焊缝超声波探伤检测报告
- 格式:doc
- 大小:28.50 KB
- 文档页数:2
焊缝检验报告报告编号:2021-HJ001
一、焊接工艺参数
焊接方法:手工电弧焊
焊接材料:E6013钢电焊条
底材:Q235B钢板
焊接电流:110A
焊接电压:26V
焊接速度:15cm/min
二、焊缝检验结果
1.外观检查
焊缝表面光洁,无裂纹、气孔、夹渣、焊缝受压变形等缺陷。
2.尺寸检查
焊缝尺寸符合设计和标准规定,未发现焊缝偏位、错位、偏心、虫洞等不合格现象。
3.超声波检测
焊缝经过超声波检测,未发现明显的内部缺陷。
4.硬度测试
焊缝部位的硬度测试结果符合标准要求。
5.金相组织分析
焊缝经过金相组织分析,未发现明显的组织异常。
三、焊缝质量评定
根据焊缝外观、尺寸、超声波检测、硬度测试和金相组织分析结果,评定该焊缝为合格品。
四、建议与措施
根据检验结果,建议继续对该焊缝进行监测,并在必要时进行补焊和检测。
五、检验人员
检验员:XX
批准人:XXXXX
六、备注
该焊缝检验报告仅适用于本次检验,不得作为其他用途。
如有问题,请及时沟通反馈。
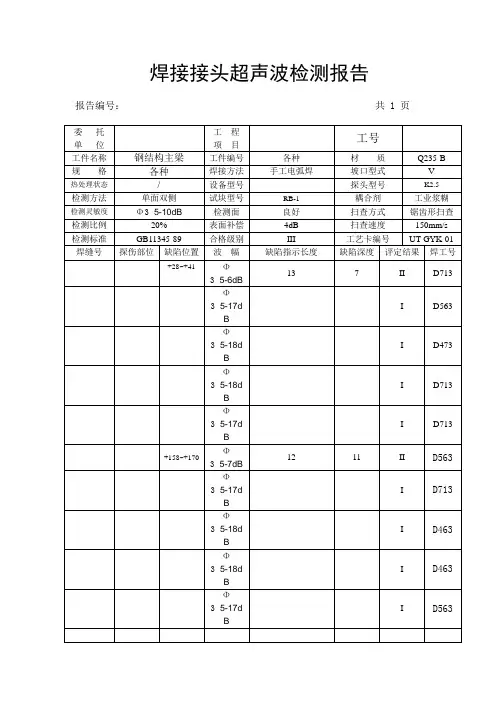
焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
焊接探伤报告样本该文档为焊接探伤报告样本,记录了对焊接工件进行的探伤检验结果。
本报告旨在帮助分析焊接缺陷以及评估焊接接头的质量。
以下是报告的相关内容:1. 背景报告编制的焊接探伤是基于对焊接接头进行的非破坏性检测。
该焊接接头属于金属材料,采用了特定的焊接方法进行连接。
探伤目的是评估焊接接头的质量,检测焊接缺陷以及确定焊接接头的合格性。
2. 检测参数探伤的参数包括但不限于:•检测方法:超声波检测•探测仪器:超声波探伤仪•探测频率:XX MHz•探测角度:XX 度•接触介质:XX 聚乙烯膜3. 焊接接头描述焊接接头由两个金属工件通过焊接连接而成。
焊缝型式为XX型,焊缝尺寸为XX。
焊接接头的材料为XX金属。
焊接接头的尺寸为XX。
4. 探伤结果经过超声波检测,发现了以下焊接缺陷:4.1 缺陷一•类型:孔洞•位置:焊缝表面•尺寸:直径为XX,深度为XX•形态:规则形状4.2 缺陷二•类型:焊缝不良结构•位置:焊缝内部•尺寸:长度为XX,高度为XX•形态:不规则形状4.3 缺陷三•类型:裂纹•位置:焊缝边缘•尺寸:长度为XX,宽度为XX•形态:直线状5. 评价与建议根据检测结果,结合相应的焊接标准和规范,对焊接接头的质量进行评价,并提出以下建议:1.孔洞缺陷应被修复。
修复方法可以采用XX方法,确保孔洞被充分填充,并保证焊接接头的质量符合要求。
