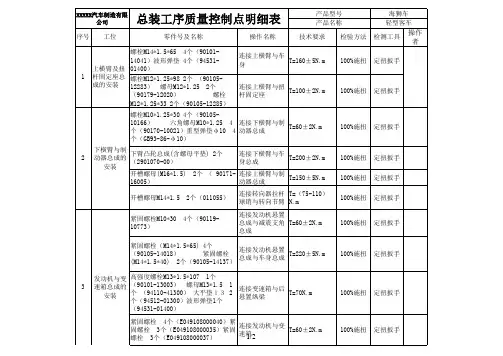
全过程质量控制点明细表
- 格式:xls
- 大小:1.31 MB
- 文档页数:4
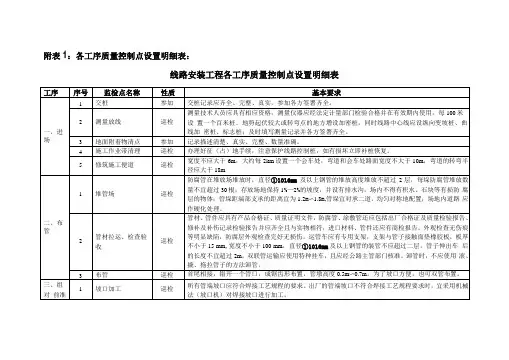
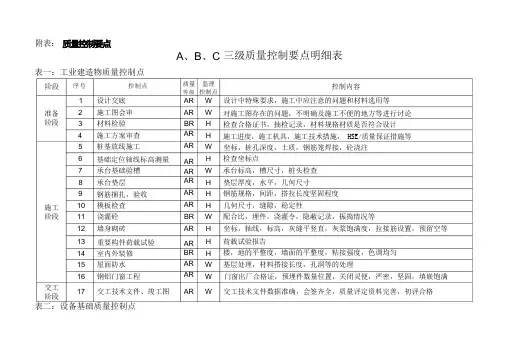
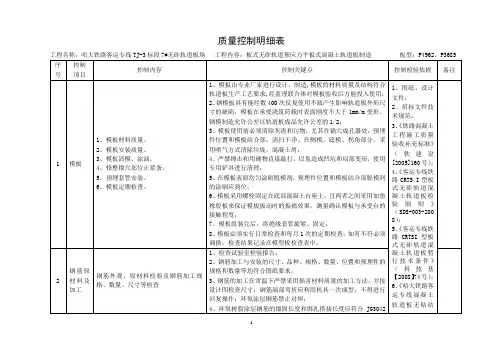
附表:三级质量控制要点明细表表一:工业建造物质量控制点序号 控制点等级 1 设计交底2 施工图会审3 材料检验4 施工方案审查5 桩基放线施工6 基础定位轴线标高测量7 承台基础验槽8 承台垫层9 钢筋捆扎,验收10 模板检查 11 浇灌砼 12 墙身砌砖 13 重要构件荷载试验 14 室内外装修 15 屋面防水 16 钢铝门窗工程17 交工技术文件、竣工图控制内容设计中特殊要求,施工中应注意的问题和材料选用等 对施工图存在的问题,不明确及施工不便的地方等进行讨论 检查合格证书,抽检记录,材料规格材质是否符合设计 施工进度,施工机具,施工技术措施, HSE/质量保证措施等 坐标,桩孔深度,土质,钢筋笼焊接,砼浇注 检查坐标点承台标高,槽尺寸,桩头检查 垫层厚度,水平,几何尺寸 钢筋规格,间距,搭拉长度坚固程度 几何尺寸,缝隙,稳定性配合比,埋件,浇灌令,隐蔽记录,振捣情况等坐标,轴线,标高,灰缝平竖直,灰浆饱满度,拉接筋设置,预留空等 荷载试验报告楼,地的平整度,墙面的平整度,粘接强度,色调均匀 基层处理,材料搭接长度,孔洞等的处理门窗出厂合格证,预埋件数量位置,关闭灵便,严密,坚固,填嵌饱满 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理 控制点W W H H W H W H H H W H H H W WWAR AR BR AR ARAR AR AR AR AR BR ARAR BR AR ARAR 表二:设备基础质量控制点A 、B 、C 施工 阶段准备 阶段交工 阶段阶段质量序号 控制点 1 设计交底2 施工图会审3 材料检验4 施工方案审查5 测量放线6 地基验槽7 钢筋绑轧8 地脚螺栓固定9 支模板10 浇灌砼11 基础外观检查12 基础交安装13 交工技术文件、竣工图 表三:钢结构预制安装质量控制点 质量 监理 控 制 内 容 类别 控制点AR W 设计中的特殊要求,施工中应注意的问题和材料选用等 AR W 对施工图存在的问题,不明确及施工不便的地方等进行讨论 CR H 检查合格证书,抽检记录,材料规格材质是否符合设计 BR H 施工进度,施工机具,施工技术措施,质量保证措施等控制内容设计中特殊要求,施工中应注意的问题和材料选用等 对施工图存在的问题,不明确及施工不便的地方等进行讨论 检查合格证书,抽检记录,材料规格材质是否符合设计 施工进度,施工机具,施工技术措施,质量保证措施等 坐标,水准点测量成果 地质与设计相符,几何尺寸规格,数量,搭接坚固程度,钢筋间距 数量,规格,方位,固定方式,稳定性,标高 几何尺寸,缝隙,支撑的稳定性 配合比,地脚螺栓,浇灌令,隐蔽记录 有无麻面,蜂窝孔洞基础各项数据,坐标,标高,螺栓或者孔间距尺寸,外观质量,安装单位复测验收序号 控 制 点1 设计交底2 施工图会审3 材料检验4 施工方案审查监理 控制点WWH HH H HH HWS S W质量 等级 ARARBRARBRBRARBRARBRCR BRAR准备 阶 段 准备 阶段工程 交接安装 阶段阶段 阶段5 构件验收6 基础验收7 构件组对 8 垫铁检查 9 构件安装 10 螺栓连接 11 现场油漆 12 基础灌浆13 交工技术文件、竣工图 表四:容器、塔器安装质量控制点序号 控 制 点1 施工方案审查2 设备检验3 基础验收4 耐压试验与气密试验5 设备吊装就位6 设备水平度/垂直度检查7 基础活动端垫板处理8 基础灌浆9 内件安装S 