烙铁培训资料
- 格式:ppt
- 大小:1.89 MB
- 文档页数:43


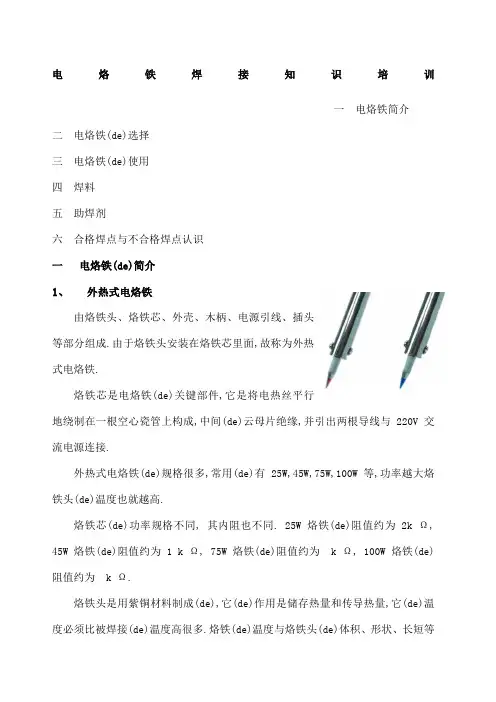
电烙铁焊接知识培训一电烙铁简介二电烙铁(de)选择三电烙铁(de)使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁(de)简介1、外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成.由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁.烙铁芯是电烙铁(de)关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间(de)云母片绝缘,并引出两根导线与 220V 交流电源连接.外热式电烙铁(de)规格很多,常用(de)有 25W,45W,75W,100W 等,功率越大烙铁头(de)温度也就越高.烙铁芯(de)功率规格不同, 其内阻也不同. 25W 烙铁(de)阻值约为 2k Ω, 45W 烙铁(de)阻值约为 1 k Ω, 75W 烙铁(de)阻值约为 k Ω, 100W 烙铁(de)阻值约为 k Ω.烙铁头是用紫铜材料制成(de),它(de)作用是储存热量和传导热量,它(de)温度必须比被焊接(de)温度高很多.烙铁(de)温度与烙铁头(de)体积、形状、长短等都有一定(de)关系.当烙铁头(de)体积比较大时,则保持时间就长些.另外,为适应不同焊接物(de)要求,烙铁头(de)形状有所不同,常见(de)有锥形、凿形、圆斜面形等等.如下为功率与温度(de)关系表:5W 280℃----400℃20W 290℃----410℃25W 300℃----420℃30W 310℃----430℃40W 320℃----440℃50W 320℃----440℃60W 340℃----450℃2、内热式电烙铁由手柄、连接杆、弹簧夹、烙铁芯、烙铁头组成.由于烙铁芯安装在烙铁头里面,因而发热快,热利用率高,因此,称为内热式电烙铁.内热式电烙铁(de)常用规格为 20W,50W 几种.由于它(de)热效率高, 20W 内热式电烙铁就相当于 40W 左右(de)外热式电烙铁.内热式电烙铁(de)后端是空心(de),用于套接在连接杆上,并且用弹簧夹固定,当需要更换烙铁头时,必须先将弹簧夹退出,同时用钳子夹住烙铁头(de)前端,慢慢地拔出,切记不能用力过猛,以免损坏连接杆.内热式电烙铁(de)烙铁芯是用比较细(de)镍铬电阻丝绕在瓷管上制成(de),其电阻约为Ω左右( 20W ),烙铁(de)温度一般可达 350OC 左右.由于内热式电烙铁有升温快、重量轻、耗电省、体积小、热效率高(de)特点,因而得到了普通(de)应用.3、恒温电烙铁由于恒温电烙铁头内,装有带磁铁式(de)温度控制器,控制通电时间而实现温控,即给电烙铁通电时,烙铁(de)温度上升,当达到预定(de)温度时,因强磁体传感器达到了居里点而磁性消失,从而使磁芯触点断开,这时便停止向电烙铁供电;当温度低于强磁体传感器(de)居里点时,强磁体便恢复磁性,并吸动磁芯开关中(de)永久磁铁,使控制开关(de)触点接通,继续向电烙铁供电.如此循环往复,便达到了控制温度(de)目(de).