2010特种铸造10金属型
- 格式:ppt
- 大小:11.80 MB
- 文档页数:52
编号:SM-ZD-37674 铸造安全要求Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly.编制:____________________审核:____________________批准:____________________本文档下载后可任意修改铸造安全要求简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进度,从而使整体计划目标统一,行动协调,过程有条不紊。
文档可直接下载或修改,使用时请详细阅读内容。
由于人类文化的进步,现代科学技术和生产水平的提高,常要求生产出大量同类型的质量高并且稳定的铸件。
同时,还要求提高劳动生产率,降低成本,改善劳动条件。
普通的砂型铸造已经满足不了这样的要求,所以不得不寻求其它更先进的铸造方法,许多与普通砂型铸造有区别的铸造方法,虽然本身也各不相同,但都通称为“特种铸造”。
特种铸造方法主要有下列几种:(1)金属型铸造(俗称硬模铸造);(2)压力铸造;(3)离心铸造;(4)熔模精密铸造(失蜡铸造);(5)低压铸造;(6)壳型铸造;(7)连续铸造;(8)真空吸铸;(9)挤压铸造;(10)磁型铸造等。
生产中常用的是前三种,现分述如下。
一、金属型铸造金属型铸造又称为“硬模铸造”,就是用铸钢、铁或其它金属材料制造铸型,用以浇注各种铸件的工艺方法。
金属型铸造时可使用金属型芯和砂芯。
一套金属型可以浇注几百次至几万次,所以也称为“永久型”。
它与普通砂型铸造相比较,具有生产效率高、铸件质量好、改善劳动条件、便于机械化等优点。
因而广泛应用于各工业部门铸件的生产,特别是大批量的有色铸件更为合适。

编号:SY-AQ-06840( 安全管理)单位:_____________________审批:_____________________日期:_____________________WORD文档/ A4打印/ 可编辑铸造安全要求(完整篇)Casting safety requirements (complete)铸造安全要求(完整篇)导语:进行安全管理的目的是预防、消灭事故,防止或消除事故伤害,保护劳动者的安全与健康。
在安全管理的四项主要内容中,虽然都是为了达到安全管理的目的,但是对生产因素状态的控制,与安全管理目的关系更直接,显得更为突出。
由于人类文化的进步,现代科学技术和生产水平的提高,常要求生产出大量同类型的质量高并且稳定的铸件。
同时,还要求提高劳动生产率,降低成本,改善劳动条件。
普通的砂型铸造已经满足不了这样的要求,所以不得不寻求其它更先进的铸造方法,许多与普通砂型铸造有区别的铸造方法,虽然本身也各不相同,但都通称为“特种铸造”。
特种铸造方法主要有下列几种:(1)金属型铸造(俗称硬模铸造);(2)压力铸造;(3)离心铸造;(4)熔模精密铸造(失蜡铸造);(5)低压铸造;(6)壳型铸造;(7)连续铸造;(8)真空吸铸;(9)挤压铸造;(10)磁型铸造等。
生产中常用的是前三种,现分述如下。
一、金属型铸造金属型铸造又称为“硬模铸造”,就是用铸钢、铁或其它金属材料制造铸型,用以浇注各种铸件的工艺方法。
金属型铸造时可使用金属型芯和砂芯。
一套金属型可以浇注几百次至几万次,所以也称为“永久型”。
它与普通砂型铸造相比较,具有生产效率高、铸件质量好、改善劳动条件、便于机械化等优点。
因而广泛应用于各工业部门铸件的生产,特别是大批量的有色铸件更为合适。
1.金属型的要求(1)应保证铸件的形状、尺寸、质量,符合技术要求。
