数控机床几何精度检测工具及使用方法(PPT48页)
- 格式:ppt
- 大小:3.18 MB
- 文档页数:49
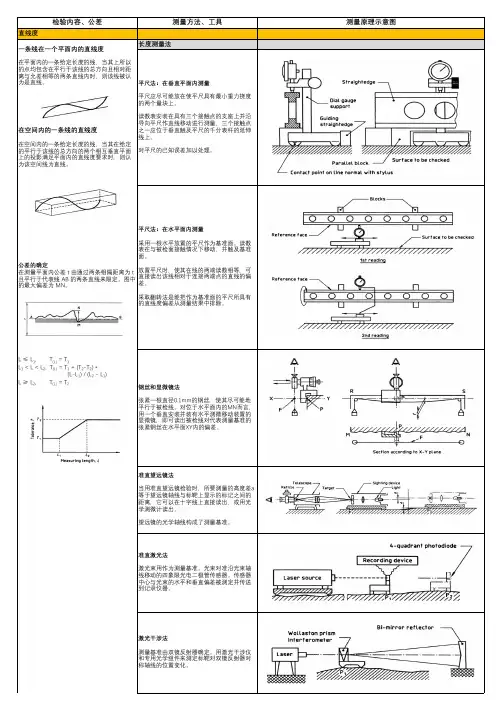
检验内容、公差测量方法、工具测量原理示意图直线度长度测量法平尺法:在垂直平面内测量平尺应尽可能放在使平尺具有最小重力挠度的两个量块上。
读数表安装在具有三个接触点的支座上并沿导向平尺作直线移动进行测量,三个接触点之一应位于垂直触及平尺的千分表杆的延伸线上。
对平尺的已知误差加以处理。
平尺法:在水平面内测量采用一根水平放置的平尺作为基准面。
读数表在与被检面接触情况下移动,并触及基准面。
放置平尺时,使其在线的两端读数相等,可直接读出该线相对于连接两端点的直线的偏差。
采取翻转法是能把作为基准面的平尺所具有的直线度偏差从测量结果中排除。
钢丝和显微镜法张紧一根直径0.1mm的钢丝,使其尽可能地平行于被检线。
对位于水平面内的MN而言,用一个垂直安装并装有水平测微移动装置的显微镜,即可读出被检线对代表测量基准的张紧钢丝在水平面XY内的偏差。
准直望远镜法当用准直望远镜检验时,所要测量的高度差a 等于望远镜轴线与标靶上显示的标记之间的距离,它可以在十字线上直接读出,或用光学测微计读出。
望远镜的光学轴线构成了测量基准。
准直激光法激光束用作为测量基准。
光束对准沿光束轴线移动的四象限光电二极管传感器。
传感器中心与光束的水平和垂直偏差被测定并传送到记录仪器。
激光干涉法测量基准由双镜反射器确定。
用激光干涉仪和专用光学组件来测定标靶对双镜反射器对称轴线的位置变化。
一条线在一个平面内的直线度在平面内的一条给定长度的线,当其上所以的点均包含在平行于该线的总方向且相对距离与允差相等的两条直线内时,则该线被认为是直线。
在空间内的一条线的直线度在空间内的一条给定长度的线,当其在给定的平行于该线的总方向的两个相互垂直平面上的投影满足平面内的直线度要求时,则认为该空间线为直线。
公差的确定在测量平面内公差 t 由通过两条相隔距离为 t 且平行于代表线 AB 的两条直线来限定。
图中的最大偏差为 MN。
L ≤ L 1, T (L) = T 1L 1 < L < L 2, T (L) = T 1 + (T 2-T 2) * (L-L 1) / (L 2 - L 1)L ≥ L 2, T (L) = T 2角度测量法精密水平仪法精密水平仪沿被检线依次放置,测量基准线为水平线。
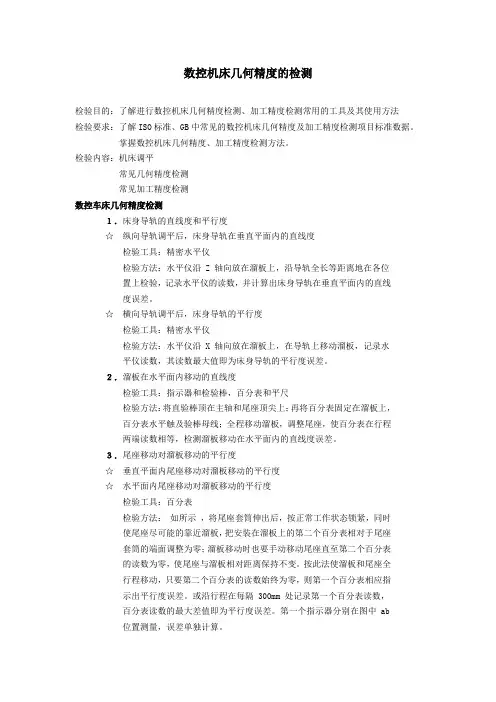
数控机床几何精度的检测检验目的:了解进行数控机床几何精度检测、加工精度检测常用的工具及其使用方法检验要求:了解ISO标准、GB中常见的数控机床几何精度及加工精度检测项目标准数据。
掌握数控机床几何精度、加工精度检测方法。
检验内容:机床调平常见几何精度检测常见加工精度检测数控车床几何精度检测1.床身导轨的直线度和平行度☆纵向导轨调平后,床身导轨在垂直平面内的直线度检验工具:精密水平仪检验方法:水平仪沿 Z 轴向放在溜板上,沿导轨全长等距离地在各位置上检验,记录水平仪的读数,并计算出床身导轨在垂直平面内的直线度误差。
☆横向导轨调平后,床身导轨的平行度检验工具:精密水平仪检验方法:水平仪沿 X 轴向放在溜板上,在导轨上移动溜板,记录水平仪读数,其读数最大值即为床身导轨的平行度误差。
2.溜板在水平面内移动的直线度检验工具:指示器和检验棒,百分表和平尺检验方法:将直验棒顶在主轴和尾座顶尖上;再将百分表固定在溜板上,百分表水平触及验棒母线;全程移动溜板,调整尾座,使百分表在行程两端读数相等,检测溜板移动在水平面内的直线度误差。
3.尾座移动对溜板移动的平行度☆垂直平面内尾座移动对溜板移动的平行度☆水平面内尾座移动对溜板移动的平行度检验工具:百分表检验方法:如所示,将尾座套筒伸出后,按正常工作状态锁紧,同时使尾座尽可能的靠近溜板,把安装在溜板上的第二个百分表相对于尾座套筒的端面调整为零;溜板移动时也要手动移动尾座直至第二个百分表的读数为零,使尾座与溜板相对距离保持不变。