孔距、孔径尺寸及误差,构件各部尺寸检查W 坐标、轴线、标高、基准线,作交接记录S 轴线交点允差、整体尺寸允差、其它尺寸误差、焊接质量 H 垫铁组数、间距、搭接长度、每组块数 H 焊接技术要求、焊接质量检验标准S 磨擦面清理、高强螺栓终拧力距、螺栓连接、交付使用 S 颜色、层数、厚度、涂刷质量 S 砂浆配比填充密实情况W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格控 制 内 容施工进度,施工机具,施工技术措施,质量保证措施等 型号、规格、出厂合格等,验收记录 坐标、标高、地脚螺栓位置,作交接记录检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 水平度与垂直度、管口方位检查卧式设备水平度、立式设备塔类设备垂直度符合规范要求 检查滑板位置,涂上防锈油,检查设备长孔位置,挪移量 灌浆前检查,作隐蔽记录,充填密实,处表面抹光内件数量位置要求监理 控制点H W HH SH S H S质量 类别 BR AR ARARBARB BR CRB ARB ARBR C C BAR 安装阶段安装阶段准备 阶段交工 阶段阶段表五:换热器质量控制点监理 控制点W S检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 位置度、水平度与垂直度,管口方位 充填密实,外表面抹光内件数量位置要求检查内件是否齐全正确,是否有杂物遗留检查滑板位置,涂上防锈油,检查设备长孔位置,留挪移量、螺母锁紧 检查内件是否齐全正确,是否有杂物遗留 每次沉降观测均作记录交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理 控制点H 检查内件是否齐全正确,是否有杂物遗留 S 每次沉降观测均作记录W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格10 内部情况检查封闭 AR 11 基础沉降观测(如需要) CR12 交工技术文件、竣工图 AR 交工 阶段 序号 控制点1 设备及材料交接检验2 基础交接验收3 耐压试验与气密试验4 设备吊装就位找正5 二次灌浆6 内件安装7 内部情况检查封闭 8 基础活动端垫板处理9 封闭前的检查10 基础沉降观测 (如需要)11 交工技术文件、竣工图 型号,规格,出厂合格等坐标,标高,地脚螺栓位置B BRARBARCR AR质量 等级 质量 等级 ARBRARBRHHSH HSH SW表六:储罐安装质量控制点阶段 序号准备 阶段安装 阶段交工 阶段控制内容控制内容控制点阶段1 设备及材料交接检验2 基础交接验收3 耐压试验与气密试验4 设备吊装就位找正5 二次灌浆6 内件安装7 内部情况检查封闭8 基础活动端垫板处理9 容器封闭前检查10 基础沉降观测 (如需要)11 交工技术文件、竣工图 表七:大型储罐制作、安装质量控制点阶段1 施工方案审查2 设备及材料交接检验3 基础交接验收4 放样、下料,作标识5 组焊底板、焊缝检测6 提升装置安装调试型号,规格,出厂合格等坐标,标高,地脚螺栓位置检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 位置度、水平度与垂直度,管口方位 充填密实,外表面抹光内件数量位置要求检查内件是否齐全正确,是否有杂物遗留检查滑板位置,涂上防锈油,检查设备长孔位置,挪移量 检查内件是否齐全正确,是否有杂物遗留 每次沉降观测均作记录交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格控制内容施工进度,施工机具,施工技术措施,排版图,质量保证措施等 型号,规格,出厂合格等 坐标,标高,地脚螺栓位置各种板下料后每块板的几何尺寸及坡口检测、按排版图作标识正确 几何尺寸、焊缝质量检测,真空试验按施工方案的提升装置受力计算书进行布设提升装置,调试提升工况监理 