对接焊缝的构造与计算
- 格式:pdf
- 大小:1.04 MB
- 文档页数:20
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
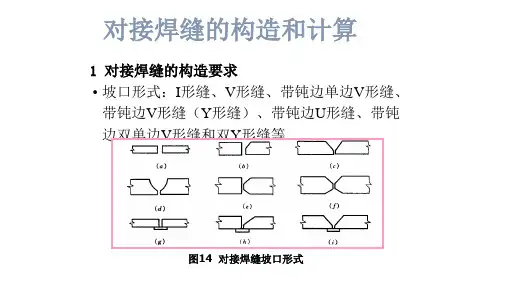
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
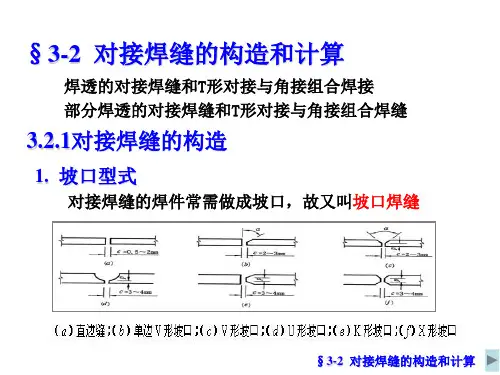
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。

对接焊缝的计算和构造(1 )对接焊缝的计算1 )对接焊缝的有效截面施焊对接焊缝时应在焊缝的两端设置引弧板和引出板(以后一律简称引弧板),如图6 -13 所示,其材质和坡口形式应与焊件相同。
焊接完毕,用气割将引弧板切除,并将焊件边缘修磨平整,严禁用锤将其击落。
此时对接焊缝的有效长度l w 当与焊件的宽度b 相同。
当焊缝为焊透时,焊缝的有效厚度也与焊件厚度相同(焊缝表面的余高即凸起部分,常略去不计)。
因此,对接焊缝的有效截面等于焊件的截面。
当无法使用引弧板施焊时设计规范中规定:每条焊缝的有效长度l w在计算时应减去2t (t 为焊件厚度),以考虑焊缝两端在起弧和熄弧时的影响,此时两者的截面就略有差异。
2 )对接焊缝的强度设计值规范对对接焊缝的各种强度设计值作了如下规定;对接焊缝的抗压强度设计值介、抗剪强度设计值介和焊缝质量为一、二级时的抗拉和抗弯强度设计值介均取与焊件钢材相同的相应强度设计值,而对焊缝质量为三级的厂则取相应焊件钢材强度设计值了的0 . 85 倍,并取以5N / rnm2为倍数的整数。
关于焊缝质量等级的标准在《钢结构工程施工质量验收规范》中有明确规定,详见该规范。
例如除对设计要求全焊透的焊缝应作外观缺陷检查外,一级焊缝要求对每条焊缝长度的100%进行超声波探伤;二级焊缝则要求对每条焊缝长度的20%且不小于200mm 进行超声波探伤。
对三级焊缝则要求仅作外观检查,不进行超声波检查。
又如外观检查时,对一级、二级焊缝不允许存在如表面气孔、夹渣、弧坑裂纹、电弧擦伤等各种缺陷,一级焊缝还不应有咬边,未焊满和根部收缩等缺陷。
而对二级和三级焊缝除裂纹及焊瘤一律不允许存在,其余的缺陷如咬边和未焊透等则规定了其存在的不同程度。
因此设计规范中认为符合一、二级质量等级的焊缝,其缺陷或是不存在或是不严重,因而其f t w可与焊件母材的f 相同;而三级质量等级的焊缝,其f t w应较母材的为低,取f t w= 0.85f。
第三章连接返回§3-2对接焊缝的构造和计算对接焊缝包括焊透的对接焊缝和T形对接与角接组合焊接(以下简称对接焊缝),以及部分焊透的对接焊缝和T形对接与角接组合焊缝。
由于部分焊透的对接焊缝的受力与角焊缝相似,将在下节中介绍。
3.2.1对接焊缝的构造对接焊缝(butt welds)的焊件常需做成坡口,故又叫坡口焊缝(groove welds)。
