胶带输送机双滚筒驱动问题的探讨
- 格式:pdf
- 大小:116.08 KB
- 文档页数:2
摘要:随着煤矿建设不断大型化,长距离、大运量胶带机被广泛使用,胶带机的启动问题也逐渐突出,本文就胶带机常用的几种驱动方式进行探讨。
关键词:软启动液力耦合器CST变频器0引言目前,在煤矿建设中,长距离、大运量带式输送机的需求迅速增长。
由于胶带机具有大惯量的特点,起、制动过程需要电机提供高起动转矩,如果在起动过程中,未采用软启动方式,可能会有以下问题:①驱动电机的起动电流会对电网造成很大冲击,同时又造成供电线路压降过大;②传动设备要承受猛烈冲击,胶带张力过大会危害输送带及其它部件;③胶带和滚筒之间可能发生严重打滑,加速胶带的损耗;④多台电动机驱动时还存在多台电机的负载分配问题;为此人们不断研究,开发新的设备和技术来实现胶带机的软启动。
目前实现软起动的主要方式分为机械和电气两大类。
机械方式:包括使用液力偶合器,CST(线性湿式离合器),等;电气方式:主要为变频调速(其它还有串电阻启动等方法,因在煤矿不经常采用,这里不再讨论)下面详细介绍各种软启动方式。
1液力偶合器1.1液力偶合器工作原理和特点液力偶合器是一种液力传动装置,又称液力连轴器。
液力耦合器的结构主要由壳体、涡轮、泵轮三个部分组成。
泵轮和涡轮相对安装,统称为工作轮。
在泵轮和涡轮上有径向排列的平直叶片,泵轮和涡轮互不接触。
两者之间有一定的间隙(约3mm~4mm);泵轮与涡轮装合成一个整体后,其轴线断面一般为圆形,在其内腔中充满液压油,电动机运行时带动液力耦合器的壳体和泵轮一同转动,泵轮叶片内的液压油在泵轮的带动下随之一同旋转。
在离心力的作用下,液压油被甩向泵轮叶片外缘处,并在外缘处冲向涡轮叶片,使涡轮在受到液压油冲击力而旋转;冲向涡轮叶片的液压油沿涡轮叶片向内缘流动,返回到泵轮内缘,然后又被泵轮再次甩向外缘。
液压油就这样从泵轮流向涡轮,又从涡轮返回到泵轮而形成循环的液流。
液力耦合器中的循环液压油,在从泵轮叶片内缘流向外缘的过程中,泵轮对其做功,其速度和动能逐渐增大;而在从涡轮叶片外缘流向内缘的过程中,液压油对涡轮做功,其速度和动能逐渐减小。
浅谈胶带运输机滚筒卷制与焊接工艺控制滚筒在胶带运输机中起着传递转矩的主要作用。
其筒体与轴的同轴度决定了其动平衡是否在允许范围内,是滚筒及轴承使用寿命的主要因素。
筒体的卷制与焊接两道工序决定了筒体强度能否达到设计要求的前提条件。
文章以?准1000mm改向滚筒的筒体卷制与焊接为例,分析筒体在卷制与直缝焊接的工艺控制。
标签:筒体卷制;留边;凹陷;焊接变形改向滚筒在胶带运输机中的作用为改变输送带的运行方向,增大主驱动滚筒的包角,增大摩擦力。
改向滚筒在制造过程中,筒体壁厚是否均匀、焊接能否达到等强度要求,筒体与滚筒轴能否同心,关系到整条胶带机运转是否平稳,避免胶带受力是否存在周期性变化的关键因素。
通过过程工艺管控可有效避免上述问题的产生。
1 滚筒主要组成改向滚筒在胶带运输机中,起增大传动滚筒包角,在主、副驱动滚筒之间起着桥梁作用,通过改向滚筒把主、副驱动滚筒绕进传动系统中。
其主要由筒皮、接盘、轴、轴承、轴承压盖、密封元件等组成。
其中轴承与螺栓为标准件,其余为机加工件。
1.筒皮;2.接盘;3.轴承;4.轴承压盖;5.包胶体;6.滚筒轴图1 改向滚筒结构图在制造滚筒筒体过程中,要考虑到所选材质的强度、塑性与焊接性能。
在筒体强度满足要求的前提下,必须考虑其在卷制过程中塑性好,以利于更好的卷制成型;在进行筒体焊接时,材料的焊接性能是否良好,会影响到内应力、变形与是否产生焊接裂纹。
去应力退火在焊接完成后进行,以去除焊接后的残余应力,以避免在加工完成后造成两轴安装孔不同心。
改向滚筒加工工艺顺序为:钢板下料、筒体卷制、筒体焊接、筒体止口镗削、接盘外圆车削、筒体与接盘对接组焊、去应力退火、接盘轴承位镗铣加工、筒体外圆车削、轴承压盖加工与筒体钻孔攻丝、滚筒组装、动平衡测试加装配重。