2.焊缝不良结构应通过焊接工艺优化来解决。
建议进行焊接参数的调整和焊接方法的优化,以提高焊接接头的结构完整性。
3.裂纹缺陷应得到重视。
建议对焊接接头进行补焊或其他适当的修复方法,确保裂纹得到有效修复,并避免未来的裂纹产生。
6. 结论根据对焊接接头的探伤结果和评估,本焊接接头不符合相应的质量标准和规范要求,存在孔洞、焊缝不良结构和裂纹等焊接缺陷。
为确保焊接接头的质量,需要进行相应的修复和改进,并重新进行探伤检测,直到满足质量要求为止。
以上是本份焊接探伤报告样本的所有内容,供参考使用。
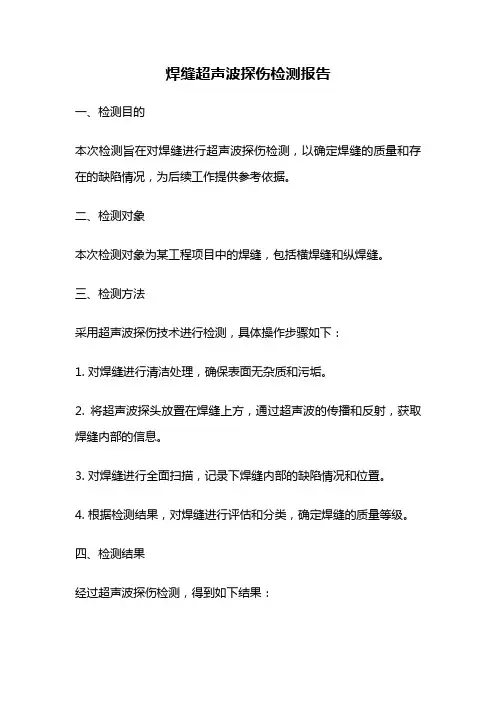
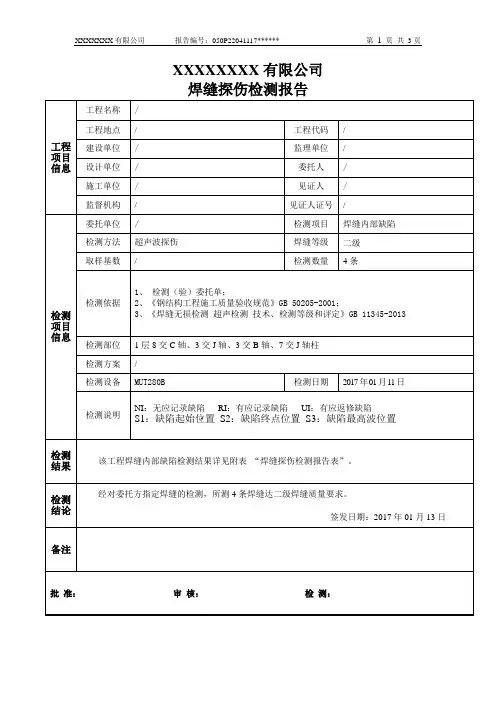
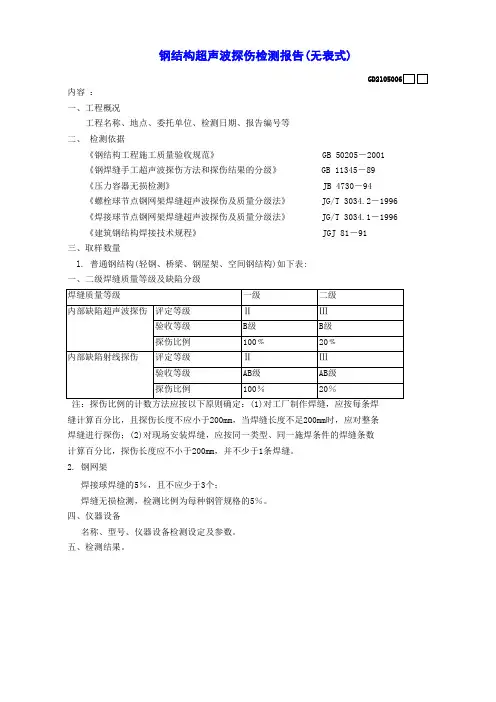
焊缝超声波探伤检测报告一、检测目的本次检测旨在对焊缝进行超声波探伤检测,以确定焊缝的质量和存在的缺陷情况,为后续工作提供参考依据。
二、检测对象本次检测对象为某工程项目中的焊缝,包括横焊缝和纵焊缝。
三、检测方法采用超声波探伤技术进行检测,具体操作步骤如下:1. 对焊缝进行清洁处理,确保表面无杂质和污垢。
2. 将超声波探头放置在焊缝上方,通过超声波的传播和反射,获取焊缝内部的信息。
3. 对焊缝进行全面扫描,记录下焊缝内部的缺陷情况和位置。
4. 根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
四、检测结果经过超声波探伤检测,得到如下结果:1. 横焊缝横焊缝的质量较好,未发现明显的缺陷,焊缝内部结构均匀,无裂纹、气孔等缺陷。
2. 纵焊缝纵焊缝存在一些缺陷,主要包括气孔和裂纹。
其中,气孔分布较为集中,主要集中在焊缝的两端,大小不一,最大的气孔直径为3mm;裂纹主要分布在焊缝的中部,长度不一,最长的裂纹长度为10mm。
五、检测结论根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
横焊缝的质量等级为一级,纵焊缝的质量等级为二级。
六、建议措施针对纵焊缝存在的缺陷,建议采取以下措施:1. 对焊缝进行修补,填补气孔和裂纹,确保焊缝的完整性和稳定性。
2. 对焊接工艺进行优化,减少气孔和裂纹的产生。
3. 对焊接人员进行培训,提高其焊接技能和质量意识。
七、总结超声波探伤技术是一种非破坏性检测方法,可以对焊缝进行全面、准确的检测,为保证焊缝的质量和安全性提供了重要的技术支持。
在实际工程中,应加强对焊缝的检测和管理,确保焊缝的质量符合要求。
