钢材及焊缝无损检测报告模板(超声法)
- 格式:doc
- 大小:72.00 KB
- 文档页数:3
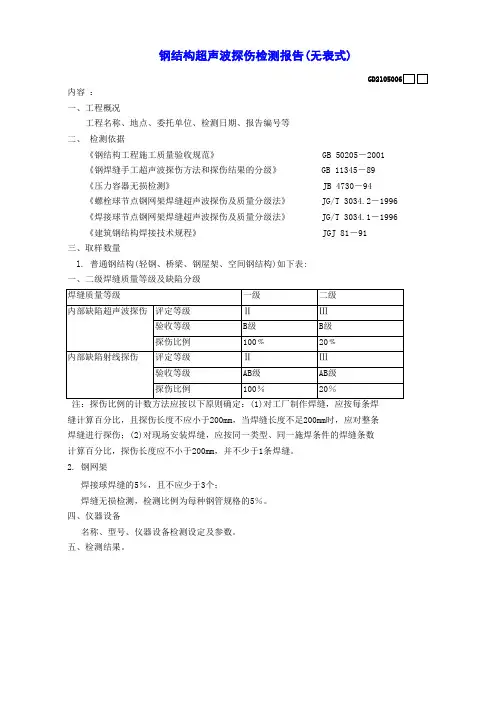

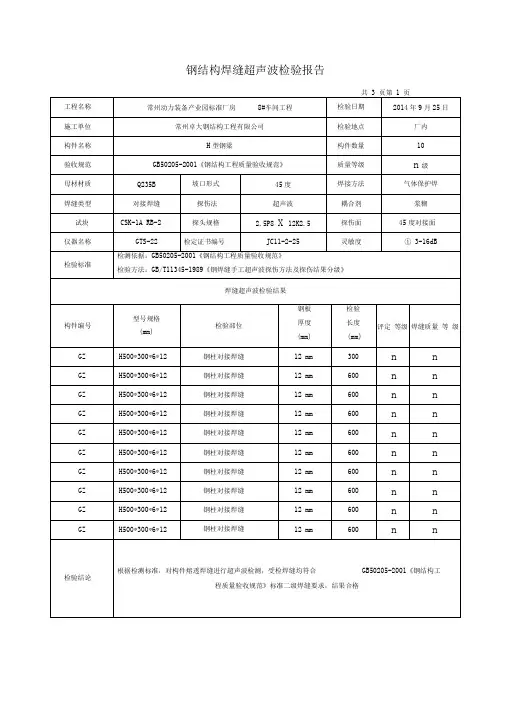
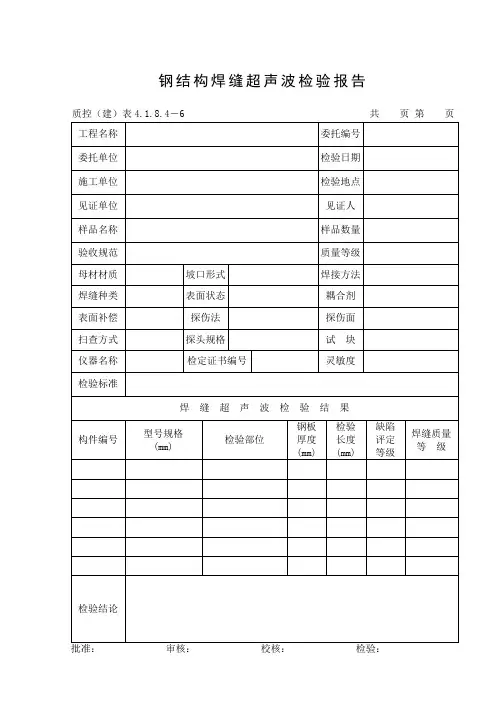
焊缝超声检测报告
工件部件名称板厚δ=18mm 部件编号材料牌号Q235 表面状态研磨焊接方式手工焊检测区域现场对接焊缝坡口型式
器材及参数仪器型号PXUT-350+ 检测方法直射和一次反射法探头型号215P15X13 K2评定灵敏度DAC-16dB
试块型号CSK-IA RB-3 扫描方式锯齿形
耦合剂□喷√□刷□浸□浇表面补偿4dB
扫描调节深度1:1 检测面单面双侧
技术要求检测比例50% 合格级别II级检测标准JB/T4730-2005 检测工艺编号/
检测部位缺陷情况序
号
焊缝
长度
mm
检测结果
返修
备注
一次返修二次返修超次返修
最终
长度
mm
扩检
长度
mm
最终
级别
(级)
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
1A 22666 12410 / II
2A 22666 12410 / II
缺陷及返修情况说明检测结果
1.本台产品返修共计/ 处,最高返修次数/ 次。
2.超标缺陷部位返修后经复检合格。
3.返修部位原缺陷情况见焊缝超声波检测评定
表。
1、本台产品焊缝质量符合II级的要求,结果合格。
2、检测部位详见超声波检测位置示意图(另附),各部
位检测情况详见超声波检测评定表。
报告人(资格)
年月日审核人(资格)
年月日
检测专用章
年月日
产品编号:。

焊缝检测报告
焊缝检测报告
检测日期:xxxx年xx月xx日
检测地点:XXXX工地
一、检测目的
本次焊缝检测旨在对焊接工艺进行评估,确保焊接质量符合相应标准和要求,提供工程质量的保证。
二、检测焊缝
本次焊缝检测的对象为工地现场焊接的钢结构焊缝,包括各种连接节点和焊缝。
三、检测方法
本次焊缝检测采用了多种方法,包括目视检查、超声波检测和X射线检测。
四、检测结果
1. 目视检查结果
通过目视检查,焊缝表面无裂纹、夹渣、气孔等缺陷。
焊缝整体形态良好,无明显的凹凸不平或脱焊现象。
2. 超声波检测结果
超声波检测结果显示,焊缝中无明显的内部缺陷,声速和声阻抗均匀,符合焊接质量的要求。
3. X射线检测结果
X射线检测结果显示,焊缝中无明显的未焊透或未焊合现象。
焊接连接部位的金属熔合结合良好,焊缝强度满足相关标准要求。