控制点H WSSHSAR BR AR BR B BR AR B ARCRAR质量 等级 BRARBRCBRCWSH H S H H S H SW序号 控制点 准备 阶段准备 阶段安装 阶段安装 阶段交工 阶段壁板、顶板组焊、质量检测 内件安装盛水试验与气密试验浮船升降试验 内部情况检查封闭基础沉降观测 (如需要) 交工技术文件、竣工图表八:带搅拌器设备安装质量控制点阶段 序号 控 制 点 质量 监理 控 制 内 容类别控制点准 1 设备开箱检查 AR W 安装箱单清点外观检查及资料清查,验收记录 备段 3 基础验收 AR H 中心位置、螺孔位置、标高等4 垫铁摆放 BR H 垫铁组数、位置、间距、垫铁组5 设备吊装 B S 吊点选择安 6 设备就位安装 B S 设备就位、初步找正、地脚螺栓浇灌装 7 设备找正 BR H 设备外壳位置度、垂直度找正阶8 搅拌器安装找正 BR H 搅拌轴垂直度、联轴节对中、搅拌叶与筒体间隙的找正9 基础灌浆或者焊固 AR H 灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上点焊接固定垫板 10 单机试运 AR H 根据工艺和设备情况,装水试运, 单机试运记录H 罐顶、各带壁板的几何尺寸、焊缝质量检测H 内件数量位置要求H 检查各接口焊缝渗漏情况(根据实际情况确定是否进行) H 用水或者压缩空气进行浮船升降试验(浮顶储罐 ) H 检查内件是否齐全正确,是否有杂物遗留S 每次沉降观测均作记录W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格阶2 施工方案审查 BR H 吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行BR AR BR ARCRAR78 9 10 11 1213交工 阶段段BR11 交工技术文件、竣工图 AR W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理控制点 W 型号、规格、出厂合格证及有关资料等作验收记录 HH H S SS HH H H H交工阶段表十:活塞式压缩机质量控制点阶段 序号 准 备吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行 坐标、标高、地脚螺栓孔位置等施工进度、施工机具、施工技术措施、质量保证措施等基础表面处理、垫铁找平、垫铁组数、每组块数、搭接长度、垫铁组间距 标高、进出口位置、坐标位置 清洗风干、对各部件进行检查 各部间隙、轴封的正确安装连轴接找正灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上则焊接固定垫板试车程序、步骤运行措施、检查部位、轴承温升、振动值要求 各部轴承温升、轴振动、起动电流等记录各部轴承温升、机电轴承温升、电流、出口压力、轴承、振动值等是否符合要求、运行记 录检查 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格序号 控 制 点 1 设备及附件开箱检验施工方案审查 2 基础检验验收 3 施工方案审查 4 基础处理5 设备安装6 设备拆卸清洗 (按需要)7 组装找平8 基础灌浆或者焊固9 试车方案审查 10 空负荷试车(机电)11 负荷试车12 交工技术文件、竣工图 1、图纸进行专业会审,检查图纸中的错误、现场不符的情况以及专业交叉中有问题的地方 2、审查 施工方案中的施工方法是否符合现场实际,是否具有可行性;技术参数是否符合图纸和规范的要求交工阶段表九:泵,风机安装质量控制点 质量 类别ARBR AR BRB CRCR BRAR BR AR AR控 制 内 容1 图纸会审、施工方案安装阶段监理 控制点 准备 阶段质量 等级 控制措施AR W控制点阶段 ARW序号 控制点2 机组及附件接收3 