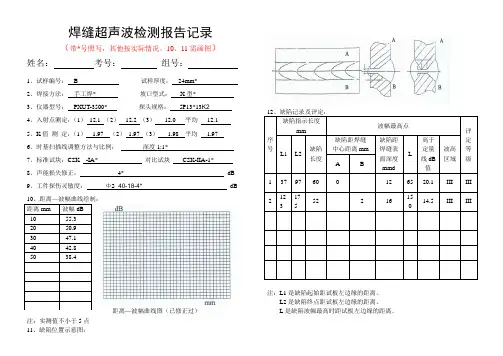
焊缝超声波检测报告记录
(带*号照写,其他按实际情况,10、11需画图)
姓名:考号:组号:
1、试样编号: B 试样厚度:24mm*
2、焊接方法:手工焊* 坡口型式:X型*
3、仪器型号:PXUT-3500* 探头规格:5P13*13K2
4、入射点测定:(1)12.1 (2)12.2 (3)12.0 平均12.1
5、K值测定:(1) 1.97 (2)1.97 (3) 1.98 平均 1.97
6、时基扫描线调整方法与比例:深度1:1*
7、标准试块:CSK -IA* 对比试块CSK-IIA-1*
8、声能损失修正:4* dB
9、工件探伤灵敏度:Φ2×40-18-4*dB
距离—波幅曲线图(已修正过)注:实测值不小于5点
11、缺陷位置示意图:注:L1是缺陷起始距试板左边缘的距离。
L2是缺陷终点距试板左边缘的距离。
L是缺陷波幅最高时距试板左边缘的距离。
钢结构验收资料焊缝质量检测报告报告编号:GSYD-WJ-2022-01231. 检测目的本次检测旨在对钢结构的焊缝质量进行评估,验证其符合相关标准和规范的要求,确保钢结构的安全可靠性。
2. 检测对象2.1 检测对象名称:xxxx建筑工程2.2 检测对象位置:xxxx省xxxx市xxxx区xxxx路xxxx号2.3 检测对象描述:该建筑工程为一座xxxx,采用钢结构框架,包含xxxx。
3. 检测标准3.1 钢结构焊接工艺和质量标准:GB/T 12470-2003《钢结构焊接工艺评定规程》及GB/T 3323-2005《钢结构焊接电弧能量与焊接材料的选择》。
3.2 相关规范:GB 50017-2017《钢结构设计规范》、GB 50204-2015《钢结构施工质量验收规范》。
4. 检测内容与方法4.1 检测内容:4.1.1 焊缝外观检测:通过目视检测焊缝外观质量,包括焊缝坡口形状、焊缝高度等。
4.1.2 焊缝尺寸检测:使用焊缝规矩或卡尺测量焊缝的尺寸,包括焊缝宽度、厚度等。
4.1.3 焊缝断面形态检测:通过金相显微镜对焊缝的断面形态进行观察,评估焊缝的微观组织和缺陷情况。
4.1.4 焊缝力学性能检测:采用拉伸试验、冲击试验等手段,对焊缝的力学性能进行评估。
4.1.5 焊缝超声波检测:使用超声波探伤仪对焊缝进行扫描,检测焊缝内部的裂纹、夹杂物等缺陷情况。
4.2 检测方法:4.2.1 焊缝外观检测:直接目视检测。
4.2.2 焊缝尺寸检测:使用焊缝规矩或卡尺进行测量。
4.2.3 焊缝断面形态检测:采用金相显微镜对焊缝断面进行观察和拍摄。
4.2.4 焊缝力学性能检测:采用拉伸试验机和冲击试验机进行力学性能测试。