综上所述,本次焊缝检测结果显示,焊缝质量良好,符合相关标准和要求。
五、建议意见
基于本次检测结果,建议对焊接质量进行进一步加强和控制,保证焊接工艺的标准化和规范化。
同时,建议定期对焊接点进行检测,确保焊接质量的稳定。
六、检测人员
本次检测由XXX公司的专业检测人员进行,具备相关资质和经验。
备注:本次焊缝检测报告仅对目前现场焊接情况进行检测,不对后续使用过程中产生的缺陷负责。
检测结果仅供参考,具体的焊接质量需要根据实际情况进行综合判断。
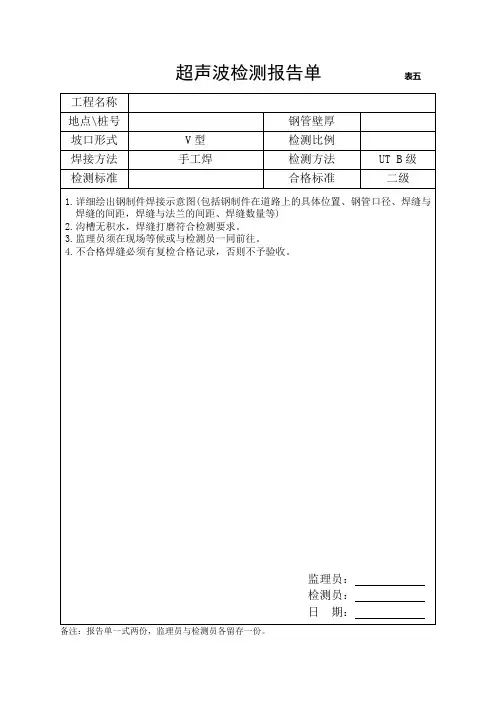
管道焊口超声检测报告一、检测对象:本次超声检测的对象是一条新焊接完成的管道,总长度为XXX米,使用焊接工艺为XXX,焊接材料为XXX。
二、检测方法:采用超声波探伤仪对管道焊口进行全面检测,主要包括探测焊缝的尺寸、焊缝内的缺陷,并根据国际标准XXX进行评定。
三、检测参数:1.超声探头型号:XXX2.模式:脉冲回波法3.探头频率:XXXMHz4.声速:XXXm/s四、检测结果:1.焊缝尺寸测量结论:根据超声波探测仪的测量结果,本次管道焊接的焊缝尺寸达到了要求。
焊缝的宽度在设定的标准范围内,没有出现明显的偏差或变窄现象。
2.缺陷检测结论:本次管道焊口超声检测共发现XX处焊缝缺陷,缺陷类型主要包括焊缝内夹杂物、疏松、气孔等。
- 焊缝内夹杂物:共检测到X处夹杂物,夹杂物尺寸在Xmm以内,未对焊缝强度产生明显影响。
-疏松:检测到X处疏松,疏松程度在X%以内,未对焊缝的力学性能产生明显影响。
- 气孔:检测到X处气孔,气孔尺寸在Xmm以内,未对焊缝的密封性和强度产生明显影响。
3.评定标准:根据国际标准XXX,对管道焊口超声检测的结果进行评定。
根据检测结果,该焊缝超声检测等级为XXX级,符合标准要求。
五、检测结论及建议:根据本次超声检测结果,管道焊接的焊缝尺寸满足要求,但存在少量焊缝缺陷。
根据国际标准评定结果,该焊缝符合标准要求。
建议:1.对于存在夹杂物的焊缝,建议进行清理、打磨等处理,以提高焊缝质量。
2.对于存在疏松现象的焊缝,建议进行补焊或其他强化措施,以提高焊缝强度。
3.对于存在气孔的焊缝,建议进行打孔处理,并进行重新焊接,以确保焊缝的密封性。
六、附件:本报告附有焊缝超声检测过程中的实时图像、波形图等,具体内容详见附件。
钢结构超声波探伤报告一、引言。
钢结构在工程中扮演着重要的角色,而其安全性和可靠性对于工程的稳定运行至关重要。
超声波探伤作为一种非破坏性检测技术,被广泛应用于钢结构的质量检测和缺陷评估中。