基础交接、复查4 压缩机机身煤油试漏5 压缩机机身就位初找正6 地脚螺栓灌浆前检查7 机身安装8 压缩机主机安装9 主轴轴承及滑道安装 10 气缸组装11 活塞杆及连杆检查12 压缩机活塞及活塞杆安装 13 汽缸阀门检查14 活塞杆跳动值检查 15 轴承润滑系统 16 汽缸及填料润滑 17 油系统冲洗 18 油系统整定 19 冷却系统20 控制和保护系统 21 盘车装置检查 22 空负荷试运转 23 系统吹扫 24 负荷试运转25 交工技术文件、竣工图 表十一:离心式压缩机质量控制点阶段 序号 控制点 准备 1 设备开箱检验控制措施1 加强对机组的材料、零部件的入库检验、保管,对检查出机组部件有质量问题的,及时向有关部门 反映,确保用于工程的材料质量符合设计及规范要求2 对质量证明书、合格证及复证记录确认复测基础的外形尺寸、预留洞、预埋螺栓是否符合图纸要求,允许偏差是否符合规范和技术文件的要求。
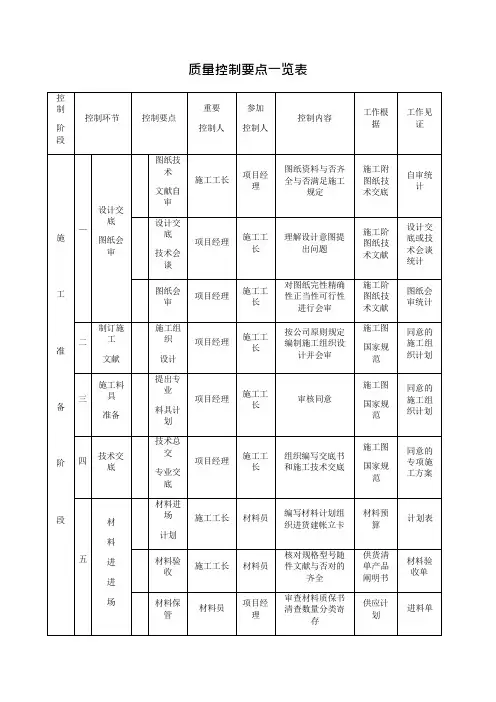
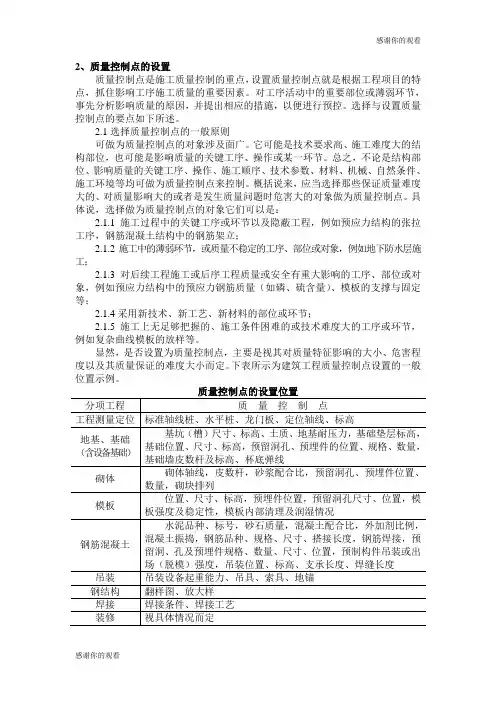
2、质量控制点的设置质量控制点是施工质量控制的重点,设置质量控制点就是根据工程项目的特点,抓住影响工序施工质量的重要因素。
对工序活动中的重要部位或薄弱环节,事先分析影响质量的原因,并提出相应的措施,以便进行预控。
选择与设置质量控制点的要点如下所述。
2.1选择质量控制点的一般原则可做为质量控制点的对象涉及面广。
它可能是技术要求高、施工难度大的结构部位,也可能是影响质量的关键工序、操作或某一环节。
总之,不论是结构部位、影响质量的关键工序、操作、施工顺序、技术参数、材料、机械、自然条件、施工环境等均可做为质量控制点来控制。
概括说来,应当选择那些保证质量难度大的、对质量影响大的或者是发生质量问题时危害大的对象做为质量控制点。
具体说,选择做为质量控制点的对象它们可以是:2.1.1施工过程中的关键工序或环节以及隐蔽工程,例如预应力结构的张拉工序,钢筋混凝土结构中的钢筋架立;2.1.2施工中的薄弱环节,或质量不稳定的工序、部位或对象,例如地下防水层施工;2.1.3对后续工程施工或后序工程质量或安全有重大影响的工序、部位或对象,例如预应力结构中的预应力钢筋质量(如磷、硫含量)、模板的支撑与固定等;2.1.4采用新技术、新工艺、新材料的部位或环节;2.1.5施工上无足够把握的、施工条件困难的或技术难度大的工序或环节,例如复杂曲线模板的放样等。
显然,是否设置为质量控制点,主要是视其对质量特征影响的大小、危害程度以及其质量保证的难度大小而定。
下表所示为建筑工程质量控制点设置的一般位置示例。
2.2可做为质量控制点重点控制的对象2.2.1人的行为对某些工序或操作,应以人为重点进行控制,例如高空、高温、水下、危险作业等,对人的身体素质或心理素质应有相应的要求;技术难度大或精度要求高的作业,如复杂模板放样、精密、复杂的设备安装,以及重型构件吊装等对人的技术水平均有相应的较高要求。
2.2.2物的状态对于某些工序或操作,应以物为监控重点。
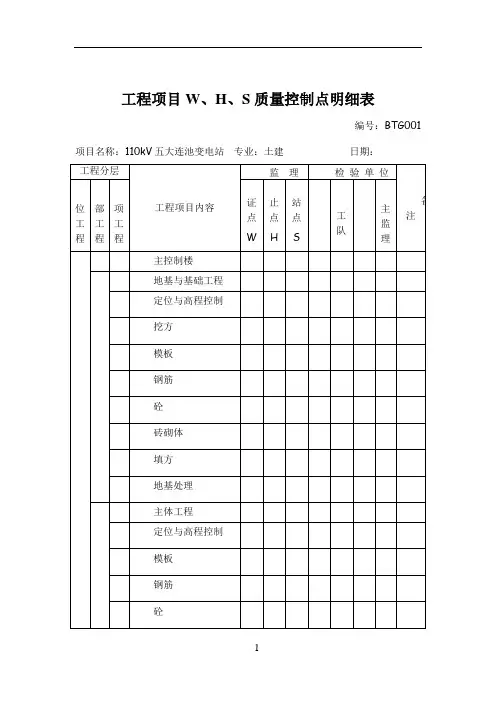
工程项目W、H、S质量控制点明细表编号:BTG001项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG002项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG003项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG004项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG005项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG006项