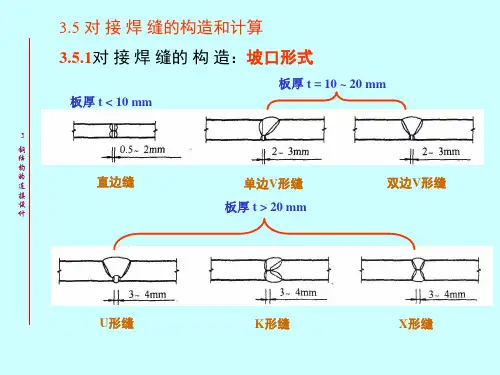
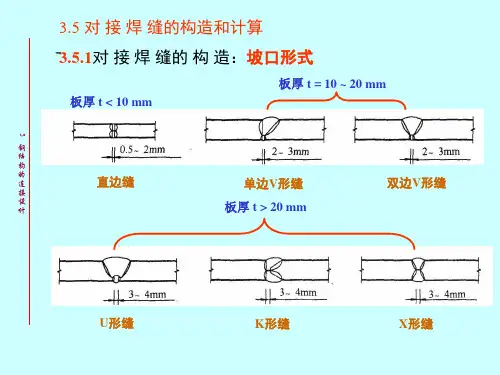
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊6mm,埋弧焊10mm)时,可用直边缝。
对于一般厚度的焊件可采用具有斜坡口的单边V形或V形焊缝。
斜坡口和根部间隙c共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p有托住熔化金属的作用。
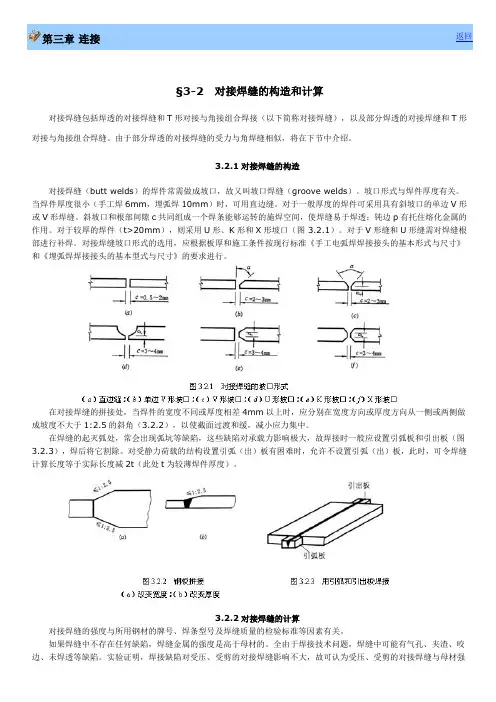
对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口(图 3.2.1)。
对于V形缝和U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《手工电弧焊焊接接头的基本形式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求进行。
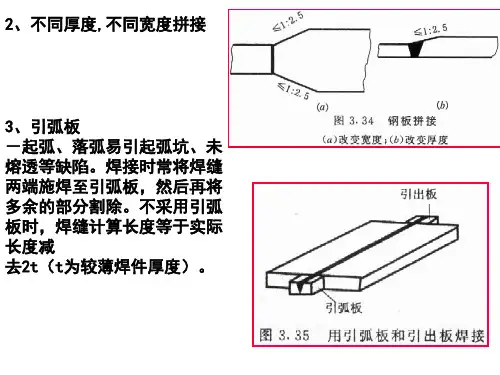
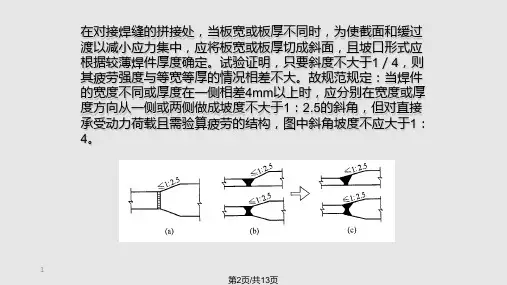
在对接焊缝的拼接处,当焊件的宽度不同或厚度相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(3.2.2),以使截面过渡和缓,减小应力集中。
在焊缝的起灭弧处,常会出现弧坑等缺陷,这些缺陷对承载力影响极大,故焊接时一般应设置引弧板和引出板(图3.2.3),焊后将它割除。
对受静力荷载的结构设置引弧(出)板有困难时,允许不设置引弧(出)板,此时,可令焊缝计算长度等于实际长度减2t(此处t为较薄焊件厚度)。
3.2.2对接焊缝的计算对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质量的检验标准等因素有关。
如果焊缝中不存在任何缺陷,焊缝金属的强度是高于母材的。
全由于焊接技术问题,焊缝中可能有气孔、夹渣、咬边、未焊透等缺陷。
实验证明,焊接缺陷对受压、受剪的对接焊缝影响不大,故可认为受压、受剪的对接焊缝与母材强度相等,但受拉的对接焊缝对缺陷甚为敏感。
对接焊缝计算公式对接焊缝是指在两根钢管之间,用两根不同规格的钢板焊接的焊缝。
对接焊缝与直缝相比,焊接质量好,外形美观。
因此,在焊接钢管时采用对接焊条进行连接的钢管称为对接焊条,用于制造各种连接接头,具有良好的性能。
对接焊条是一种很好的焊缝质量控制方法,它是以电弧焊机为主要焊工台,将带有金属封闭芯的圆形焊条插入到圆形焊缝中,将金属封闭起来,通过焊条将金属封闭起来制成接头的方法。
对接焊条是制造钢管时常用的焊条之一,可分为大直径(Φ60 mm以上)和小直径(Φ100 mm以下)两种尺寸规格。