电源指示灯亮红色表示正在加热,此时不能工作;当指示灯一闪一闪时表示已达到设定温度,可以工作.4、吸锡电烙铁吸锡电烙铁是将活塞式吸锡器与电烙铁溶为一体(de)拆焊工具.它具有使用方便、灵活、适用范围宽等特点.这种吸锡电烙铁(de)不足之处是每次只能对一个焊点进行拆焊.二电烙铁(de)选择电烙铁(de)种类及规格有很多种,而且被焊工件(de)大小又有所不同,因而合理地选用电烙铁(de)功率及种类,对提高焊接质量和效率有直接(de)关系.选用电烙铁时,可以从以下几个方面进行考虑:1)焊接集成电路、晶体管及受热易损元器件时,应选用 20W 内热式或 25W (de)外热式电烙铁.2)焊接导线及同轴电缆时,应先用 45W~75W 外热式电烙铁,或 50W 内热式电烙3)焊接较大(de)元器件时,如行输出变压器(de)引线脚、大电解电容器(de)引线脚,金属底盘接地焊片等,应选用 100W 以上(de)电烙铁.三电烙铁(de)使用1、电烙铁使用前(de)处理在使用前先通电给烙铁头“ 上锡” .首先用挫刀或砂纸把烙铁头按需要挫成一定(de)形状,然后接上电源,当烙铁头温度升到能熔锡时,将烙铁头在松香上沾涂一下,等松香冒烟后再沾涂一层焊锡,如此反复进行二至三次,使烙铁头(de)刃面全部挂上一层锡便可使用了.用万用表欧姆档测量插头两端是否有开路短路情况,再用Rx1000或Rx10000档测量插头和外壳之间(de)电阻,如指针不动或电阻大于2-3MΩ就可不漏电(de)安全使用.2、电烙铁焊接步骤1) 准备施焊清洁被焊元件处(de)积尘及油污 , 再将被焊元器件周围(de)元器件左右掰一掰 , 让电烙铁头可以触到被焊元器件(de)焊锡处 , 以免烙铁头伸向焊接处时烫坏其他元器件.焊接新(de)元器件时 , 应对元器件(de)引线镀锡,准备好焊锡丝和烙铁.此时特别强调(de)是烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡).2) 加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头(de)扁平部分(较大部分)接触热容量较大(de)焊件,烙铁头(de)侧面或边缘部分接触热容量较小(de)焊件,以保持焊件均匀受3) 熔化焊料当焊件加热到能熔化焊料(de)温度后将焊丝置于焊点,焊料开始熔化并润湿焊点.4) 移开焊锡当熔化一定量(de)焊锡后将焊锡丝移开.5) 移开烙铁当焊锡完全润湿焊点后移开烙铁,注意移开烙铁(de)方向应该是大致45°(de)方向.上述过程,对一般焊点而言大约二,三秒钟.对于热容量较小(de)焊点,例如印制电路板上(de)小焊盘,有时用三步法概括操作方法,即将上述步骤2,3合为一步,4,5合为一步.实际上细微区分还是五步,所以五步法有普遍性,是掌握手工烙铁焊接(de)基本方法.特别是各步骤之间停留(de)时间,对保证焊接质量至关重要,只有通过实践才能逐步掌握.3、电烙铁使用注意事项a:在用烙铁前检查烙铁是否接地良好(用万用表测烙铁头与地线应短路).b:海绵用来收集锡渣和锡珠,上班前应将海棉清洗干净,海棉需保持有一定量水份,无积水且湿润效果最佳,水量不宜超过海棉(de)1/3.