烙铁焊接培训(1)
- 格式:ppt
- 大小:13.88 MB
- 文档页数:44
导线的加工工艺焊接在电子产品装配中是一项重要的技术。
它在电子产品生产中应用非常广泛,而且工作量相当大。
焊接质量的好坏,将直接影响产品的质量。
现在家用电器产品种类很多,当它们产生故障时,除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,同学们不但要有焊接堵塞基本理论知识,更重要的是应当掌握熟练的焊接技能。
焊接的种类很多,本课题主要学习小规模生产和家电维修中应用广泛的手工焊接技能。
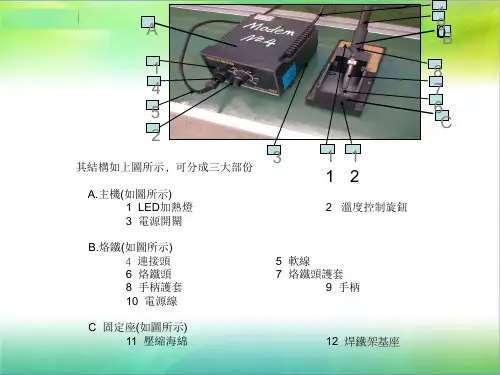
一、电烙铁的种类及构造1、外热式电烙铁。
由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。
常用的规格有25W,30W,45W,75W,100W,150W,200W,300W等。
功率越大烙铁头的温度就越高。
由于其体积大,热效率低,耗电大,目前在很多场合已逐步淘汰。
(通电加热到熔化焊锡约需要7─—8分钟)2、内热式电烙铁。
由于烙铁芯安装在烙铁头里面,故称为内热式电烙铁。
常用规格有20W,35W和50W等。
其体积小,重量轻,热效率高(从通电到熔化焊锡约需3分钟左右),耗电少,使用灵活。
但烙铁头温度高时容易氧化而“烧死”。
由于其烙铁芯是用电阻丝绕在细瓷器管上制成的,因此不能摔跌,使用时应特别小心。
二、吸锡电烙铁。
它是将吸锡器和电烙铁熔为一体的拆焊工具。
它使用方便,灵活,适用范围广,不易损伤元件和印制板,但每次只能对一个焊点进行拆焊。
1、电烙铁的使用注意事项:(1)、在使用前必须检查电源线和保护地线是否正确良好。
(2)、新烙铁不能直接使用,必须对烙铁头进行处理。
方法是:端平锉刀将刃口表面氧化层打磨掉,然后通电,在打磨干净的地方涂上一层松香。
当松香冒烟,烙铁头温度能熔化焊锡焊时,涂上一层焊锡,反复2—3次,使刃面上全部挂上一层锡既可。
(3)、烙铁头在使用的过程中不宜空热(长时间通电而不使用),因为这样容易使烙铁芯加速氧化而烧断,同时也将使烙铁头因长时间加热而氧化,甚至“烧死”不再“吃锡”。
若出现“烧死”的情况,可用锉刀将氧化物锉掉,重新镀锡。
![电烙铁焊接技术培训课程[1].](https://uimg.taocdn.com/b6e319de7c1cfad6195fa731.webp)
电烙铁焊接技术培训课程第一部份焊接分类与电烙铁的介绍第一节焊接分类第二节电烙铁的介绍第二部份焊接的基本观念第一节何为焊接第二节焊接的障碍物第三节合金层第四节良好焊接基本条件第五节焊锡丝使用方法第六节工具使用规则第七节焊锡材料之选用第八节焊油的功用及焊接法则第九节手焊锡材料第十节焊接温度与加热时间第十一节焊接操作的具体手法第十二节拆焊第三部份焊点的质量及检查第一节虚焊产生的原因及其危害第二节对焊点的要求第三节焊点沾锡情况第四节焊点扩散角度第五节焊接质量的检查第六节焊点检验标准及缺陷分析电烙铁焊接技术培训课程内容绪言焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一,如果没有相应的工艺质量保证,任何一个设计精良的电子装置都难以达到设计指标。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。
本培训教材着重讲述应用广泛的手工锡焊焊接。
其目的是使公司员工在使用烙铁时,有正确的使用方法及认识,进而提升产品品质及延长零件寿命。
同时,也使公司的品检员对焊接方面的知识有着进一步的了解,在生产现场控制过程中达到最佳的品质保证。
