第6章_装配尺寸链及装配工艺
- 格式:ppt
- 大小:547.00 KB
- 文档页数:39
★钳工工艺学(第四版)习题册【填空题】全部D第二章钳工常用量具(18)§2-1万能量具1、用来测量、检验零件及产品和的工具称为量具。
2、量具按用途和特点,可分为、和三种类型。
3、常用的万能量具有、、和等。
.4、常用游标卡尺的测量精度,按读数值分为mm和mm两种。
5、游标卡尺只适用于精度尺寸的测量和检验,不能用其测量等毛坯的尺寸。
6、1/20mm游标卡尺的尺身每小格为mm,测量精度为mm。
7、游标高度尺用来测量零件的尺寸和进行。
8、千分尺是一种量具,测量尺寸精度要比游标卡。
9、内径千分尺、深度千分尺、螺纹千分尺和公法线千分尺,分别用来测量、、和。
10、万能角度尺可用来测量工件和样板的及的量具,按其测量精度分为和两种。
11、百分表主要用来测量工件的、和误差,也可用于检验机床的或调整工件的偏差。
12、内径百分表用来测量和孔的误差。
§2-3专用量具13、量块是机械制造业中尺寸的标准,通常制成六面体,具有个工作面和个非工作面。
14、选用量块时,应尽可能选用的块数,一般情况下块数不超过块,块数越多,其越大。
15、正弦规是利用三角函数中与配合测量工件和的一种量具。
16、专用量具不能测量出零件及产品的尺寸,只能测定其形状及尺寸。
17、塞规是用来检验工件尺寸的量规,其小端在测量内孔时应能通过,称为;大端在测量内孔时不通过工件,称为。
18、塞尺是用来检验之间大小的片状定值量具。
第三章钳工基本操作知识(71)§3-1划线1、划线分划线和划线两种。
只需要在工件的个表面上划线,即能明确表示加工界限的,称为划线。
2、划线除要求划出的线条外,最重要的是要保证准确。
3、平面划线要选择个划线基准,立体划线要选择个划线基准。
4、立体划线一般要在、和三个方向上进行。
5、划线平板是用来安放和,并在其工作面上完成划线及过程。
6、划线盘用来直接在工件上或找正工件。
7、划线时,90o角尺可作为划线或线的导向工具,同时可用来找正工件在平板上的位置。
选择题(119题)第一章金属切削的基本知识(8)§1-1金属切削的基本概念()1、确定和测量刀具角度的三个辅助平面是相互。
A、平行的B、垂直的C、倾斜的§1-2金属切削刀具()2、工件材料的强度和硬度越高,切削力。
A、越大B、越小C、不变()3、当背吃刀量确定后,增大进给量会使切削力增大,表面粗糙度值。
A、增大B、减小C、不变()4、合理选用切削液可以减小塑性变形,降低和刀具与工件间的摩擦,使切削力。
A、增大B、减小C、不变()5、前角γo的测量是在内进行的。
A、基面B、切削平面C、正交平面()6、手用工具常用制造。
A、碳素工具钢B、合金工具钢C、高速钢§1-3金属切削过程与控制()7、在刀具角度上,对切削力影响最大的是。
A、前角B、后角C、楔角()8、在切削用量中,对刀具寿命影响最大的是。
A、切削速度B、进给量C、被吃刀量第二章钳工常用量具(11)§2-1万能量具()1、测量精度为0.02mm的游标卡尺,其适用范围是。
A、IT10~IT16B、IT11~IT16C、IT12~IT16()2、测量工件外尺寸时,游标卡尺测量面的连线应于被测量表面。
A、垂直B、平行C、倾斜()3、千分尺的制造精度分为0级、1级和2级三种,0级精度。
A、稍差B、一般C、最高()4、内径千分尺刻线方向与外径千分尺刻线方向。
A、相同B、相反C、相同或相反()5、用百分表测量平面时,触头应与平面。
A、倾斜B、垂直C、水平()6、图2-1所示尺寸读数是。
A、5.9mmB、50.45mmC、50.18mm()7、图2-2所示尺寸读数是。
A、60.26mmB、6.23mmC、7.3mm图2-1 图2-2()8、图2-3所示尺寸读数是。
A、7.25mmB、6.25mmC、6.75mm()9、图2-4所示尺寸读数是。
A、36.49mmB、37.01mmC、36.99mm图2-3 图2-4()10、图2-5所示尺寸读数是。