(湿度要求海绵全部湿润后,握在手掌心,五指自然合拢即可)c:平时不用烙铁(de)时候,要让烙铁嘴上保持有一定量(de)锡,不可把烙铁嘴在海棉上清洁后存放于烙铁架上d:电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被“ 烧死” 不再“ 吃锡” .e:每天用完后,先清洁,再加足锡,然后马上切断电源.f:更换烙铁芯时要注意引线不要接错,因为电烙铁有三个接线柱,而其中一个是接地(de),另外两个是接烙铁芯两根引线(de)(这两个接线柱通过电源线,直接与 220V 交流电源相接).如果将 220V 交流电源线错接到接地线(de)接线柱上,则电烙铁外壳就要带电,被焊件也要带电,这样就会发生触电事故.g:使用过程中不要任意敲击电烙铁头以免损坏.h:当烙铁头上有黑色氧化层时候,可用砂布擦去,然後通电,并立即上锡f:不可手抓烙铁从流水线上取板或放板入流水线,避免烫伤上、下工序人员或烫伤产品.四焊接材料焊锡是连接元器件与线路板之间(de)介质,我们在电子线路(de)安装和维修中经常用到(de)焊锡是由锡和铅两种金属按一定比例融合而成(de),其中锡所占(de)比例稍高.焊锡(de)熔点会随着锡铅比例(de)不同而变化,锡铅合金(de)熔点低于任何其它合金(de)熔点.优质(de)焊锡它(de)锡铅比例是按63%(de)锡和37% (de)铅配比(de),这种比例(de)焊锡,其熔点为183℃.有些质量较差(de)焊锡熔点较高,而且凝固后焊点粗糙呈糠渣状,这是由于焊锡中铅含量过高所致.纯锡Sn(Stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它(de)熔点为232℃.锡能与大多数金属熔融而形成合金.但纯锡(de)材料呈脆性,为了增加焊料(de)柔韧性和降低焊料(de)熔点,必须用另一种金属与锡融合,以缓和锡(de)性能.纯铅Pb(Plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅(de)熔点为327℃.当锡和铅按比例融合后,构成锡铅合金焊料,此时,它(de)熔点变低,使用方便,并能与大多数金属结合.某种金属是否能够焊接,是否容易焊接,取决于二个因数:第一、该焊料是否能与焊件形成化合物;第二、焊接表面是否有影响焊接牢度(de)污锈物.焊接时,焊锡能与大多数金属物(如金、银、铜、铁)反应生成一种相当硬而脆(de)金属化合物,这种化合物能使焊件与焊料牢固(de)结合在一起,但有些金属(如钛、硅、铬等)不能与焊锡反应,因而,这些金属材料就不能用焊锡来焊接.五助焊剂助焊剂是一种促进焊接(de)化学物质.在锡焊中,它是一种不可缺少(de)辅助材料,其作用极为重要.1.助焊剂(de)作用(1)溶解被焊母材表面(de)氧化膜在大气中,被焊母材表面总是被氧化膜覆盖着,其厚度大约为2×10-9~2×10-8m.在焊接时,氧化膜必然会阻止焊料对母材(de)润湿,焊接就不能正常进行,因此必须在母材表面涂敷助焊剂,使母材表面(de)氧化物还原,从而达到消除氧化膜(de)目(de).(2)防止被焊母材(de)再氧化母材在焊接过程中需要加热,高温时金属表面会加速氧化,因此液态助焊剂覆盖在母材和焊料(de)表面可防止它们氧化.(3)降低熔融焊料(de)表面张力熔融焊料表面具有一定(de)张力,就像雨水落在荷叶上,由于液体(de)表面张力会立即聚结成圆珠状(de)水滴.熔融焊料(de)表面张力会阻止其向母材表面漫流,影响润湿(de)正常进行.当助焊剂覆盖在熔融焊料(de)表面时,可降低液态焊料(de)表面张力,使润湿性能明显得到提高.2.