第20-1-2章 对接焊缝连接构造与计算
- 格式:ppt
- 大小:875.00 KB
- 文档页数:15
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
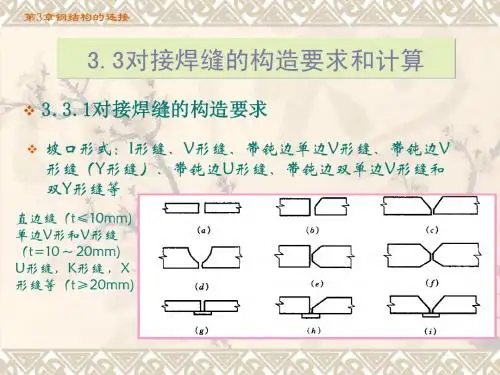
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
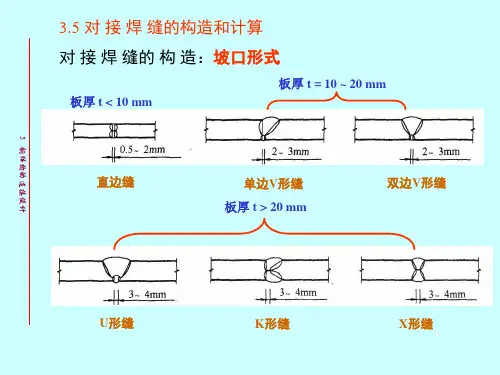
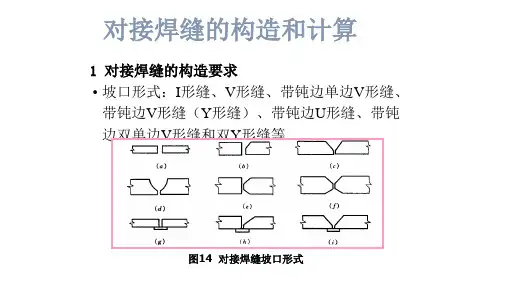
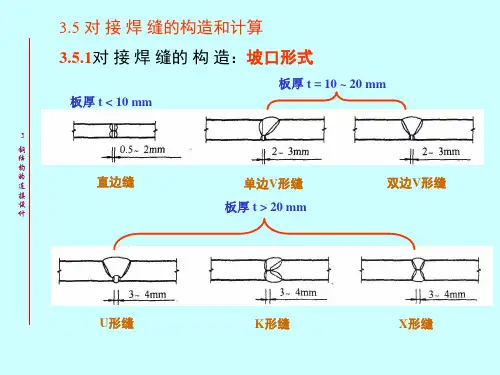
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。
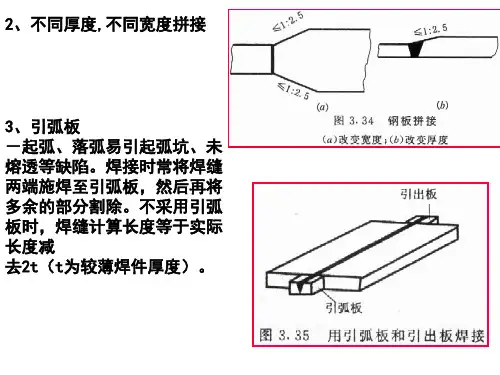
对接焊缝的计算和构造(1 )对接焊缝的计算1 )对接焊缝的有效截面施焊对接焊缝时应在焊缝的两端设置引弧板和引出板(以后一律简称引弧板),如图6 -13 所示,其材质和坡口形式应与焊件相同。
焊接完毕,用气割将引弧板切除,并将焊件边缘修磨平整,严禁用锤将其击落。
此时对接焊缝的有效长度l w 当与焊件的宽度b 相同。
当焊缝为焊透时,焊缝的有效厚度也与焊件厚度相同(焊缝表面的余高即凸起部分,常略去不计)。
因此,对接焊缝的有效截面等于焊件的截面。
当无法使用引弧板施焊时设计规范中规定:每条焊缝的有效长度l w在计算时应减去2t (t 为焊件厚度),以考虑焊缝两端在起弧和熄弧时的影响,此时两者的截面就略有差异。
2 )对接焊缝的强度设计值规范对对接焊缝的各种强度设计值作了如下规定;对接焊缝的抗压强度设计值介、抗剪强度设计值介和焊缝质量为一、二级时的抗拉和抗弯强度设计值介均取与焊件钢材相同的相应强度设计值,而对焊缝质量为三级的厂则取相应焊件钢材强度设计值了的0 . 85 倍,并取以5N / rnm2为倍数的整数。
关于焊缝质量等级的标准在《钢结构工程施工质量验收规范》中有明确规定,详见该规范。
例如除对设计要求全焊透的焊缝应作外观缺陷检查外,一级焊缝要求对每条焊缝长度的100%进行超声波探伤;二级焊缝则要求对每条焊缝长度的20%且不小于200mm 进行超声波探伤。
对三级焊缝则要求仅作外观检查,不进行超声波检查。
又如外观检查时,对一级、二级焊缝不允许存在如表面气孔、夹渣、弧坑裂纹、电弧擦伤等各种缺陷,一级焊缝还不应有咬边,未焊满和根部收缩等缺陷。
而对二级和三级焊缝除裂纹及焊瘤一律不允许存在,其余的缺陷如咬边和未焊透等则规定了其存在的不同程度。
因此设计规范中认为符合一、二级质量等级的焊缝,其缺陷或是不存在或是不严重,因而其f t w可与焊件母材的f 相同;而三级质量等级的焊缝,其f t w应较母材的为低,取f t w= 0.85f。