(2)正确的浇注系统及冒口,符合铸造工艺的要求。
(3)金属型应便于铸件的取出及修理安装的方便。
第五节特种铸造特种铸造是指与砂型铸造不同的其它铸造方法。
可列入特种铸造的方法有近二十种,常用的有金属型铸造、压力铸造、低压铸造、熔模铸造、离心铸造、陶瓷型铸造、消失模铸造等。
特种铸造在提高铸件精度和表面质量、提高生产率、改善劳动条件等方面具有独特的优点。
一、金属型铸造【金属型铸造】是指在重力的作用下将液态金属浇入金属型中获得铸件的方法。
金属型可连续使用几千次至数万次,所以也称“永久型”。
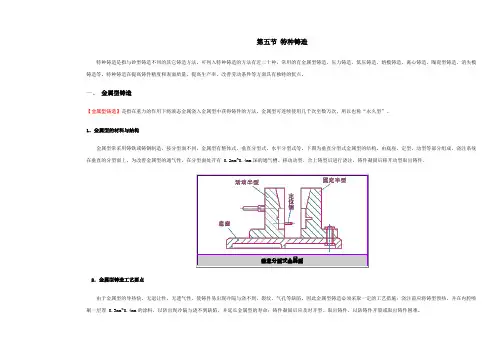
1.金属型的材料与结构金属型常采用铸铁或铸钢制造,按分型面不同,金属型有整体式、垂直分型式、水平分型式等。
下图为垂直分型式金属型的结构。
由底座、定型、动型等部分组成,浇注系统在垂直的分型面上,为改善金属型的通气性,在分型面处开有 0.2mm~0.4mm深的通气槽。
移动动型、合上铸型后进行浇注,铸件凝固后移开动型取出铸件。
2.金属型铸造工艺要点由于金属型的导热快、无退让性、无透气性,使铸件易出现冷隔与浇不到、裂纹、气孔等缺陷。
因此金属型铸造必须采取一定的工艺措施:浇注前应将铸型预热,并在内腔喷刷一层厚 0.3mm~0.4mm的涂料,以防出现冷隔与浇不到缺陷,并延长金属型的寿命;铸件凝固后应及时开型、取出铸件,以防铸件开裂或取出铸件困难。
3.金属型铸造的特点及应用范围金属型使用寿命长,可“一型多铸”,提高生产率;铸件的晶粒细小、组织致密,力学性能比砂型铸件高约25%;铸件的尺寸精度高、表面质量好;铸造车间无粉尘和有害气体的污染,劳动条件改善。
金属型铸造的不足之处是金属型制造周期长、成本高、工艺要求高,且不能生产形状复杂的薄壁铸件,否则易出现浇不足和冷隔等缺陷;受铸型材料的限制,浇注高熔点的铸钢件和铸铁件时,金属型的寿命低。
目前金属型铸造主要用于大批量生产形状简单的铝、铜、镁等非铁金属及合金铸件。
如铝合金活塞、油泵壳体,铜合金轴瓦、轴套等。
二、压力铸造【压力铸造】是指熔融金属在高压下快速压入铸型中,并在压力下凝固的铸造方法,简称“压铸”。
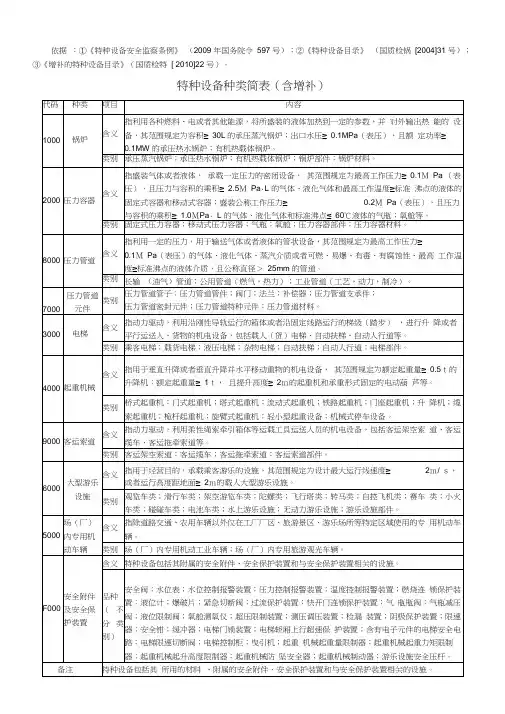
依据:①《特种设备安全监察条例》(2009 年国务院令597 号);②《特种设备目录》(国质检锅[2004]31 号);③《增补的特种设备目录》(国质检特[ 2010]22 号)。
特种设备种类简表(含增补)特种设备目录(含增补)中华人民共和国国务院令第 549 号《国务院关于修改〈特种设备安全监察条例〉的决定》已经 现予公布,自 2009年 5月 1日起施行。
总二○○九年一月二十四日国务院关于修改《特种设备安全监察条例》的决定(摘录)国务院决定对《特种设备安全监察条例》做如下修改:一、第二条第一款修改为: “本条例所称特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气 瓶,下同)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
”二、第三条第二款修改为:“军事装备、核设施、航空航天器、铁路机车、海上设施和船舶以及矿山井下使 用的特种设备、民用机场专用设备的安全监察不适用本条例。
”第三款修改为: “房屋建筑工地和市政工程工地用起重机械、场(厂)内专用机动车辆的安装、使用的监督 管理,由建设行政主管部门依照有关法律、法规的规定执行。