按此法使溜板和尾座全行程移动,只要第二个百分表的读数始终为零,则第一个百分表相应指示出平行度误差。
或沿行程在每隔 300mm 处记录第一个百分表读数,百分表读数的最大差值即为平行度误差。
第一个指示器分别在图中 ab位置测量,误差单独计算。
4.主轴跳动☆主轴的轴向窜动☆主轴的轴肩支承面的跳动检验工具:百分表和专用装置检验方法:用专用装置在主轴线上加力 F ( F 的值为消除轴向间隙的最小值),把百分表安装在机床固定部件上,然后使百分表测头沿主轴轴线分别触及专用装置的钢球和主轴轴肩支承面;旋转主轴,百分表读数最大差值即为主轴的轴向窜动误差和主轴轴肩支承面的跳动误差5.主轴定心轴颈的径向跳动检验工具:百分表检验方法:把百分表安装在机床固定部件上,使百分表测头垂直于主轴定心轴颈并触及主轴定心轴颈;旋转主轴,百分表读数最大差值即为主轴定心轴颈的径向跳动误差6.主轴锥孔轴线的径向跳动检验工具:百分表和验棒检验方法:将检验棒插在主轴锥孔内,把百分表安装在机床固定部件上,使百分表测头垂直触及被测表面,旋转主轴,记录百分表的最大读数差值,在 a、 b 处分别测量。
数控机床精度检测数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。
另一方面,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使用。
因此,数控机床精度检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。
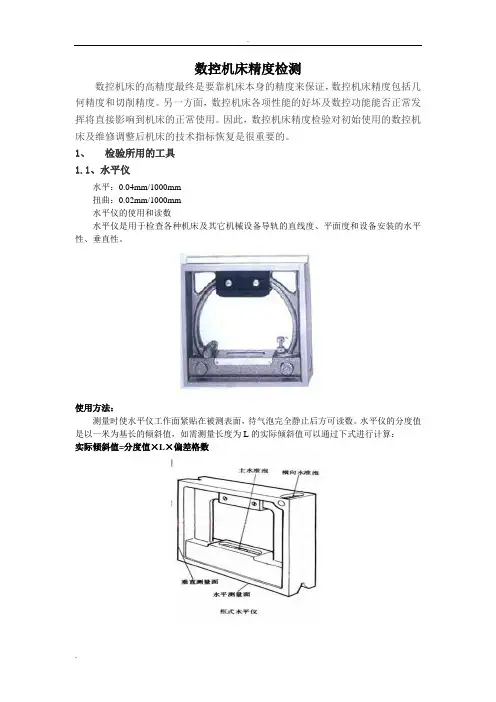
1、检验所用的工具1.1、水平仪水平:0.04mm/1000mm扭曲:0.02mm/1000mm水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的直线度、平面度和设备安装的水平性、垂直性。
使用方法:测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可读数。
水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的实际倾斜值可以通过下式进行计算:实际倾斜值=分度值×L×偏差格数水平仪的读数:水平仪读数的符号,习惯上规定:气泡移动方向和水平移动方向相同时读数为正值,相反时为负值。
1.2、千分表1.3、莫氏检验棒2、检验内容2.1、相关标准(例)➢加工中心检验条件第2部分:立式加工中心几何精度检验JB/T8771.2-1998➢加工中心检验条件第7部分:精加工试件精度检验JB/T8771.7-1998➢加工中心检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验JB/T8771.4-1998➢机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T17421.2-2000加工中心技术条件JB/T8801-19982.2、检验内容精度检验内容主要包括数控机床的几何精度、定位精度和切削精度。
2.2.1、数控机床几何精度的检测机床的几何精度是指机床某些基础零件本身的几何形状精度、相互位置的几何精度及其相对运动的几何精度。
机床的几何精度是综合反映该设备的关键机械零部件和组装后几何形状误差。
数控机床的基本性能检验与普通机床的检验方法差不多,使用的检测工具和方法也相似,每一项要独立检验,但要求更高。
数控机床精度检测数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。
另一方面,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使用。
因此,数控机床精度检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。
