第三章工艺尺寸链
- 格式:ppt
- 大小:7.54 MB
- 文档页数:24

工艺尺寸链什么是工艺尺寸链?工艺尺寸链(Process Dimension Chain)是指在产品的设计和生产过程中,通过不同环节的相互关联,形成的一系列工艺尺寸数据的链结构。
它包含了从设计到制造的各个环节,用于确保产品质量和制造的一致性。
在制造业中,工艺尺寸链是非常重要的,它能够帮助企业在产品设计、工艺规划和生产制造过程中实现高质量、高效率和精确度。
通过建立并优化工艺尺寸链,企业可以降低生产成本,提高产品质量,缩短生产周期,提升市场竞争力。
工艺尺寸链的组成一个完整的工艺尺寸链通常包含以下环节:1.产品设计:产品设计是整个工艺尺寸链的起点,它决定了产品的形状、尺寸和功能。
在产品设计过程中,需要考虑各个零部件之间的相互关系,以及产品在使用过程中的各种要求。
2.零部件设计:零部件设计是产品设计的一部分,它主要负责完成产品组成部件的详细设计。
在零部件设计中,需要对每个零部件的尺寸、外形和细节进行规划和确定。
3.工艺规划:工艺规划是根据产品设计和零部件设计,确定制造工艺和生产流程的过程。
在工艺规划中,需要考虑到各个工序之间的工艺连接,以及每个工序对应的工艺参数和工具设备的选择。
4.加工制造:加工制造是工艺尺寸链的核心环节,它是根据工艺规划,进行材料加工和零部件生产的过程。
在加工制造中,需要确保每个工序的尺寸和质量要求能够得到满足。
5.检测验证:检测验证是对加工制造的结果进行检验和验证,以确保零部件和产品的尺寸和质量符合设计要求。
在检测验证中,需要利用各种检测设备和工具,进行尺寸测量和质量评估。
6.数据收集与分析:数据收集与分析是整个工艺尺寸链的最后一个环节,它用于收集和分析整个制造过程中产生的数据。
通过对数据的分析,可以找出工艺中的问题和改进的空间,为优化工艺尺寸链提供依据和方向。
工艺尺寸链的意义工艺尺寸链在现代制造业中具有重要的意义,具体表现在以下几个方面:1.提高产品质量:通过建立工艺尺寸链,可以实现对产品在设计、制造和验证过程中进行全面控制,从而提高产品的尺寸和质量的可控性。
工艺尺寸链一、概念1、工艺尺寸链——在工艺过程中,由同一零件上与工艺相关的尺寸所形成的封闭尺寸组,称为工艺尺寸链。
2、封闭环的基本属性——派生性,即封闭环本身不具有“独立”性质,是随着别的环的变化而变化。
在工艺尺寸链中即表现为尺寸的间接获得。
注意:工艺尺寸链中封闭环的确定,比装配、设计尺寸链中的封闭环的确定要困难,原因是由于它是随着零件的加工方案在改变。
二、工艺基准与设计基准重合时工序尺寸及其公差的确定零件上外圆和内孔的加工多属这种情况。
当表面需要经过多次加工时,各工序的加工尺寸公差取决于各工序的加工余量及所采用加工方法的加工经济精度,计算的顺序是由最后一道工序向前推算。
三、工艺基准与设计基准不重合时工艺尺寸的计算 1、定位基准和设计基准不重和时的工艺尺寸计算 例1.图示工件A 、B 面已加工好,现以底面A 定位,加工台阶面C ,保证尺寸0070.012 ,试确定工序尺寸2L 及各工序尺寸公差。