在焊接钢管时用对接焊条有两种焊接形式:(1)带密封装置(带密封元件或焊接接头)焊缝,包括直缝焊条,(2)带密封元件(不带密封元件)焊缝。
焊接接头又分为单面焊条和双面焊条两种。
1、对接焊条的规格目前常用的对接焊条有2种规格:大直径对接焊条:直径为200-250 mm,具有良好的焊接性能,可以用于普通钢板焊接;直径为150-200 mm,具有良好的焊接性能,可以用于汽车钢板和建筑钢板的焊接;直径为200-250 mm适用于低温钢焊接,可以制造大直径冷桥、大直径厚壁、低温和中温钢焊接;直径为300-400 mm具有良好的焊接性能,可以用在各种焊接场合。
小直径对接焊条:直径为200-250 mm适用于薄壁和中温钢板焊接。
由于直径过小焊接时会产生较大的飞溅和金属夹渣,使焊接接头的强度和硬度下降。
因此,小直径对接焊条应用较少,大直径对接焊条通常采用大直径对接焊条。
例如,一根直径为300-350 mm的对接焊条可以连接一根φ60 mm或φ100、φ400钢丝线等连接件;另外一根直径为400-400 mm的对接焊条可以连接4根φ60 mm或φ100 mm钢丝线连接件。
2、对角线长度单位“mm”(x)对角线长度是表示管子与钢管焊接接头的长度,单位为“mm”,其含义是管子到板(或管)上点间的距离,是金属管束对接的依据。
在现代工业生产中,由于焊接接头需要大量的母材,而目前国内钢材材料市场上大多数钢管是焊接接头与母材采用对接工艺制成。
焊缝计算书模板一、工程概况本工程为XXX项目,位于XXX,主要涉及钢结构焊接施工。
本次计算书主要针对钢结构梁、柱等主要构件的焊缝进行计算。
二、焊缝类型及参数1. 焊缝类型:对接焊缝、角焊缝2. 焊缝参数:焊缝长度、焊缝厚度、焊接电流、焊接电压、焊接速度等三、焊缝承载能力计算1. 对接焊缝承载能力计算公式:承载能力 = 焊接材料强度× 焊缝截面积× 焊接系数其中,焊接材料强度根据焊接材料的质量证明书确定;焊缝截面积根据焊缝的实际尺寸计算;焊接系数根据焊接工艺确定。
2. 角焊缝承载能力计算公式:承载能力 = 焊接材料强度× 焊缝有效截面积× 焊接系数其中,焊缝有效截面积根据角焊缝的实际尺寸计算;其他参数同对接焊缝承载能力计算。
四、焊缝长度及数量计算1. 对接焊缝长度及数量计算公式:焊缝长度 = 钢材长度 / (钢板宽度× 钢板厚度× 钢板数量) × (钢板宽度 + 钢板厚度) × 2 × N其中,钢材长度根据设计要求确定;钢板宽度、厚度根据实际采购的钢板尺寸确定;钢板数量根据实际需要确定;N为焊缝数量。
2. 角焊缝长度及数量计算公式:焊缝长度 = 钢材长度 / (角钢边长× 角钢数量) × (角钢边长 + 角钢厚度) × N其中,钢材长度根据设计要求确定;角钢边长、厚度根据实际采购的角钢尺寸确定;角钢数量根据实际需要确定;N为焊缝数量。
五、结论通过上述计算,得出各构件所需的焊缝长度及数量,并以此为依据进行施工安排。
同时,施工过程中应严格控制焊接质量,确保焊缝的承载能力满足设计要求。