”三十五、第九十九条第一款增加一项作为第八项: “场(厂)内专用机动车辆,是指除道路交通、农用车辆 以外仅在工厂厂区、旅游景区、游乐场所等特定区域使用的专用机动车辆。
”《特种设备安全监察条例( 2009 年修订)》(摘录)第二条 本条例所称特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶,下同)、压力管 道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
前款特种设备的目录由国务院负责特种设备安全监督管理的部门 (以下简称国务院特种设备安全监督管理部 门)制订,报国务院批准后执行。
第九十九条 本条例下列用语的含义是:(一)锅炉,是指利用各种燃料、电或者其他能源,将所盛装的液体加热到一定的参数,并对外输出热能的 设备,其范围规定为容积大于或者等于 30L 的承压蒸汽锅炉;出口水压大于或者等于 0.1MPa (表压),且额定功率大于或者等于 0.1MW 的承压热水锅炉;有机热载体锅炉。
特种铸造特种铸造:铸型用砂较少或不用砂、采用特殊工艺装备进行铸造的方法,如熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造、陶瓷型铸造和实型铸造等。
特点:特种铸造具有铸件精度和表面质量高、铸件内在性能好、原材料消耗低、工作环境好等优点。
但铸件的结构、形状、尺寸、重量、材料种类往往受到一定限制。
一、熔模铸造(失蜡铸造)(一)熔模铸造的工艺过程1.制造蜡模蜡模材料常用50%石蜡和50%硬脂酸配制而成。
如图1-34a 所示。
为提高生产率,常把数个蜡模熔焊在蜡棒上,成为蜡模组,如图1-34b 所示。
2.制造型壳在蜡模组表面浸挂一层以水玻璃和石英粉配制的涂料,然后在上面撒一层较细的硅砂,并放入固化剂(如氯化铵水溶液等)中硬化。
使蜡模组外面形成由多层耐火材料组成的坚硬型壳(一般为4~10层),型壳的总厚度为5~7mm,如图1-34c所示。
3.熔化蜡模(脱蜡)通常将带有蜡模组的型壳放在80~90℃的热水中,使蜡料熔化后从浇注系统中流出。
4.型壳的焙烧把脱蜡后的型壳放入加热炉中,加热到800~950℃,保温0.5~2h,烧去型壳内的残蜡和水分,并使型壳强度进一步提高。
5.浇注将型壳从焙烧炉中取出后,周围堆放干砂,加固型壳,然后趁热(600~700℃)浇入合金液,并凝固冷却。
6.脱壳和清理用人工或机械方法去掉型壳、切除浇冒口,清理后即得铸件。
(二)熔摸铸造铸件的结构工艺性熔摸铸造铸件的结构,除应满足一般铸造工艺的要求外,还具有其特殊性:1.铸孔不能太小和太深否则涂料和砂粒很难进入腊模的空洞内,只有采用陶瓷芯或石英玻璃管芯,工艺复杂,清理困难。
一般铸孔应大于2mm.。
2.铸件壁厚不可太薄一般为2~8mm。
3.铸件的壁厚应尽量均匀熔摸铸造工艺一般不用冷铁,少用冒口,多用直浇口直接补缩,故不能有分散的热节。
(三)熔模铸造的特点和应用熔模铸造的特点是:(1)铸件精度高、表面质量好,是少、无切削加工工艺的重要方法之一,其尺寸精度可达IT11~IT14,表面粗糙度为Ra12.5~1.6μm。
第一章热处理是非题(错题):对过共析钢,它的含碳量越高,淬火温度也就越高。
淬火加回火的热处理工艺称为调质,调质后的零件能获得强度、韧性、塑性都较好的综合机械性能。
弹簧淬火处理后一般都采用高温回火,因为高温回火后,其弹性极限最高。