解:1)画尺寸链图如图b 所示; 2)封闭环:0L ;增环:1L ;减环:2L ;图4-24 例1图3)计算基本尺寸及偏差181230012210=-=-=⇒-=L L L L L L为了保证0L 的设计要求,首先必须将0L 的公差分配给1L 和2L , 如用等公差分配,令mm T T T o 035.02070.0221==== 按入体原则标注,有 035.0020035.011830+-==L L ; (2)、测量基准与设计基准不重合例2.图示零件,尺寸0L 不好测量,改测尺寸2L ,试确定2L 的大小和公差。
解: 1)画尺寸链如右图;2)2L 是测量直接得到的尺寸,是组成环(减环);0L 是间接保图4-25 例2图 证的,是封闭环;1L 是增环。
3)计算尺寸链可得到:19.0020124019.017.036.0000401050+=∴=⇒--=-=⇒-==-=-=L ES ES EI EI L L L 讨论:关于假废品的问题:1)若测得L 2=40.36,即向上超差0.17,表面上判断,此零件应为废品。
工艺尺寸链
1.工艺尺寸链的定义
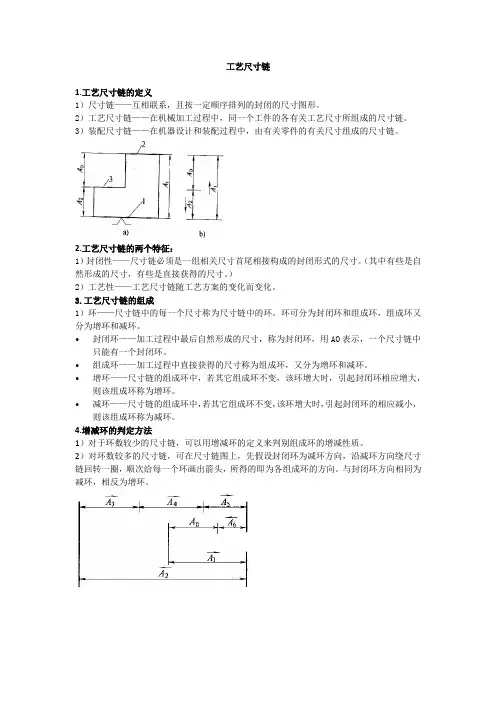
1)尺寸链——互相联系,且按一定顺序排列的封闭的尺寸图形。
2)工艺尺寸链——在机械加工过程中,同一个工件的各有关工艺尺寸所组成的尺寸链。
3)装配尺寸链——在机器设计和装配过程中,由有关零件的有关尺寸组成的尺寸链。
2.工艺尺寸链的两个特征:
1)封闭性——尺寸链必须是一组相关尺寸首尾相接构成的封闭形式的尺寸。
(其中有些是自然形成的尺寸,有些是直接获得的尺寸。
)
2)工艺性——工艺尺寸链随工艺方案的变化而变化。
3.工艺尺寸链的组成
1)环——尺寸链中的每一个尺寸称为尺寸链中的环。
环可分为封闭环和组成环,组成环又分为增环和减环。
•封闭环——加工过程中最后自然形成的尺寸,称为封闭环,用AO表示,一个尺寸链中只能有一个封闭环。
•组成环——加工过程中直接获得的尺寸称为组成环,又分为增环和减环。
•增环——尺寸链的组成环中,若其它组成环不变,该环增大时,引起封闭环相应增大,则该组成环称为增环。
•减环——尺寸链的组成环中,若其它组成环不变,该环增大时,引起封闭环的相应减小,则该组成环称为减环。
4.增减环的判定方法
1)对于环数较少的尺寸链,可以用增减环的定义来判别组成环的增减性质。
2)对环数较多的尺寸链,可在尺寸链图上,先假设封闭环为减环方向,沿减环方向绕尺寸链回转一圈,顺次给每一个环画出箭头,所得的即为各组成环的方向。
与封闭环方向相同为减环,相反为增环。
4.6 工艺尺寸链4.6.1 概述尺寸链是指相互联系且按一定顺利排列的封闭尺寸组合;工艺尺寸链是指在零件的加工过程中,由各有关的工艺尺寸所形成的尺寸链。
按照功能的不同,尺寸链可以分为工艺尺寸链和装配尺寸链。
按照尺寸链各尺寸相互位置的不同,尺寸链可分为直线尺寸链、平面尺寸链和空间尺寸链;按照各尺寸所代表的几何量的不同,尺寸链可分为长度尺寸链和角度尺寸链。
本节以应用最广泛的直线尺寸链为例来说明工艺尺寸链的有关问题。
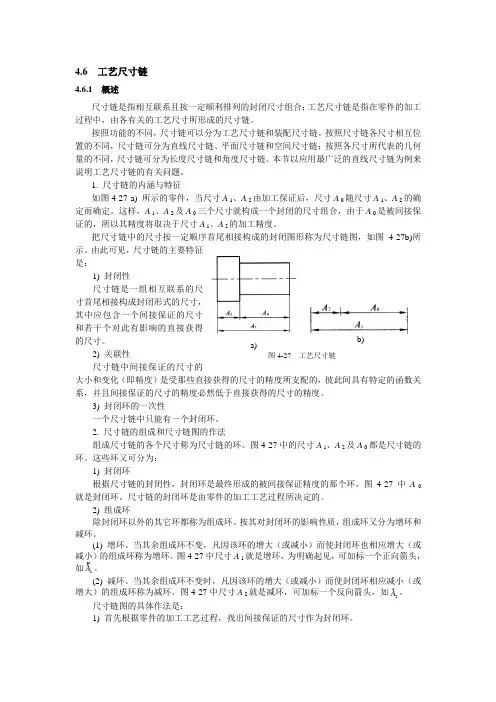
1. 尺寸链的内涵与特征如图4-27 a) 所示的零件,当尺寸A 1、A 2由加工保证后,尺寸A 0随尺寸A 1、A 2的确定而确定。