1、检验所用的工具1.1、水平仪水平:0.04mm/1000mm扭曲:0.02mm/1000mm水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的直线度、平面度和设备安装的水平性、垂直性。
使用方法:测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可读数。
水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的实际倾斜值可以通过下式进行计算:实际倾斜值=分度值×L×偏差格数水平仪的读数:水平仪读数的符号,习惯上规定:气泡移动方向和水平移动方向相同时读数为正值,相反时为负值。
1.2、千分表1.3、莫氏检验棒2、检验内容2.1、相关标准(例)加工中心检验条件第2部分:立式加工中心几何精度检验JB/T8771.2-1998加工中心检验条件第7部分:精加工试件精度检验JB/T8771.7-1998加工中心检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验JB/T8771.4-1998机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T17421.2-2000加工中心技术条件JB/T8801-19982.2、检验内容精度检验内容主要包括数控机床的几何精度、定位精度和切削精度。
2.2.1、数控机床几何精度的检测机床的几何精度是指机床某些基础零件本身的几何形状精度、相互位置的几何精度及其相对运动的几何精度。
机床的几何精度是综合反映该设备的关键机械零部件和组装后几何形状误差。
数控机床的基本性能检验与普通机床的检验方法差不多,使用的检测工具和方法也相似,每一项要独立检验,但要求更高。
所使用的检测工具精度必须比所检测的精度高一级。
数控机床精度校验检测数控机床精度检测数控机床的⾼精度最终是要靠机床本⾝的精度来保证,数控机床精度包括⼏何精度和切削精度。
另⼀⽅⾯,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使⽤。
因此,数控机床精度检验对初始使⽤的数控机床及维修调整后机床的技术指标恢复是很重要的。
1、检验所⽤的⼯具1.1、⽔平仪⽔平:0.04mm/1000mm扭曲:0.02mm/1000mm⽔平仪的使⽤和读数⽔平仪是⽤于检查各种机床及其它机械设备导轨的直线度、平⾯度和设备安装的⽔平性、垂直性。
使⽤⽅法:测量时使⽔平仪⼯作⾯紧贴在被测表⾯,待⽓泡完全静⽌后⽅可读数。
⽔平仪的分度值是以⼀⽶为基长的倾斜值,如需测量长度为L的实际倾斜值可以通过下式进⾏计算:实际倾斜值=分度值×L×偏差格数⽔平仪的读数:⽔平仪读数的符号,习惯上规定:⽓泡移动⽅向和⽔平移动⽅向相同时读数为正值,相反时为负值。
1.2、千分表1.3、莫⽒检验棒2、检验内容2.1、相关标准(例)加⼯中⼼检验条件第2部分:⽴式加⼯中⼼⼏何精度检验JB/T8771.2-1998加⼯中⼼检验条件第7部分:精加⼯试件精度检验JB/T8771.7-1998加⼯中⼼检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验JB/T8771.4-1998机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T17421.2-2000加⼯中⼼技术条件JB/T8801-19982.2、检验内容精度检验内容主要包括数控机床的⼏何精度、定位精度和切削精度。
2.2.1、数控机床⼏何精度的检测机床的⼏何精度是指机床某些基础零件本⾝的⼏何形状精度、相互位置的⼏何精度及其相对运动的⼏何精度。
机床的⼏何精度是综合反映该设备的关键机械零部件和组装后⼏何形状误差。
数控机床的基本性能检验与普通机床的检验⽅法差不多,使⽤的检测⼯具和⽅法也相似,每⼀项要独⽴检验,但要求更⾼。