本文以改向筒滚在生产制造过程中的卷制与焊接两道工序来分析滚筒的加工与制造工艺的控制。
2 筒体的卷制(1)筒体参数为:外径D=1000mm,内径d=950mm,筒体设计厚度25mm,长度1600mm。

掘一
输送机双滚筒驱动装置的创新应用
一、技术创新项目实施的背景
利用输送机运送煤(矸)作业时,常规做法是用一部电动滚筒带动输送带进行运输,但有时因输送距离较长(超过250米),一部电动滚无法满足生产需要,而需要再安设一套滚筒、皮带与之搭接,这样费时费力。
针对以上问题,施工人员根据现场需要,在原有机头架上加装一个电滚筒,用双电滚筒进行驱动,改造后,以上问题得到了有效解决。
二、研究内容
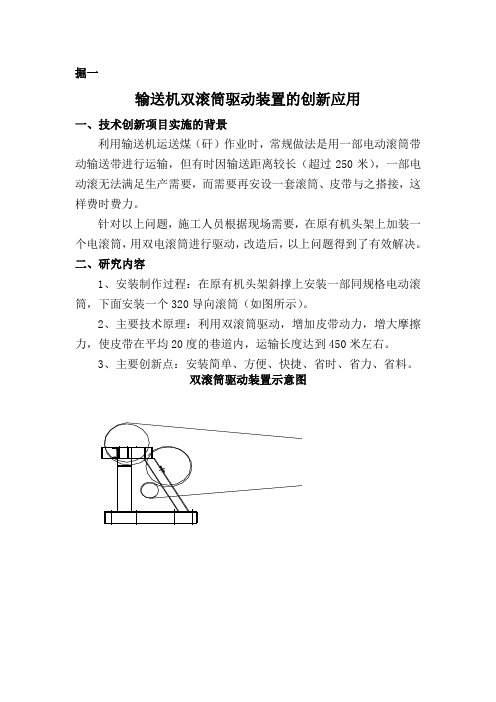
1、安装制作过程:在原有机头架斜撑上安装一部同规格电动滚筒,下面安装一个320导向滚筒(如图所示)。
2、主要技术原理:利用双滚筒驱动,增加皮带动力,增大摩擦力,使皮带在平均20度的巷道内,运输长度达到450米左右。
3、主要创新点:安装简单、方便、快捷、省时、省力、省料。
双滚筒驱动装置示意图
三、创新性分析
使用一套皮带系统用双滚筒驱动,与常规做法相比,减少了设备、材料投入,缩短了安装时间、减少了用工量,节省了经济成本。
四、成果应用情况和推广应用价值分析
安全效益:与常规做法相比,本方法减少了一套皮带的投入,节省了人工,降低了维护工作量,达到了一定的安全目的,收到了较好的安全效益。
社会经济效益:本方法设备、材料投入少,用工量减少,安全性能好,收到了较好的经济效益。
五、项目完成单位和完成人员。
胶带输送机双电机驱动主从控制原理和应用探讨[摘要] 煤矿大功率胶带输送机日益增多,其输送机机头驱动方式一般均采用双电机、多电机布置。
本文基于双电机功率平衡分配的原则,探讨了胶带输送机双电机驱动采用变频器进行主从控制的原理和连接方式,并将现场的应用情况进行了说明。
[关键词] 胶带输送机变频器主从控制功率平衡[Abstract] More and more high-power belt conveyors are used in coal mines. Generally, the conveyors use dual-motor or multi-motor as their head drivers. Based on the principle of balanced power distribution of dual-motor, the master-slave control theory and connection methods of inverter of dual-motor belt conveyor are discussed in this article, and the in-site application is described.[Key words] belt conveyor inverter master-slave control power balance国内现有大多数煤矿的胶带输送机由于受到矿井深部开采、产能提高、运输能力增大、运距长、倾角大等因素影响,其大功率胶带输送机日益增多,随着胶带输送机功率的增大,其输送机机头驱动方式均采用双电机、多电机布置。
这就产生了双电机、多电机主从控制及功率的平衡问题,目前胶带输送机拖动方式有:调速型液力偶合器、CST、可控硅软启动、交流变频器等多种形式,随着变频调速技术的发展和提高,变频器由于调速范围宽、精度高,调速平滑、稳定可靠、节能效果显著等特点,已逐渐取代其它传统调速设备,广泛应用于胶带输送机其驱动电机的控制。
胶带输送机常见问题分析与处理措施1皮带跑偏的主要原因和防范措施1.1皮带跑偏的原因A头轮和尾轮不平行。
B头轮和尾轮虽然平行但不同心,即头轮与尾轮的中心连线不与轴线垂直。