这样,A 1、A 2及A 0三个尺寸就构成一个封闭的尺寸组合,由于A 0是被间接保证的,所以其精度将取决于尺寸A 1、A 2的加工精度。
把尺寸链中的尺寸按一定顺序首尾相接构成的封闭图形称为尺寸链图,如图4-27b)所示。
由此可见,尺寸链的主要特征是:1) 封闭性尺寸链是一组相互联系的尺寸首尾相接构成封闭形式的尺寸,其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸。
2) 关联性 尺寸链中间接保证的尺寸的大小和变化(即精度)是受那些直接获得的尺寸的精度所支配的,彼此间具有特定的函数关系,并且间接保证的尺寸的精度必然低于直接获得的尺寸的精度。
3) 封闭环的一次性一个尺寸链中只能有一个封闭环。
2. 尺寸链的组成和尺寸链图的作法组成尺寸链的各个尺寸称为尺寸链的环。
图4-27中的尺寸A 1、A 2及A 0都是尺寸链的环。
这些环又可分为:1) 封闭环根据尺寸链的封闭性,封闭环是最终形成的被间接保证精度的那个环,图4-27中A 0就是封闭环。
尺寸链的封闭环是由零件的加工工艺过程所决定的。
2) 组成环除封闭环以外的其它环都称为组成环。
按其对封闭环的影响性质,组成环又分为增环和减环。
(1) 增环。
当其余组成环不变,凡因该环的增大(或减小)而使封闭环也相应增大(或减小)的组成环称为增环。
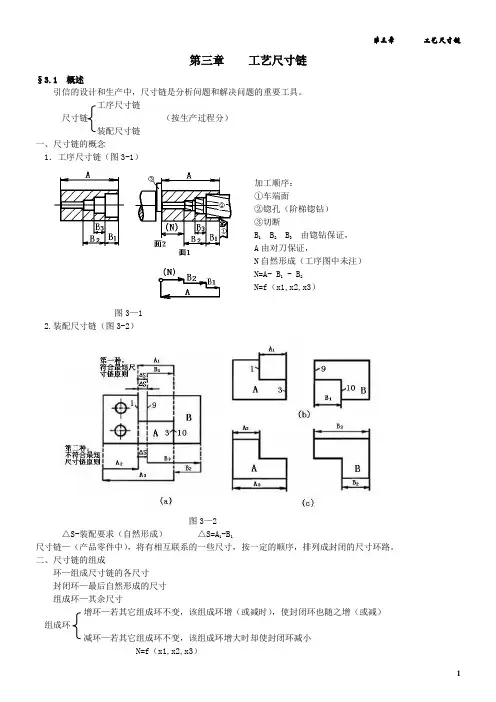
第三章工艺尺寸链§3.1 概述引信的设计和生产中,尺寸链是分析问题和解决问题的重要工具。
工序尺寸链尺寸链(按生产过程分)装配尺寸链一、尺寸链的概念1.工序尺寸链(图3-1)加工顺序:①车端面②锪孔(阶梯锪钻)③切断B1 B2 B3由锪钻保证,A由对刀保证,N自然形成(工序图中未注)N=A- B1 - B2N=f(x1,x2,x3)图3—12.装配尺寸链(图3-2)图3—2△S-装配要求(自然形成)△S=A1-B1尺寸链—(产品零件中),将有相互联系的一些尺寸,按一定的顺序,排列成封闭的尺寸环路。
二、尺寸链的组成环—组成尺寸链的各尺寸封闭环—最后自然形成的尺寸组成环—其余尺寸增环—若其它组成环不变,该组成环增(或减时),使封闭环也随之增(或减)组成环减环—若其它组成环不变,该组成环增大时却使封闭环减小N=f(x1,x2,x3)dN =1x N∂∂dx 1+2x N ∂∂dx 2+ 3x N ∂∂dx 3若ix N∂∂> 0 时,i x 增环 若ix N∂∂< 0 时,i x 减环 判定 N=A-B1-B2AN ∂∂=1 — A 增环 1B N ∂∂=-1— B 1减环(B 2减环) 三、尺寸链的画法(图3-3)装配要求:齿轮轴台阶和轴承端面间的间隙为0.2~0.7mm图3—3 封闭环为起始环 环路要求最少环 加工顺序为参考 首尾归一成封闭 四、尺寸链问题的类型1.正算—由已知的组成环,求未知的封闭环2.