第一部份焊接分类与电烙铁的介绍第一节焊接分类焊接技术在电子工业中的应用是非常广泛的,图1-1-1所示是现代焊接技术的主要类型。
在电子工业中,几乎各种焊接方法都要用到,但使用最普遍、最具有代表性的是锡焊法。
锡焊是焊接的一种,它是将焊件和熔点比焊件低的焊料共同加热到焊锡温度,在焊件不熔化的情况下,焊料熔化并浸润焊接面,依靠二者的扩散形成焊件的连接。
其主要特征有以下三点:①焊料熔点低于焊件;②焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而焊件不熔化;③焊件的形成依靠熔化状态的焊料浸润焊接面,由毛细管作用使焊料进入焊件的间隙,形成一个结合层,从而实现焊件的结合。
电烙铁焊接技术操作培训一、引言电烙铁焊接技术是电子制造行业中常用的连接电子元件的方法之一。
它具有简单、高效、灵活等优点,被广泛应用于电子设备制造、电路板修复等领域。
然而,正确的操作技术对焊接质量起着至关重要的作用。
本文旨在介绍电烙铁焊接技术的操作方法与注意事项,帮助读者掌握焊接技巧,提高工作效率。
二、电烙铁焊接技术操作步骤1. 准备工作在进行电烙铁焊接前,首先需要进行一些准备工作,确保焊接过程的顺利进行。
准备工作包括:a. 检查电烙铁的工作状态:确保电烙铁温度适宜,连接良好,没有损坏。
b. 清洁焊接表面:使用酒精或清洁剂清洁焊接表面,以去除油污、氧化物等杂质,保证焊接的质量。
c. 准备焊接材料:准备好焊锡丝、焊接剂等焊接材料,以备使用。
2. 烙铁使用技巧a. 焊接温度选择:根据焊接材料的要求选择合适的温度,确保焊接过程中焊锡能够熔化并均匀涂布在焊接表面上。
b. 入锡技巧:将焊锡丝轻轻触碰在电烙铁的烙头上,等待焊锡熔化并均匀附着在烙头上。
c. 固定焊锡丝:在焊锡未完全熔化之前,使用辅助工具或器械将焊锡丝固定在预定位置上,确保焊口的精准度。
d. 均匀涂布焊锡:将烙头沿着焊接表面均匀涂布焊锡,确保焊接质量。
3. 操作注意事项在进行电烙铁焊接过程中,还需要注意以下事项:a. 焊接安全防护:焊接过程中产生的热量和烟雾可能对身体造成伤害,因此应佩戴防护手套、眼镜等安全用具。
b. 环境通风:选择良好的通风环境进行焊接,确保烟雾及有害气体能够及时排出,保障操作者的身体健康。
c. 熟悉焊接材料:不同焊接材料对温度、焊接时间等要求不同,需要熟悉不同材料的焊接特性,并严格按照要求进行操作。
d. 注意焊接质量:焊接过程中应注意焊接质量,如焊点的均匀性、无虚焊、无锡露等问题,确保焊接连接的稳定可靠。
三、焊接技术常见问题及解决方法1. 虚焊虚焊指焊接点存在空洞,导致电阻增加,连接不牢固。
解决方法包括:a. 提高焊接温度,确保焊锡能够充分熔化。
![电烙铁焊接技术培训课程[1]汇编](https://uimg.taocdn.com/97b9dfc9f121dd36a22d8216.webp)
电烙铁焊接技术培训课程第一部份焊接分类与电烙铁的介绍第一节焊接分类第二节电烙铁的介绍第二部份焊接的基本观念第一节何为焊接第二节焊接的障碍物第三节合金层第四节良好焊接基本条件第五节焊锡丝使用方法第六节工具使用规则第七节焊锡材料之选用第八节焊油的功用及焊接法则第九节手焊锡材料第十节焊接温度与加热时间第十一节焊接操作的具体手法第十二节拆焊第三部份焊点的质量及检查第一节虚焊产生的原因及其危害第二节对焊点的要求第三节焊点沾锡情况第四节焊点扩散角度第五节焊接质量的检查第六节焊点检验标准及缺陷分析电烙铁焊接技术培训课程内容绪言焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一,如果没有相应的工艺质量保证,任何一个设计精良的电子装置都难以达到设计指标。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。
