽芯,或者有的需要先开模后抽芯,或者几个滑块动作顺序有先后等。
油缸驱动优点:动作平稳可靠,可实现复杂情况抽芯。
油缸驱动缺点:机构复杂,生产周期长,成本高。
机构安装:油缸通过接头与滑块联接,接头与滑块通过T型槽联接,油缸通过螺钉与垫板固定在模板上。
动作控制:油缸驱动方式通过行程开关来控制滑块的动作及注塑机的开模锁模,外置行程开关主要结构形式见图2.另外,对于无法安装行程开关的侧抽芯机构,可采用感应油缸,具体规格参见液压系统设计标准。
设计要点:⑴.油缸抽芯前后运动必须设计机械定位。
⑵.油缸抽芯前后运动必须设计行程开关控制。
二、直抽油缸抽芯对于油缸抽芯,在抽芯方向无成型胶位或者胶位投射面积较小条件下采用直抽形式。
2.1直抽油缸抽芯形式设计规范:⑴.油缸行程大于产品倒扣量3mm即可,订购油缸时比行程大至少10mm,留出油缸活动余量,防油缸活塞功能失常。
⑵.油缸直径计算,油压按7Mpa,型腔压力从30-50Mpa校核,按照压强 X 面积 = 力,油缸压力大于型腔压力,πD*D/4*P油. ≥P 腔 * S(D为油缸缸径,S为型腔投影面积,海尔标准一般取P腔为 40Mpa 或更大;P油一般取7Mpa 或更小,P腔取大值P油取小值算出的缸径值大,会更安全)。
⑶.可以设计一缸多芯。
⑷.抽芯直径最好参考顶杆直径设计,方便加工。
封胶段长度可以按照3倍直径计算。
⑸.运动方向必须有定位面,定位面尽量在尾部。
⑹.长抽芯尾部设计导滑套或导滑块。
⑺.圆抽芯设计尾部止转。
⑻.必须设计行程开关,前进和后退都有限位,一般都是一个加长杆上面固定撞快,撞块或者开关至少有一个是位置可调的。
⑼.油缸和接头的螺纹连接要设计止转块或者止转螺钉。
⑽.在抽芯方向有成型胶位的必须设计模具锁紧,尽量不用引导逆止阀。
先贴一些我在其他论坛中贴过的抽芯结构
此主题相关图片如下:
这是顶出和抽芯同步的结构,在滑块下部有一个“T”型滑轨,在顶出杆上固定一个“T”型块。
顶出板顶出,推动滑块有向上运动的趋势,由于斜导柱的作用,使滑块只能沿着斜导柱方向运动,“T”型块相对于滑块做水平方向位移。
这个结构实现了通过滑块顶出制品的动作。
在图中,滑块内部还装有顶杆,是防止抽芯时制品变形或粘滑块。
动作过程是,滑块抽芯,滑块内部顶杆由于有外部挡块挡住,无法产生水平位移,只有到了一定高度,才能沿着挡块前端的斜面产生水平移动。
此主题相关图片如下:
这个结构中,既有外部抽芯又有内部抽芯,外部抽芯就不用说了。
内部抽芯是依*弹簧抽芯,*外滑块复位。
前面画的都是为了安装内部抽芯而拆的镶件。
此主题相关图片如下:
这是个标准的斜顶结构,顶出块顶出.
此主题相关图片如下:
这是一个实现不同向抽芯的结构,这个结构是两个抽芯动作分离,先是上面滑块在下面滑块上运动,然后一起运动.
此主题相关图片如下:
油缸抽芯,没什么特别.
此主题相关图片如下:
这是由油缸来实现顶出和抽芯同时动作,我在图中没画滑块的导向,一般用斜导柱导向.这是周转箱的标准结构.优点是结构紧凑,成本低.
此主题相关图片如下:
定模侧抽芯,滑块PL.面处的斜垫板的作用是抽芯时,滑块能离开模具分型面,防止滑块口部经常摩擦损坏.
此主题相关图片如下:
适用于较小空间抽芯.
此主题相关图片如下:
水平竖直同步抽芯.
此主题相关图片如下:
定模侧抽芯。

注塑模抽芯油缸的选取和使用油缸因其结构紧凑,工作时直线运动平稳,输出力大,在注塑模模具中得到越来越广泛的应用;但又因其工作效率低、控制繁琐,使其应用受到了一定的限制。
本文着重介绍了注塑模抽芯油缸的选取和使用,为油缸在注塑模抽芯及顶出机构设计中的选用提供了参考。
1注塑模中油缸抽芯及顶出常见结构1.1油缸用于定模抽芯定模抽芯用油缸驱动,可简化模具结构(图1)。
如果此处采用常规滑块抽芯,将使模具设计结构复杂,加工制造难度大,增加成本;利用油缸驱动抽芯,则大大简化模具结构,降低成本。
1.2油缸用于大行程滑块抽芯当滑块行程较大时,采用斜导柱抽芯,因斜导柱受力状况较差,容易损坏,并且模具体积较大,增加成本;用油缸代替斜导柱可以改善受力状况,确保抽芯动作平稳实现,并且可以减少模具体积,降低成本。
但需注意动作顺序的控制和滑块锁紧,以免动作错乱损坏模具或油缸锁紧力不足而无法封料,抽芯力不足而抽不动滑块。
图2为大行程抽芯实例(玩具枪管注塑模设计的局部结构)。
1.3油缸用于制品顶出在顶出行程超过注塑机顶出行程时,可考虑用油缸顶出,根据顶出时位置的不同,可分为从定模顶出和从侧向顶出。
在此类应用中,应注意油缸的安装位置,尽可能使油缸顶出力与顶出元件对顶杆组板的作用力构成平衡力系,减少顶杆组板的倾斜,使顶杆组板动作顺利(图3)。
2油缸驱动力的计算及选用一般情况下,在模具设计时通过类比的办法来选择油缸,对油缸驱动力不进行计算。
但如果没有类比对象或在一些不常见的场合选用油缸时,必须对油缸驱动力进行正确的计算,才能选择合适大小的油缸2.1油缸驱动力计算建立油缸力学模型(图4)。
由力的计算公式可知:F=PS式中:P———压强,PaS———受压面积,cm2从上面公式可以看出,由于油缸推动和拉动时受压面积不同,故所产生的力也不同,其力学公式如下:推力:F1=P×π(D/2)2=P×πD2/4拉力:F2=P×π[(D/2)2-(d/2)2]=P×π(D2-d2)/4式中:D———油缸内径,mmd———活塞杆直径,mm而在实际应用中,由于受运行效率的影响,还需加上一个负荷率β。