布氏硬度适用于测量硬度很高的材料,如淬火钢等.选择题:制造连杆、传动轴……,一般选用(中碳钢)热处理调质工艺是(淬火加高温回火)弹簧钢零部件淬火后采用(中温回火)对氧化脱碳……热处理时选用(可控气氛热处理炉)为了使变速齿轮……合金钢齿轮进行(渗碳淬火后低温回火)以下切削性能相对较好的钢是(高碳钢)细长轴……淬火时应(垂直向下)气体渗碳加热范围在(900~930)碳素钢淬火……组织转变成了(马氏体)洛氏硬度值为45的表示方法为45HRC填空题:【(退火)随炉缓慢冷却】【(正火)空气冷却】【(淬火)淬火快速冷却】【(回火)淬火后】【(钢热处理)升温、保温、冷却】【(一般)内部组织】【(金属材料)硬度、强度、拉伸、型性】【(最常用)渗碳、渗氮、渗铬】第二章铸造实习报告判断题错题:手工造型中,型砂按的越紧越好,强度高铸件的重要工作面、受力面或主要加工面,浇注时应朝上选择题分型砂的作用是(上型砂和下型砂顺利分析)铸件产生黏砂的主要原因(浇注温度过高和造型材料耐火度不显)生产中为提高金属液额流动性需采用(提高浇注温度)型砂中加入煤粉作用是(防止黏砂和……)铸件的重要加工面,在造型时尽量放在铸型的(下面)熔模铸造适用于制造(形状复杂铸件)冒口的作用(补缩和排气)一般融化铝加热温度为(800)因为金属……收缩量约为(1。
5%)左右适用铸造生产的是(车床尾座及溜板箱手轮)填空题【(铸造)特种】【(型砂的组成)原砂、粘结剂、附加物】【(型砂是砂型的主体)良好的透气性、适当的温度、耐高温、一定的退让性、足够的耐用性】【(手工造型)整模、分模、挖沙、浮块、三箱】【(三箱造型)两个、三】【(典型浇注)外浇口、直浇口、模浇口】【(铸铁)坩埚】【(对铸件)喷砂清理、喷水清理、水力清理】【(特种铸造)熔模铸造、压力铸造、离心铸造、陶瓷铸造】【(浇注速度)正面】简答题1。
特种铸造与普通砂型铸造不同的其他铸造方法统称为特种铸造。
如熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造、挤压铸造、实型铸造等。
一、熔模铸造在易熔模样表面包覆若干层耐火涂料,待其硬化干燥后,将模样熔去后而制成型壳,经浇注而获得铸件的一种方法。
模样材料多为工业石蜡,所以又称失蜡铸造。
1.熔模铸造工艺过程(1) 根据铸件的要求设计和制造压型(制造蜡模的模具);(2)用压型将易熔材料压制成蜡模;(3)把若干个蜡模焊在一根蜡制的浇注系统上组成蜡模组;(4)将蜡模组浸入水玻璃和石英粉配制的涂料中,取出后撒上石英砂,并放人硬化剂中进行硬化,如此重复数次,直到蜡模表面形成一定厚度的硬化壳;(5) 将带有硬壳的蜡模组放人80~90℃的热水中加热,使蜡熔化后从浇口中流出,形成铸型空腔;(6) 烘干并焙烧(加热到850~950℃)后,在型壳四周填砂,即可浇注;(7) 清理型壳即可得到铸件。
2.熔模铸造的特点及应用范围(1) 铸件精度高,表面质量好。
(2) 可制造形状复杂的铸件。
蜡模可以焊接拼制,模样可熔化流出,故可以铸出形状极为复杂的铸件,铸出孔最小直径为0.5mm,最小壁厚可达0.3mm。
(3) 适用于各种合金铸件。
尤其用于高熔点和难切削合金的铸造,更显示出其优越性。
(4) 生产批量不受限制。
从单件到大批量生产都适用,能实现机械化流水作业。
熔模铸造主要用于生产形状复杂、精度要求高、熔点高和难切削加工的小型零件。
二、金属型铸造金属型铸造是在重力作用下将金属液体浇入金属铸型以获得铸件的方法。
铸型用金属制成,可反复使用,故又称永久型铸造。
1、金属型的构造:金属型的材料一般采用铸铁,铸件内腔可用金属型芯或砂芯得到。
其结构有整体式、水平分型式、垂直分型式、复合分型式等。
2、金属型铸造的工艺特点1)金属型预热:未预热的金属型导热性好,使金属液冷却过快,铸件容易出现冷隔、浇不足、夹杂、气孔等缺陷;铸型受到强烈的热冲击,热应力倍增,极易损坏。