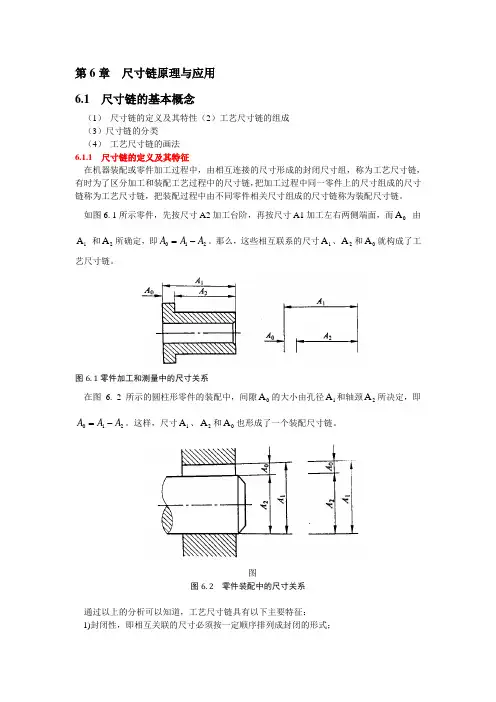
第6章 尺寸链原理与应用 6.1 尺寸链的基本概念(1) 尺寸链的定义及其特性(2)工艺尺寸链的组成 (3)尺寸链的分类(4) 工艺尺寸链的画法 6.1.1 尺寸链的定义及其特征在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为工艺尺寸链,有时为了区分加工和装配工艺过程中的尺寸链,把加工过程中同一零件上的尺寸组成的尺寸链称为工艺尺寸链,把装配过程中由不同零件相关尺寸组成的尺寸链称为装配尺寸链。
如图6. 1所示零件,先按尺寸A2加工台阶,再按尺寸A1加工左右两侧端面,而0A 由1A 和2A 所确定,即012A A A =-。
那么,这些相互联系的尺寸1A 、2A 和0A 就构成了工艺尺寸链。
图6. 1零件加工和测量中的尺寸关系在图 6. 2所示的圆柱形零件的装配中,间隙0A 的大小由孔径1A 和轴颈2A 所决定,即012A A A =-。
这样,尺寸1A 、2A 和0A 也形成了一个装配尺寸链。
图图6. 2 零件装配中的尺寸关系通过以上的分析可以知道,工艺尺寸链具有以下主要特征:1)封闭性,即相互关联的尺寸必须按一定顺序排列成封闭的形式;2)关联性,指某个尺寸及精度的变化必将影响其他尺寸和精度变化,即它们的尺寸和精度互相联系,互相影响。
3)唯一性一个尺寸链只有一个封闭环,不能没有也不能出现两个或两个以上的封闭环。
A的位置。
同一个零件的加工顺序不同,不能增加或减少封闭环数,只能改变封闭环4)最少三环一个尺寸链最少有三个环,少于三环的尺寸链不存在。
6.1.3 尺寸链的分类1)按环的尺寸特征(1)长度尺寸链:全部尺寸均为长度尺寸的尺寸链,如图6. 1所示。
(2)角度尺寸链:全部尺寸均为角度尺寸的尺寸链,如图6. 3所示。
2)按环空间的位置关系(1)直线尺寸链:全部组成环平行于封闭环的尺寸链。
(2)平面尺寸链:全部组成环位于一个或几个平行平面内,但某些组成环不平行与封闭环的尺寸链,如图6. 4所示。


机械制造工艺学局部习题解答第六章机器装配工艺过程设计〔第3版教材P309〕6-1 何谓零件、套件、组件和部件?何谓机器的总装?〔P270〕答:零件——组成机器的最小单元,它是由整块金属或者其他材料制成的。
套件——在一个零件的根底上,装上一个或假设干零件构成的,它是装配的最小单元。
组件——在一个零件的根底上,装上假设干套件及零件而构成的。
部件——在一个零件的根底上,装上假设干组件、套件和零件构成的。
部件在机器中能完成一定的、完整的功用。
总装——把零件和部件装配成最终产品的过程成为总装。
6-2装配工艺规程包括哪些主要内容?经过哪些步骤制定的?〔P271-272〕答:装配工艺规程的主要内容:1)分析产品图样,划分装配单元,确定装配方法;2)拟定装配顺序,划分装配工序;3)计算装配时间定额;4)确定各工序装配技术要求、质量检查方法和检验工具;5)确定装配时零、部件的输送方法及所需的设备和工具;6)选择和设计装配过程中所需的工具、夹具和专用设备。
制定装配工艺规程的步骤:(1)研究产品的装配图及验收技术条件;(2)确定装配方法与组织形式;(3)划分装配单元,确定装配顺序;(4)划分装配工序;(5)编制装配工艺文件。
6-3装配精度一般包括哪些内容?装配精度与零件的加工精度有何区别?它们之间又有何关系?试举例说明。
〔P277-278〕答:装配精度一般包括:相互位置精度、相对运动精度和相互配合精度。
零件加工精度是指一个零件的尺寸精度和形状位置精度,而装配精度是装配以后零件之间的位置或者运动精度。
装配精度与零件精度之间的关系是:第一种情况是关键零件的精度直接影响装配精度〔单件自保〕,如P278的图6-17;第二种情况是装配精度与相关零件的加工精度等有关,如P278的图6-18.6-4装配尺寸链是如何构成的?装配尺寸链封闭环是如何确定的?它与工艺尺寸链的封闭环有何区别? 〔P278-279〕答:(在机器的装配关系中〕,装配尺寸链由相关零件的尺寸或相互位置关系构成。