制程首末件及巡检记录
- 格式:docx
- 大小:36.99 KB
- 文档页数:2


首、巡、末检验记录
车间(工段)班200 年月日产品型号、名称:
图号工序名称工序号批次号检验依据
□检验卡□工艺卡□产品图样
序号检验项目要求
重
要
度
首检/时间巡检/时间末检/时间
:::::::
1
2
3
4
5
6
7
操作者:自检结论
品管员签名:确认结论
1.开始进行生产,材料变化,生产使用的设备、工装修理、调整后,生产参数更改后,生产过程中止一个小时以上时应进
行首检;
2.同一工序不同工位生产的产品根据工位分别进行首、巡检。
首、巡、末检验记录
车间(工段)班200 年月日产品型号、名称:
图号工序名称工序号批次号检验依据
□检验卡□工艺卡□产品图样
序号检验项目要求
重
要
度
首检/时间巡检/时间末检/时间
:::::::
1
2
3
4
5
6
7
操作者:自检结论
品管员签名:确认结论
1.开始进行生产,材料变化,生产使用的设备、工装修理、调整后,生产参数更改后,生产过程中止一个小时以上时应进
行首检;
2.同一工序不同工位生产的产品根据工位分别进行首、巡检。



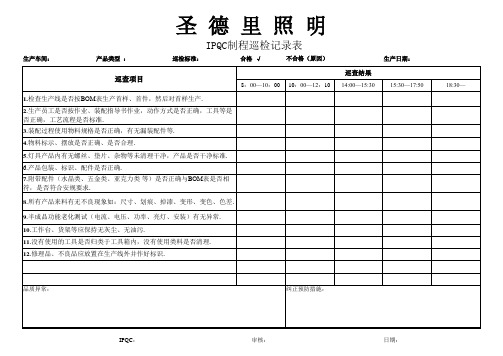
制程巡检记录表
摘要:
1.制程巡检记录表的定义和作用
2.制程巡检记录表的内容和结构
3.制程巡检记录表的填写要求和注意事项
4.制程巡检记录表的重要性和应用场景
正文:
制程巡检记录表是制造业中用于记录生产过程中各个环节质量检查情况的一种表格,具有重要的参考和追溯作用。
制程巡检记录表以表格形式呈现,通常包含序号、检查项目、检查标准、检查结果、检查人员及检查时间等栏目,以便于对生产流程进行全面、系统地检查、记录和分析。
在填写制程巡检记录表时,需要注意以下几点:首先,要确保检查项目与生产流程相符,避免遗漏或重复;其次,检查标准应严格遵循国家或行业规定,以及企业内部标准;再次,对于检查结果,应如实填写,发现问题及时反馈并进行整改;最后,检查人员和检查时间务必准确无误,以便在需要时进行责任追溯。
制程巡检记录表在制造业中具有举足轻重的地位。
通过制程巡检记录表,企业可以及时发现生产过程中的问题,确保产品质量;同时,还可以通过对记录表的分析,找出生产过程中的潜在风险,进一步优化生产流程。
此外,在产品出现质量问题时,制程巡检记录表还可以为问题的定位和解决提供重要的依据。
总之,制程巡检记录表是制造业质量管理的重要工具,对于保障产品质量、提高生产效率具有重要意义。

机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。



制程首末件及巡检记录
一、制程首末件记录
1.产品信息:记录产品的型号、批次号、生产日期等信息;
2.首件检查:对首件进行全面检查,包括外观、尺寸、功能等方面的
检查,并记录检查结果;
3.末件检查:对末件进行与首件相同的全面检查,并记录检查结果;
4.检查记录:将首末件的检查结果进行详细记录,包括检查时间、检
查人员、不合格品处理等信息;
5.问题反馈:如果在首末件检查中发现问题,应及时将问题反馈给生
产部门,并跟踪处理进程,确保问题得到及时解决。
二、制程巡检记录
除了制程首末件记录外,进行制程巡检也是确保产品质量的重要手段。
制程巡检是指生产过程中对关键工序进行定期巡检,以发现和解决问题,
确保制程的稳定性和一致性。
制程巡检记录通常包括以下内容:
1.巡检项目:明确需要巡检的关键工序和项目,如温度、压力、速度、润滑油等;
2.巡检要求:对每个巡检项目,明确要求巡检的频率、方法和标准;
3.巡检记录:记录每次巡检的实际情况,包括巡检时间、巡检人员、
巡检结果等;
4.问题处理:如果在巡检过程中发现问题,应及时将问题反馈给相关部门,并跟踪处理进程,确保问题得到及时解决;
5.巡检统计:定期对巡检结果进行统计分析,以了解制程的整体稳定性和一致性,并采取相应措施进行改进。
制程巡检记录由生产运行人员进行,并与质量检查人员进行交流和协助,以确保制程巡检的有效性和准确性。
总结
制程首末件及巡检记录是生产过程中不可或缺的一环,通过对首末件的全面检查和对关键工序的巡检,可以及时发现问题,并采取措施进行纠正,以确保产品的质量和制程的稳定性。
制程首末件及巡检记录需要由专门的质量检查人员和生产运行人员进行,他们需要具备严谨的工作态度和丰富的产品质量知识,以确保记录的准确性和合理性。
同时,制程巡检记录需要定期进行统计分析,以了解制程的整体稳定性和一致性,并采取相应的改进措施。