反算—由已知的封闭环,求未知的组成环(或全部的组成环) *注意:不要一概将未知数当封闭环 五、尺寸链的形式线尺寸链—尺寸链各环都在同一平面内,且相互平行面尺寸链—尺寸链各环都在同一平面内,但不都相互平行 空间尺寸链—尺寸链的全部或部分环位于不同平面 角度尺寸链—以尺寸交点上的角度为环组成的尺寸链§3.2 线尺寸链的基本关系式 一、极值法特点:只考虑各尺寸的极限值,不考虑尺寸散布范围分布的特性 设: N 为封闭环Ai 为增环 ( i=1,2,……n) Bi 为减环 ( i=1,2,……m)(图3-4)图3—4∑∑==-=ni mi i i B A N 11(公称尺寸)最大: ∑∑==-=ni mi i i B AN 11min maxmax最小: ∑∑==-=ni mi i i B AN 11max minmin上偏差: ∑∑==∆-∆=∆ni mi ixiss BA N 11(max N -N )下偏差:∑∑==∆-∆=∆ni mi isixx BA N 11(min N -N )公差:∑∑==+=ni mi Bi AiN 11δδδ (max N -min N ) (校验结果用)二、概率法特点: 由此法求出的公差范围比极值法求出的宽,便于零件的加工。
工艺尺寸链
工艺尺寸链是在产品开发和制造过程中常见的概念。
它是由制造工艺、产品设计和来料检验这三个步骤构成的一种连锁关系,并凝练而成的一条工艺尺寸链,它绑定着与产品性能相关的尺寸及相关的图纸、标准以及工艺要求。
以工艺尺寸链的显示形式来表达,就是将每道工艺中的各个尺寸项目以及它们相互之间的间隙关系组合起来成为一种正式的技术链,也称之为产品链。
将整个链条分解并用简短的文字和链接图表示,即可以整个流转过程中尺寸、孔位、孔径、间距,以及产品特征及其相互之间的间隙关系,来确定产品的组成部分,以及专用设备的安装位置。
另外,当今的工艺尺寸链也将与计算机辅助设计分析,不仅解决尺寸机械的问题,而且提出了关于尺寸标准化、差异分析、共同管理、质量检验、安全识别系统等综合作用的系统性管理规定,实现了工艺尺寸链更加合理化。
工艺尺寸是应用最广泛的设计技术,其采用的规范要求和方法以及处理技术与各行业息息相关,所以它的正确性非常重要:
1、从工艺角度出发,确定和管理尺寸标准,为产品生产提供可靠依据;
2、从产品设计角度出发,确定合理的尺寸链条,为产品的加工工艺分析奠定基础;
3、从质量角度出发,确定工艺尺寸链内部尺寸重复性、稳定性以及产品细节部位间隙分布,保证产品质量可靠。
一条完整而科学的工艺尺寸链,对实现企业的目标,节省成本,提高质量,乃至如保证投资回报率,极为重要。
所以如果希望企业生产稳定质量的产品,就必须建立起完整科学的工艺尺寸链,加强管理,确保每一个细节的精确处理。
工艺尺寸链一、尺寸链的概念设计尺寸链:在零件图或在设计图上,确定某些表面间的相互位置的尺寸链。
如图4-1所示为零件的工序图,凸缘厚度A3,由尺寸A1,A2确定,组成一个工艺尺寸链。
图4-1设计尺寸链和工艺尺寸链图二、工艺尺寸链的组成尺寸链的环:组成工艺尺寸链的各个尺寸。
①封闭环:最终间接获得或间接保证精度的那个环。
每个尺寸链中只有一个封闭环。
②组成环:除封闭环以外的其他环。
组成环又分为增环和减环。
(i)增环(Ai):其他组成环不变,某组成环的变动引起封闭环随之同向变动的环Ai。
(ii)减环(Aj):其他组成环不变,某组成环的变动引起封闭环随之异向变动的环建立尺寸链图:1)对工艺过程和工艺尺寸进行分析,确定间接保证精度的尺寸定为封闭环;1)封闭性:各尺寸的排列呈封闭形式,没有封闭的不能成为尺寸链。
2)关联性:任何一个直接获得的尺寸的变化,都将影响间接获得尺寸及其精度的变化。