4.2.5 焊缝超声波检测:使用超声波探伤仪对焊缝进行扫描。
5. 检测结果5.1 焊缝外观检测结果:经过目视检测,各焊缝外观质量良好,无焊缝高度不均匀、裂纹、气孔等缺陷。
5.2 焊缝尺寸检测结果:各焊缝尺寸符合设计要求,焊缝宽度均匀且满足规范要求。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年04月28日工程名称:木棉之冠酒店验收批号:--构件名称:一层箱型柱建设单位:金木棉集团焊口数量:150道检测范围:100%探伤面状态:修整●、轧制○、机加○验收标准:GB11345-89-(B)-Ⅱ级探伤时机:焊后●、热处理后○耦合剂:机油○、甘油○、浆糊●零件编号:--厚度:-12、22、30(mm)施工单位:金三角滕凯钢结构有限公司监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊依据:GB50205-2001钢结构工程施工质量验收规范及GB11345-89超声波检测标准■合格 □不合格UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司探伤方式:垂直○、斜角●、单探头●、双探头○、串列探头○扫描调节:深度、水平、声程●试块:CSK-ⅠA,RB-2检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊焊口数量:150道检测范围:100%报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年05月21日工程名称:木棉之冠酒店验收批号:--构件名称:二层箱型柱建设单位:金木棉集团零件编号:--厚度:-12、22、30(mm)UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
超声波检测焊缝质量检验原始记录一、目的和范围本文档的目的是记录超声波检测焊缝质量检验的原始数据以及相关信息。
本次检验范围包括对焊接件进行超声波探伤,以评估焊缝的质量,并确保焊接件在正常使用条件下具有良好的可靠性和安全性。
二、检验设备和参数本次检验使用的超声波检测设备为XXX型超声波探伤仪器。
探头频率为10 MHz,检测模式为TOFD(时间控制全息法),扫描方式为直线扫描。
三、检验对象和要求本次检验的焊接件为金属材料。
检验要求焊缝完整无瑕疵,焊缝的强度和密封性能符合相关标准。
四、检验过程和结果1. 准备工作检验前,仔细清洁焊接件表面的杂质和油污,以确保准确的检测结果。
同时,将探头与仪器连接好,并调整探头的位置和角度,使其与待检焊缝垂直。
2. 扫描焊缝使用超声波探测仪器对焊缝进行扫描。