本培训教材着重讲述应用广泛的手工锡焊焊接。
其目的是使公司员工在使用烙铁时,有正确的使用方法及认识,进而提升产品品质及延长零件寿命。
同时,也使公司的品检员对焊接方面的知识有着进一步的了解,在生产现场控制过程中达到最佳的品质保证。
第一部份焊接分类与电烙铁的介绍第一节焊接分类焊接技术在电子工业中的应用是非常广泛的,图1-1-1所示是现代焊接技术的主要类型。
在电子工业中,几乎各种焊接方法都要用到,但使用最普遍、最具有代表性的是锡焊法。
锡焊是焊接的一种,它是将焊件和熔点比焊件低的焊料共同加热到焊锡温度,在焊件不熔化的情况下,焊料熔化并浸润焊接面,依靠二者的扩散形成焊件的连接。
其主要特征有以下三点:①焊料熔点低于焊件;②焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而焊件不熔化;③焊件的形成依靠熔化状态的焊料浸润焊接面,由毛细管作用使焊料进入焊件的间隙,形成一个结合层,从而实现焊件的结合。
电烙铁焊接技术培训课程第一部份焊接分类与电烙铁的介绍第一节焊接分类第二节电烙铁的介绍第二部份焊接的基本观念第一节何为焊接第二节焊接的障碍物第三节合金层第四节良好焊接基本条件第五节焊锡丝使用方法第六节工具使用规则第七节焊锡材料之选用第八节焊油的功用及焊接法则第九节手焊锡材料第十节焊接温度与加热时间第十一节焊接操作的具体手法第十二节拆焊第三部份焊点的质量及检查第一节虚焊产生的原因及其危害第二节对焊点的要求第三节焊点沾锡情况第四节焊点扩散角度第五节焊接质量的检查第六节焊点检验标准及缺陷分析电烙铁焊接技术培训课程内容绪言焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一,如果没有相应的工艺质量保证,任何一个设计精良的电子装置都难以达到设计指标。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。
本培训教材着重讲述应用广泛的手工锡焊焊接。
其目的是使公司员工在使用烙铁时,有正确的使用方法及认识,进而提升产品品质及延长零件寿命。
同时,也使公司的品检员对焊接方面的知识有着进一步的了解,在生产现场控制过程中达到最佳的品质保证。
第一部份焊接分类与电烙铁的介绍第一节焊接分类焊接技术在电子工业中的应用是非常广泛的,图1-1-1所示是现代焊接技术的主要类型。
在电子工业中,几乎各种焊接方法都要用到,但使用最普遍、最具有代表性的是锡焊法。
锡焊是焊接的一种,它是将焊件和熔点比焊件低的焊料共同加热到焊锡温度,在焊件不熔化的情况下,焊料熔化并浸润焊接面,依靠二者的扩散形成焊件的连接。
其主要特征有以下三点:①焊料熔点低于焊件;②焊接时将焊料与焊件共同加热到锡焊温度,焊料熔化而焊件不熔化;③焊件的形成依靠熔化状态的焊料浸润焊接面,由毛细管作用使焊料进入焊件的间隙,形成一个结合层,从而实现焊件的结合。
For personal use only in study and research; not for commercial use姓名:成绩:年月日一不定项选择题(共9题,每题3分)1电烙铁接通电源后,不热或不太热的原因可能为(BCD)A操作姿势不当B电压低于额定电压C 电烙铁头发生氧化D烙铁头根端与外管内壁紧固部位氧化2助焊剂,用(A)的松香溶解在(B)的酒精(重量比)中作为助焊剂。