C 头轮与尾轮本身质量问题,使得他们的同轴度与径向圆跳动精度要求不够。
D皮带机中部托辊小于包括调心托辊,平行托辊等在内的平行托辊。
E皮带机托辊安装不合理。
F垂式拉紧装置的支架弯曲。
G托辊与输送带中线不垂直,滚筒与输送带中线不垂直。
H输送带接头受力不均。
J滚筒局部粘煤粉。
K输送带本身制造质量不良。
1.2跑偏的防范措施1)安装调心托辊组,采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力,使胶带自动向心。
2)调整承载托辊和回程托辊,当胶带在带式输送机中部跑偏时,可采用调整承载托辊的办法,即胶带偏向哪一侧,托辊组的哪一侧向胶带的前进方向前移,或将另外一侧后移。
3)调整驱动滚筒与改向滚筒之间的位置:如果头部滚筒,胶带向一侧轴承座跑偏,将这一侧轴承座向胶带的运行方向移动,或将另一侧轴承座方运行的反方向移动。
要注意,调整前必须确定滚筒的中心线与胶带的中心线的实际偏移量。
4)防止胶带出现悬空:胶带中间曲率半径变小,使胶带出现悬空,造成部分物料洒出,因此在胶带机设计时,尽可能采用较大曲率半径。
5)提高各部分的质量包括头尾轮,中间各部分的托辊,皮带本身的胶接质量等,提高安装质量,安装时尽量保证头尾轮平行而且同心。
6)设置跑偏保护装置,持续跑偏时自动停机,垂式拉紧装置的支架必须保持直立不变形。
7)力口强维护保养工作,导科槽两侧的橡胶板磨损后及时更换,及时清理粘结在托辊和滚筒表面上的物科,及时更换转动不灵活的轴向窜动量大于2mm的托辊辊子,清扫器的橡胶磨损后及时调整,弹簧扫器要保证压簧工作行程有20mm以上。
2输送带打滑的原因和防范措施21输送带打滑的原因输送带正常运转时,带速不低于滚筒转速的95%,如滚筒与输送带之间的摩擦力不够,输送带就容易打滑,常见的原因有张力不够,载荷启动,滚筒表面摩擦力系数不够等。
210在煤矿的开采中,胶带是主要的运输系统,并且应用广泛,回采、采区、主斜井等均要应用到,但是暴露的问题也较多,本文针对存在的问题,总结一些解决方法。
1 问题一及其方法:皮带跑偏胶带传输机在运行过程中,最常见的情况之一就是皮带跑偏。
其中的原因不能一概而论,根据具体情况,要做具体分析。
但需要明确的是,安装尺寸和日常维护是解决这个难题的日常重点工作。
1.1 皮带的尺寸是否精准四个尺寸需要掌握,可以确保皮带安装时的精确性,提早预防此类问题,避免出现打滑现象。
首先是一个水平度,皮带机的头、尾、身的水平;其次是一个重合度,运输中心线和皮带中心线的重合;最后是两个垂直度要掌握清楚,一是皮带中心线和接头处的垂直度,一是运输中心线与滚筒中心线之间的垂直度。
如果在安装时就已经出现了尺寸偏差,这就是“硬伤”了。
若要避免皮带打滑现象,首先就要确保源头上的尺寸的精确性。
1.2 皮带的受力是否均衡在保障皮带尺寸准确的大前提下,其受力不均匀也是导致打滑的一个重要因素。
可以对内力(皮带张紧度)和外力(摩擦力和载荷度)进行检查。
1.3 双向输送机的调整方法针对双向运行的输送机来说,在对上述两个方面进行检查之外,改向滚筒和驱动滚筒应该是作为其检查的重中之重的。
然后再逐项调整托辊和落料点。
在进行调整动作时,应该要动态观察其转向与皮带跑偏的趋势之间的精确关系。
2 问题二及其办法:异常噪音针对这个故障,可以根据产生噪音的部分设备进行逐项检查。
一般来说,产生噪音的设备主要是驱动部分、托辊部分和滚筒部分等三个主要方面。
2.1 驱动噪音一般情况下,安装尺寸的偏差会导致这部分产生有规律有节奏的异常声音。
针对这种问题,联轴器和电机的减速器是要进行调整和必要检查的。
2.2 托辊噪音噪音现象往往还出现在托辊这部分装置上。
而且较长较重的回程托辊更容易产生更强的噪音现象。
造成这种情况下的噪音现象,无非主要是4个原因:不均匀的钢壁厚度;外圆和两端轴的中心孔偏差大、不同心;轴承有损坏迹象;有异物附着在托辊的表面。