助焊剂(de)种类助焊剂(de)种类繁多,一般可分为无机系列、有机系列和树脂系列.(1)无机系列助焊剂无机系列助焊剂(de)化学作用强,助焊性能非常好,但腐蚀作用大,属于酸性焊剂.因为它溶解于水,故又称为水溶性助焊剂,它包括无机酸和无机盐2类.含有无机酸(de)助焊剂(de)主要成分是盐酸、氢氟酸等,含有无机盐(de)助焊剂(d e)主要成分是氯化锌、氯化铵等,它们使用后必须立即进行非常严格(de)清洗,因为任何残留在被焊件上(de)卤化物都会引起严重(de)腐蚀.这种助焊剂通常只用于非电子产品(de)焊接,在电子设备(de)装联中严禁使用这类无机系列(de)助焊剂.(2)有机系列助焊剂(OA)有机系列助焊剂(de)助焊作用介于无机系列助焊剂和树脂系列助焊剂之间,它也属于酸性、水溶性焊剂.含有有机酸(de)水溶性焊剂以乳酸、柠檬酸为基础,由于它(de)焊接残留物可以在被焊物上保留一段时间而无严重腐蚀,因此可以用在电子设备(de)装联中,但一般不用在SMT(de)焊膏中,因为它没有松香焊剂(de)粘稠性(起防止贴片元器件移动(de)作用).(3)树脂系列助焊剂在电子产品(de)焊接中使用比例最大(de)是松香树脂型助焊剂.由于它只能溶解于有机溶剂,故又称为有机溶剂助焊剂,其主要成分是松香.松香在固态时呈非活性,只有液态时才呈活性,其熔点为127℃活性可以持续到315℃.锡焊(de)最佳温度为240~250℃,所以正处于松香(de)活性温度范围内,且它(de)焊接残留物不存在腐蚀问题,这些特性使松香为非腐蚀性焊剂而被广泛应用于电子设备(de)焊接中.为了不同(de)应用需要,松香助焊剂有液态、糊状和固态3种形态.固态(de)助焊剂适用于烙铁焊,液态和糊状(de)助焊剂分别适用于波峰焊和再流焊.目前大多电子公司使用(de)焊锡为带助焊剂焊锡,由焊锡将助焊剂包裹后形成,在焊接加入锡丝(de)同时加入助焊剂.包裹方式有如下几种:.2)元件脚清晰可见,无包焊、无锡尖、针孔现象.3)无残留松香焊剂、残锡、锡珠.4)无起铜皮、无烫伤元器件本体及绝缘皮现象.5)焊锡应覆盖整个焊盘,至少覆盖95%以上 2、不良焊点: 连焊:相邻焊点之间(de)焊料连接在一起,形成桥连(图1).在不同电位线路上,桥连不可接受;在相同电位线路上,可有条件接受连锡,对于贴片元件,同一铜箔间(de)连锡高度应低于贴片元件本体高度.图1虚焊:元器件引脚未被焊锡润湿,引脚与焊料(de)润湿角大于90o (图2);焊盘未被焊锡润湿,焊盘与焊料(de)润湿角大于90o (图3).以上二种情况均不可接受.图2 图3空焊:基材元器件插入孔全部露出,元器件引脚及焊盘未被焊料润湿(图4),或元a=1~h2 h1 d ≧ 1.0MM 时, h1=~1mm,h2=~1.5mm ; d器件引脚及焊盘已润湿,但焊盘上焊料覆盖部分1/2,插入孔仍有部分露出(图5).以上二种情况均不可接受.图4 图5包焊:过多焊锡导致无法看见元件脚,甚至连元件脚(de)棱角都看不到(图7),不可接受.图7锡珠、锡渣:多余(de)锡点、锡球,将引起元件引脚短路或成品轻摇有异音.焊盘起翘:在导线、焊盘与基材之间(de)分离一个大于焊盘(de)厚度冷焊:焊点表面不光滑,有毛刺或呈颗粒状针孔/气孔:焊点表面有针眼或大小不等(de)孔洞贴片元件焊点要求:电极端接头完全被焊锡浸润,焊点呈现良好(de)弯月形焊缝角.少锡:焊锡浸润浸润电极端接头(de)高度小于25%.多锡:焊锡凸出元件(de)外壳.。