A 25%B 75%C 50%D 90%3清洁电烙铁所使用的海面应沾有适量的(C)A酒精B丙酮 C 干净的水 D 助焊剂4一般来说电烙铁的功率越大,热量越(B),烙铁头的加热时间越(C)。
A 小B 大C 短D 长5焊接温度不宜过高、焊接时间不宜过长的元器件时,应选用(D)。
A 可调温烙铁B吸锡烙铁C汽焊烙铁 D 恒温烙铁6半导体元件的焊接最好采用(A)的低温焊丝,焊接时间要(D)。
A 较细B 较粗C 长D 短7焊锡是用熔点约为(B)的铅锡合金。
A 450度B 183度C 126度D 320度8烙铁头的形状有所不同,常见的有(ACD)等A锥形 B 方形 C 凿形 D 圆斜面形9要求元件焊接人员操作时必须离焊接点至少(B)以上,以免吸入焊锡丝融化所产生的有害物质,并打开排风装置。
A 10cmB 30cmC 50cmD 20cm二填空题(共6题,每题3分)1 按发热形式,电烙铁一般分为内热式和外热式。
2 焊接的最佳温度为:360 ℃,焊接时间应控制在1~2 秒。
3焊锡点应饱满,有光泽,表面无凹凸不平的现象。
4焊锡一般是用熔点约为183℃的铅锡合金制成,且必须符合RoHS标准。
5 通常握持电烙铁的方法有正握法、反握法和握笔法三种。
功率较小的一般采用握笔法。
6因内热式电烙铁有升温快、重量轻、能耗低、体积小、热效率高的特点,所以得到了普遍的应用。
三简答题(共4题,第1题20分,第4题15分,其它每题10分)1简述使用电烙铁的注意事项。
烙铁焊接培训计划一、前言烙铁焊接是一种常见的电子元件连接方式,广泛应用于电子、通信、汽车、航空航天等领域。
掌握烙铁焊接技能不仅对维修和生产具有重要意义,而且对拓宽求职就业渠道也具有重要作用。
因此,烙铁焊接培训计划的制定和实施对于提高职工技术水平,促进企业发展具有积极意义。
二、培训目标1. 掌握烙铁加热、填料、焊接、冷却等基本工艺流程;2. 理解焊接工艺参数,如温度、时间、速度等的影响;3. 掌握烙铁焊接常见缺陷的预防和处理方法;4. 提高学员专业技能水平,满足产业发展需求。
三、培训内容1. 理论知识(1)烙铁焊接的定义、原理和应用领域;(2)焊接工艺参数和影响因素;(3)常见焊接缺陷和预防方法。
2. 实践操作(1)烙铁操作技巧的培训;(2)不同类型的电子元件的烙铁焊接操作;(3)常见焊接缺陷的处理方法;(4)焊接接头的质量检测。
四、培训方法1. 理论学习采用讲授、互动问答等方式,让学员深入理解焊接知识,掌握焊接原理和工艺参数。
2. 实践操作采用小班教学、一对一指导的方式,让学员在实际操作中逐步掌握烙铁焊接技能。
3. 考核评价通过理论测试和实际操作考核,评价学员的学习成果,并给予相应的培训证书。
五、学员对象电子制造企业职工、电子维修人员、电子专业学生等对烙铁焊接感兴趣的人员。
六、培训周期根据学员基础情况和培训内容安排,一般为1-2个月。
七、培训设施1. 教学场地提供适合进行实际操作的工作台和设备。
2. 教学设备提供烙铁、焊锡、电子元件等操作所需设备。
3. 教学材料提供相关理论知识的教材和案例资料。
八、培训师资1. 主讲教师应聘具有丰富的烙铁焊接实践经验和教学经验的老师。
2. 助教具有烙铁焊接实践经验的助教,提供学员的实际操作指导和辅导。
九、培训考核1. 理论考核通过闭卷考试等形式,考核学员对焊接理论知识的掌握情况。
2. 实践考核设置不同难度的焊接任务,考核学员的实际操作能力。
3. 综合评定根据理论和实际操作成绩,综合评定学员的培训成果。
电烙铁手工焊接培训测试题一.何为锡焊接,叙述正确的是() [单选题] *A.是用焊锡做媒介,使A、B二金属相接并达到导电的目的。
B.是用焊锡做媒介,藉加热而使A、B二金属相接并达到支撑的目的。
C.是用焊锡做媒介,藉加热而使A、B二金属相接并达到导电的目的。
