外圆和端面车削 课件
- 格式:ppt
- 大小:9.25 MB
- 文档页数:46
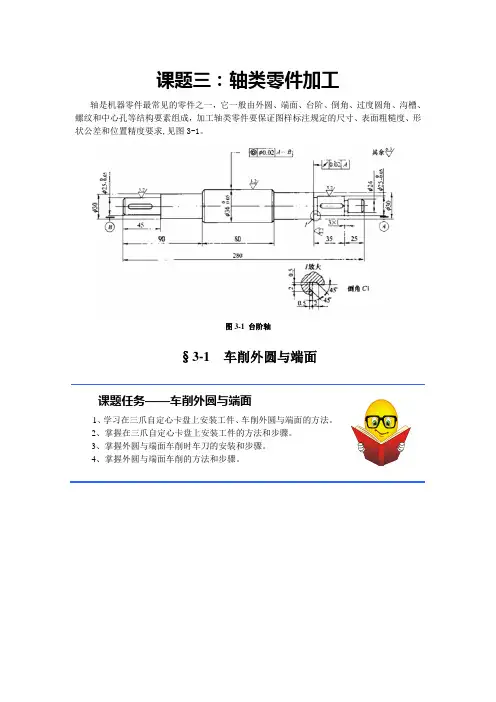
课题三:轴类零件加工轴是机器零件最常见的零件之一,它一般由外圆、端面、台阶、倒角、过度圆角、沟槽、螺纹和中心孔等结构要素组成,加工轴类零件要保证图样标注规定的尺寸、表面粗糙度、形状公差和位置精度要求,见图3-1。
图3-1 台阶轴§3-1 车削外圆与端面课题任务——车削外圆与端面1、学习在三爪自定心卡盘上安装工件、车削外圆与端面的方法。
2、掌握在三爪自定心卡盘上安装工件的方法和步骤。
3、掌握外圆与端面车削时车刀的安装和步骤。
4、掌握外圆与端面车削的方法和步骤。
图3-2 车削外圆与端面工艺分析外圆与端面是轴类零件组成的基本要素,要掌握轴类零件的加工,首先要掌握外圆与端面加工的知识。
图3-2所示的轴正是由外圆与端面组成的,其加工工艺过程如下:相关工艺知识 一、外圆与端面的技术要求1、尺寸精度分析:外圆尺寸有φ47010.0 mm ,它的上偏差为0mm ,下偏差为-0.10mm,公差为0.10,长度尺寸有40±1mm 、122±0.1mm 。
2、形位精度分析:外圆有圆度○、圆柱度形状要求,端面有平面度形状要求。
外圆的两素线与端面有垂直度⊥要求。
3、表面粗糙度分析:零件各表面的表面粗糙度公差为Ra=3.2μm, 车削加工可以达到。
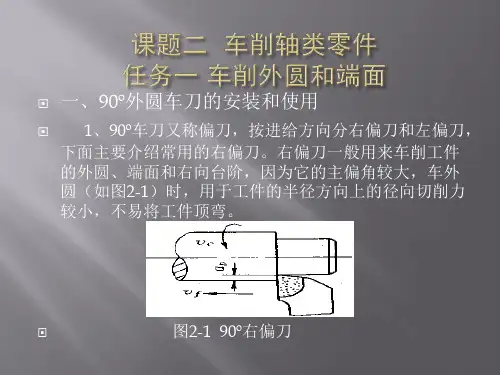
二、车削外圆与端面的车刀车削该轴可选用90°、45°车刀,如图3-3所示。
90°车刀可用于车削外圆,也可用于车削端面;45°可用于车削端面与倒1×45°角。
图3-3车削外圆与端面的车刀90°外圆车刀45°车刀二、车削外圆与端面时车刀安装的工艺要求车削外圆车刀与车削端面时车刀的安装要求和方法基本相同,车刀安装得是否正确,将直接影响切削能否顺利进行和工件的加工质量。
即使刃磨合理的车刀,如果安装得不正确,也会改变车刀工作时的实际角度。
因此车刀安装后,必须保证做到:(1)车刀的伸出长度不宜过长,否则在切削过程中会减弱刀杆的刚性,容易产生振动,影响工件的表面粗糙度,严重时会损坏车刀。

端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。

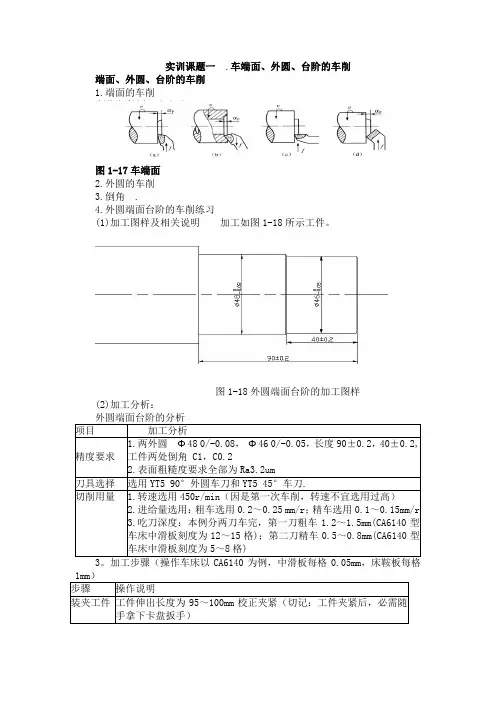
实训课题一.车端面、外圆、台阶的车削端面、外圆、台阶的车削
1.端面的车削
图1-17车端面
2.外圆的车削
3.倒角 .
4.外圆端面台阶的车削练习
(1)加工图样及相关说明加工如图1-18所示工件。
图1-18外圆端面台阶的加工图样(2)加工分析:
1.工件夹紧后,必须随手拿下卡盘扳手,不允许去摸旋转的工件和铁屑。
2.安装刀具时,一定要擦净各接合表面。
车端面时,刀尖要严格对准工件的旋转中心,以免车出的端面留下小凸台。
3.启动主轴前,应注意刀具是否与工件相撞;应启动主轴对刀;
4..进给途中严禁接触和测量工件;
5.操作时必须先停车,后变速,不允许用量具测量旋转中的工件和清理铁屑,也不准用手清除铁屑,以防割破手指,要用专用的铁屑钩。
6.不允许用工具敲击床身导轨及其他部位,装夹校正工件时,外圆和端面两者兼顾, 加工时,不允许擅自离开车床。
7.夹紧力是否恰当,加工深度的正确选取。
五、思考题
1.车削加工必须具备哪些运动?
2.工件和车刀的安装应注意是什么?
3.粗、精车的概念试切的方法与步骤如何选择粗、精车的切削用量?
4.试切的方法与步骤是什么?
5.车削加工必须具备哪些运动?
6.在车床上车一直径为60mm的轴,现要一次进给车至直径为52mm。
如果选用切削速度Vc=80m/min,求切削深度和车床主轴转速各是多少?
6.实训总结、填写实训报告
11.剖析出现问题的原因。
2. 就本课题学习效果进行作记录并总结,以利于今后教学改革。
3。
填写实训报告和填写好教学日志。