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG007项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG008项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG009项目名称:110kV五大连池变电站专业:土建日期:工程项目W、H、S质量控制点明细表编号:BTG0010项目名称:110kV五大连池变电站专业:土建日期:编号:BTG011项目名称:110kV五大连池变电站专业:土建日期:编号:BDG001项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG002项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG003项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG004项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG005项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG006项目名称:110kV五大连池变电站专业:电气日期:工程项目W、H、S质量控制点明细表编号:BDG007项目名称:110kV五大连池变电站专业:电气日期:工程分层工程项目内容监理检验单位备注单位工程分部工程分项工程见证点W停止点H旁站点S班组施工队公司业主监理3附属设备1交流整流设备安装、调试√√√√√2逆变电源安装调试√√√√注:一式三份。
NO:HXYL-JLWJ-GXKZ-004 兖州煤业榆林能化有限公司60万吨/年甲醇项目II标段ABC工序质量控制点北京华旭榆林甲醇项目监理部2006年5月26日关于设立工程质量管理控制点的通知各施工单位:为加强兖煤榆林60万吨/年甲醇项目北京华旭监理范围内(II标段)的工程质量管理,监理部设立了工程质量管理控制点。
要求各施工单位根据三级质量控制点的分类原则、设置的程序和方法,了解设立工程质量管理控制点的目的意义和必要性。
质量管理控制点的设立,各施工单位应针对工程项目的特点和具体情况,将各个施工专业队施工过程进行分解,在工序间设立A(A R)、B(B R)、C(C R)三级。
在做单位工程施工方案的同时,依据主控项目(对结构安全、卫生、环保和公众利益起决定作用)和一般项目对工程质量的影响程度进行划分,列出明细表,报监理部审定,做为施工方案中的一项重要组成部分。
已有的单位工程施工方案,亦应补充设立质量控制点并列出明细表。
A(A R)级:为工程的主要项目、关键部位的重要质量控制点。
应由建设单位、监理单位、质检站、施工单位共检签证认可。
必要时需设计单位签证认可。
B(B R)级:为次要质量控制点,由监理单位、施工单位签证认可。
C(C R)级:为一般质量控制点,施工单位签证认可。
其中:A R、B R、C R表示竣工验收时,应提交检查(隐蔽)记录等资料。
无论哪一级质量控制点的检查验收,都必须在施工单位“自检、互检、专检”合格的基础上进行。
希望各施工单位认真贯彻执行。
附件附:ABC质量控制点表,做为参照。
编制说明1工序质量控制点分为A(AR)、B(BR)、C(CR)三个等级,其中:1)A(AR)级为最重要的质量控制点,由施工、监理和业主各方质检人员检查确认;2) B(BR)级为重要的质量控制点,由施工、监理双方质检人员检查确认;3) C(CR)级为一般质量控制点,由施工方质检人员检查确认;4) 对各工序质量控制点进行检查时,施工单位均应首先提供必要的有关见证资料或自检记录。
完整质量管理表格目录第一章质量管理部职责描述........................................................................ 错误!未定义书签。