(正确答案)二.金属间的接合力即靠焊锡与金属表面所产生的合金层,所以焊锡能当作机械力的支撑() [单选题] *A.正确B.不正确(正确答案)三.在焊锡标签上标示为S63/P37,这种焊锡是() [单选题] *A.有铅焊锡(正确答案)B.无铅焊锡四.公司现使用成分比例为Sn63% Pb37%焊锡丝,熔点是() [单选题] *A.183℃(正确答案)B.217℃C.227℃五.新烙铁或是新更换的烙铁头可以拿来就用,不影响使用寿命() [单选题] * A.正确B.不正确(正确答案)六.焊接作业时注意事项() *A.焊接作业人员较长时间离开工位上应关闭烙铁的电源。
(正确答案)B.烙铁手柄严禁敲击,避免外力损坏陶瓷发热芯。
(正确答案)C.注意人体被烙铁发热部位烫伤。
(正确答案)七.手工焊接的条件:被焊件必须具备:_________,被焊金属表面应保持:_________,使用合适的_________,具有适当的焊接_________ [填空题] *从以下选项中选择内容进行填空(只填字母):A.清洁;B.焊料和助焊剂;C.可焊性;D.温度和时间空1答案:C空2答案:A空3答案:B空4答案:D八.手工焊接的主要工艺流程:焊前准备电烙铁通电,清洁烙铁头,___,___,___,___,抽离烙铁头,___,检查焊点。
[填空题] *从以下选项中选择内容进行填空(只填字母):A.加热被焊接件;B.继续加热焊点;C.移离锡丝;E.冷却焊点;F.送供锡丝空1答案:A空2答案:F空3答案:B空4答案:C空5答案:E九.不合格焊点返工,对以下类型的焊点缺陷,可以对焊点重熔,必要时,可添加助焊剂和焊料,下面描述正确的是()。
电烙铁焊接技术培训课程在现代电子制造行业中,电烙铁焊接技术被广泛应用于电路板的组装和维修。
掌握电烙铁焊接技术对于从事电子制造、维修以及相关行业的人员来说至关重要。
为满足市场需求,提高技能水平,许多机构和企业纷纷开设电烙铁焊接技术培训课程,以确保学员掌握正确的焊接技术和操作方法。
一、课程概述电烙铁焊接技术培训课程旨在帮助学员全面了解电烙铁焊接技术的原理和应用,并通过理论与实践相结合的教学方式,培养学员掌握一定的焊接技能。
二、课程内容1. 焊接基础知识:介绍焊接的定义、目的以及相关术语,了解电子焊接工艺的发展历程。
2. 焊接材料介绍:了解焊接所使用的材料,包括焊丝、焊锡和基板等,以及各种辅助用具的功能和正确使用方法。
3. 电烙铁操作技巧:掌握电烙铁的使用方法和注意事项,包括温度调节、焊嘴的更换、耐热胶带的运用等。
4. 焊接技术与参数:讲解焊接过程中的关键技术,包括焊接时间、焊接温度、焊接压力等参数的调节和掌握。
5. 常见焊接问题解决:介绍常见的焊接问题及其解决方法,如焊接不牢固、焊接渣造成短路等。
6. 安全操作与事故防范:强调焊接过程中的安全操作规范,包括使用防护设备、防止火灾和电击等事故的防范方法。
7. 实践操作演练:通过现场实践操作、实际案例模拟等方式,让学员更好地掌握焊接技术和实际应用。
三、培训方式1. 理论讲授:采用课堂讲授方式,通过PPT演示、案例分析等形式,系统地传授焊接技术相关知识。
2. 实践操作:提供实验室或工作坊环境,让学员进行实际的焊接操作,熟悉焊接设备的使用和操作流程。
3. 案例分享:邀请有经验的焊接技术专家,分享实际工作中的焊接案例和解决方案,培养学员解决问题的能力。
四、培训机构和企业1. 技术学院和职业培训中心:许多技术学院和职业培训中心开设电烙铁焊接技术培训课程,提供专业的教学设备和师资力量。
2. 电子制造企业内部培训:一些大型电子制造企业内部设有培训部门,为员工提供焊接技术培训,以提高生产效率和产品质量。