根据焊接件的几何形状和尺寸,确定扫描线的位置和方向。
获取焊缝的断面图像,并实时显示在超声波仪器的屏幕上。
3. 录入数据记录并保存每个焊缝的扫描图像,并标注相关信息,包括焊缝编号、焊接材料、焊接方法、焊接工艺等。
4. 检测结果分析分析焊缝的超声波图像,判断焊缝中是否存在缺陷。
常见的焊缝缺陷包括夹杂物、气孔、未熔合、凹陷等。
根据图像的亮度和形状,可以初步判断缺陷的类型和位置。
5. 检验报告按照检验结果,编写详细的检验报告。
报告中包括焊缝的基本信息、超声波图像、缺陷类型与位置分析、缺陷评级等内容。
五、质量评定根据焊缝的缺陷数量、位置和严重程度,对焊缝质量进行评定。
根据相关标准,划分为合格、不合格和待修复等不同等级。
六、附录本文档主要附录为焊缝的超声波图像及检验报告中所需的其他信息。
七、结论经过超声波检测,本次焊缝的质量检验结果如下:1. 检验范围内共发现焊缝缺陷3处,其中包括1处未熔合和2处夹杂物;2. 缺陷类型和位置已在检验报告中详细描述;3. 根据相关标准,判定焊缝为不合格等级。
总结:超声波检测是一种常用的焊缝质量检验方法,通过分析焊缝的超声波图像,可以有效地发现焊缝中的缺陷并进行评估。
焊缝超声波检测报告
一、检测目的
本次检测旨在对焊缝进行超声波检测,判断焊缝的质量,发现可能存在的焊接缺陷,为后续焊接工作提供指导。
二、检测仪器和方法
本次检测采用超声波探伤仪器进行,探头的工作频率为5MHz,采用直接接触法进行检测。
检测仪器具有高精度和高灵敏度,能够检测到微小的焊接缺陷,如气孔、夹渣、裂纹等。
三、检测焊缝
本次检测的焊缝为一根直径为20mm的钢管焊接缝。
焊接方法为手工电弧焊,焊条为E6013、焊缝为一条水平焊缝,长度为500mm。
四、检测结果
经过超声波检测,焊缝质量良好,未发现明显的焊接缺陷。
检测结果显示焊缝的结构紧密,无明显气孔、夹渣和裂纹等缺陷。
五、结果分析
根据检测结果,焊缝质量良好,符合相关焊接标准要求。
焊接缺陷主要包括气孔、夹渣和裂纹等,所有这些缺陷都可能影响焊接接头的强度和密封性能。
在本次检测中未发现上述缺陷,说明焊接工艺控制得当,操作规范。
六、建议
根据本次检测结果,建议在后续焊接工作中继续保持焊接质量,注意以下几点:
1.严格按照焊接工艺规范进行操作,确保焊接质量;
2.加强焊接工人的培训,提高其技术水平;
3.在焊接过程中,及时清理焊缝周围的灰尘和杂质,以防影响焊接质量;
4.检查焊接材料的质量,确保焊接材料符合标准要求。
七、结论
通过焊缝超声波检测,本次检测结果表明焊缝质量良好,未发现明显的焊接缺陷。
建议在后续焊接工作中继续保持焊接质量,注意操作规范和焊接材料的质量。