本报告旨在对某钢结构进行超声波探伤检测,并对检测结果进行分析和总结,为钢结构的安全运行提供参考依据。
二、检测对象及方法。
本次超声波探伤检测的对象为某钢结构,检测方法采用了常规的超声波探伤技术。
具体操作步骤为,首先,利用超声波探伤仪器对钢结构进行扫描,获取超声波信号数据;然后,对数据进行分析和处理,识别出可能存在的缺陷和问题;最后,根据分析结果进行评估和判定。
三、检测结果分析。
经过超声波探伤检测,我们发现了钢结构中一些可能存在的缺陷和问题。
具体包括,局部腐蚀、焊接接头质量不佳、疲劳裂纹等。
这些问题可能会对钢结构的强度和稳定性产生影响,需要及时采取相应的修复和加固措施。
四、问题解决建议。
针对上述发现的问题,我们建议采取以下措施进行修复和加固,对于局部腐蚀,应及时清理并进行防腐处理;对于焊接接头质量不佳,应重新进行焊接或加固处理;对于疲劳裂纹,应进行局部补强或更换受损部位。
同时,还需要对整个钢结构进行全面的安全评估和监测,确保其在运行过程中的安全性和可靠性。
五、总结。
通过本次钢结构超声波探伤检测,我们发现了一些存在的问题,并提出了相应的解决建议。
超声波探伤技术作为一种有效的非破坏性检测手段,对于钢结构的质量评估和安全监测具有重要意义。
希望本报告能为相关部门和工程人员提供参考,促进钢结构的安全运行和可靠性保障。
六、致谢。
在本次超声波探伤检测过程中,得到了相关部门和工程人员的大力支持和配合,在此表示诚挚的感谢。
七、参考文献。
[1] 超声波探伤技术在钢结构检测中的应用,XX杂志,20XX年。
[2] 钢结构安全监测与评估手册,XX出版社,20XX年。
以上为钢结构超声波探伤报告内容,谢谢阅读。
焊缝检测报告
焊缝检测报告
项目名称:焊缝无损检测
检测日期:YYYY年MM月DD日
检测单位:XXX检测有限公司
1. 项目概述:
本次焊缝检测的目的是验证焊缝的质量,确保焊接工艺符合相关规范要求。
检测范围包括焊缝的尺寸、缺陷、强度等方面。
2. 检测方法:
本次检测采用无损检测方法进行,包括超声波检测和X射线检测。
3. 检测结果:
根据检测结果,焊缝的尺寸符合设计要求,无明显的缺陷。
经强度测试,焊缝强度达到了预期目标。
通过X射线检测,未发现焊接缺陷如气孔、着色等问题。
总体上,焊缝质量良好,符合相关要求。
4. 检测结论:
本次焊缝检测结果表明焊缝质量良好,符合设计要求和相关规范。
5. 建议和改进:
根据检测中发现的一些小问题,建议焊接人员在日常操作中注
意焊接工艺的严格控制,以确保焊缝的质量。
6. 其他附加信息:
无
该报告仅为焊缝检测结果的简要汇报,如有需要,可与本单位联系获取详细的检测报告。