〔一〕质量管理部的工作职责............................................... 错误!未定义书签。
第二章质量管理部组织管理........................................................................ 错误!未定义书签。
〔一〕质量管理工作方案表................................................... 错误!未定义书签。
〔二〕质量目标达成方案表................................................... 错误!未定义书签。
〔三〕质量教育年度方案表................................................... 错误!未定义书签。
〔四〕竞争产品质量比拟表................................................... 错误!未定义书签。
〔五〕质量方案实施情况检查表........................................... 错误!未定义书签。
第三章质量方针与质量目标管理................................................................ 错误!未定义书签。
〔一〕质量方针实施对策表................................................... 错误!未定义书签。
〔二〕质量方针实施评审表................................................... 错误!未定义书签。
各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
质量控制关键点的设置公路工程质量控制关键点要根据设计文件、项目专用技术规范和施工质量控制计划要求设置,通过公路质量控制关键点的设置确保建造出符合设计和规范要求的工程。
公路工程质量管理必须以预防为主,加强因素控制,确定特定、特殊工序的质量控制关键点,实施公路工程施工的动态管理.质量控制关键点的设置:应根据不同管理层次和职能,按以下原则分级设置。
(1)施工过程中的重要项目、薄弱环节和关键部位。
(2)影响工期、质量、成本、安全、材料消耗等重要因素的环节.(3)新材料、新技术、新工艺的施工环节。
(4)质量信息反馈中缺陷频数较多的项目。
随着施工进度和影响因素的变化,管理点的设置要不断推移和调整。
2.质量控制关键点的控制:(1)制定质量控制关键点的管理办法。
(2)落实质量控制关键点的质量责任.(3)开展质量控制关键点qc小组活动.(4)在质量控制关键点上开展抽检一次合格管理和检查上道工序、保证本道工序、服务下道工序的"三工序”活动.(5)认真填写质量控制关键点的质量记录。
(6)落实与经济责任相结合的检查考核制度。
3.质量控制关键点的文件:(1)质量控制关键点作业流程图。
(2)质量控制关键点明细表.(3)质量控制关键点(岗位)质量因素分析表。
(4)质量控制关键点作业指导书。
(5)自检、交接检、专业检查记录以及控制图表(6)工序质量统计与分析.(7)质量保证与质量改进的措施与实施记录。
(8)工序质量信息。
4.质量控制关键点实际效果的考察。
质量控制关键点的实际效果表现在施工管理水平和各项指标的实现情况上.要运用数理统计方法绘制工程项目总体质量情况分析图表,该图表要反映动态控制过程与施工项日实际质量情况。
各阶段质量分析要纳入施工项目方针目标管理.5.土方路基工程施工中常见质量控制关键点:(1)施工放样与断面测量。
(2)路基原地面处理,按施上技术合同或规范规定要求处理,并认真压实。
(3)使用适宜材料,必须采用设计和规范规定的适用材料,保证原材料合格,正确确定土的最大干密度和最佳含水量。