四)工艺尺寸链计算的基本公式1)极值法计算公式①封闭环的基本尺寸:等于组成环环尺寸的代数和A0Aj。
AA(1-12)iji1jm1mn1式中,A0——封闭环的的尺寸;Ai——增环的基本尺寸;Aj——减环的基本尺寸;2m——增环的环数;n——包括封闭环在内的尺寸链的总环数。
②封闭环的极限尺寸:最大极限尺寸:等于所有增环的最大极限尺寸之和减去所有减环的最小极限尺寸之和;A0ma某Ai1mima某jm1An1jmin(1-13)最小极限尺寸:等于所有增环的最小极限尺寸之和减去所有减环的最大极限尺寸之和。
A0minAimini1mjm1An1jma某(1-14)③封闭环的上偏差ESA0与下偏差EIA0:封闭环的上偏差:等于所有增环的上偏差之和减去所有减环的下偏差之和ESA0ESAii1mEIAnijjm1(1-15)封闭环的下偏差:等于所有增环的下偏差之和减去所有减环的上偏差之和EIA0EIAii1mESAnijjm1(1-16)④封闭环的公差TA0:等于所有组成环公差之和TA0TAi(1-17)i1ni⑶工艺尺寸链的计算形式3①正计算:已知各组成环尺寸求封闭环尺寸。
工艺尺寸链及其计算——切削加工工艺尺寸链一、尺寸链当零件加工时,多次转换工艺基准,引起测量基准、定位基准与设计基准不重合,这时,就会出现工艺尺寸链,装配过程中会出现装配工艺尺寸链一)概念:在零件加工或机器装配过程中,由一系列相互联系的尺寸按一定顺序首尾相接排列形成的封闭图形,称为尺寸链。
图 1 定位套的尺寸联系图2 阶台零件的尺寸联系1、工艺尺寸链的概念(1)工艺尺寸链的定义在零件加工或机器装配过程中,由一系列相互联系的尺寸按一定顺序首尾相接排列形成的封闭图形,称为尺寸链。
(2)工艺尺寸链的组成① 环组成工艺尺寸链的各个尺寸都称为工艺尺寸链的环。
② 封闭环工艺尺寸链中间接得到的环称为封闭环。
用A 0 ”、“ L0”表示。
③ 组成环组成环分增环和减环两种。
④ 增环当其余各组成环保持不变,某一组成环增大,封闭环也随之增大,该环即为增环。
如、,⑤ 减环当其余各组成环保持不变,某一组成环增大,封闭环反而减小,该环即为减环。
如、,(3)工艺尺寸链的特征① 关联性② 封闭性(4)尺寸链简图的作法① 确定封闭环即加工后间接得到的尺寸。
② 查找组成环。
查找组成环必须掌握的基本特点为:组成环是加工过程中“直接获得”的,而且对封闭环有影响。
③ 按照各组成环对封闭环的影响,确定其为增环或减环确定增环或减环。
二、尺寸链的计算方法:极值法极值法是从最坏情况出发来考虑问题的,即当所有增环都为最大极限尺寸而减环恰好都为最小极限尺寸,或所有增环都为最小极限尺寸而减环恰好都为最大极限尺寸,来计算封闭环的极限尺寸和公差。
一)封闭环的基本尺寸A0式中 K 为增环的环数, m 为减环的环数(下同)。
二)封闭环的极限尺寸三)封闭环的极限偏差四)封闭环的公差TT = ES -E I =( 6 )三、尺寸链的计算示例一)定位基准与设计基准不重合时工序尺寸计算在零件加工过程中有时为方便定位或加工,选用不是设计基准的几何要素作定位基准,在这种定位基准与设计基准不重合的情况下,需要通过尺寸换算,标注有关工序尺寸及公差,并按换算后的工序尺寸及公差加工,以保证零件的原设计要求。