工艺尺寸链练习题
- 格式:pdf
- 大小:431.44 KB
- 文档页数:16
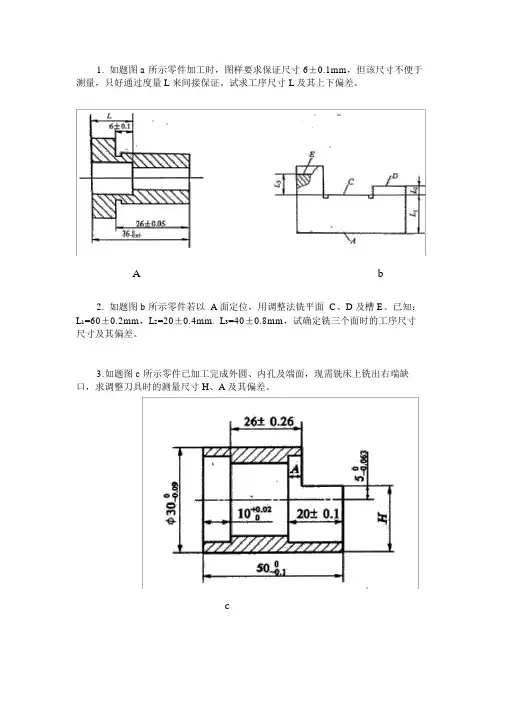
1.如题图 a 所示零件加工时,图样要求保证尺寸 6±0.1mm,但该尺寸不便于测量,只好通过度量 L 来间接保证。
试求工序尺寸 L 及其上下偏差。
A b2.如题图 b 所示零件若以 A 面定位,用调整法铣平面 C、D 及槽 E。
已知:L1=60±0.2mm,L2=20±0.4mm, L3=40±0.8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。
3.如题图 c 所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸 H、A 及其偏差。
c4.如题图 d 中小轴的工艺过程为:车外圆至φ30.500.1 mm,铣键槽深度为H0TH ,热处理,磨外圆至φ 30+00..016036mm。
设磨后外圆与车后外圆的同轴度公差为φ0.05mm ,求保证键槽深度设计尺寸400 .2 mm 的键槽深度H0TH 。
D E5.如题图 e 所示衬套,材料为 20Cr,φ3000.021 mm 内孔表面要求磨削后保证渗碳层深度 0.800.3mm,试求:(1)磨削前精镗工序尺寸及偏差。
磨削余量0.03,精镗的经济精度9 级(2)精镗后热处理时渗碳层的深度。
—21.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:当以A 面定位钻直径为φ 10mm孔时的工序尺寸 A1 及其偏差2. 设某一零件图上规定的外园直径为φ320-0.05mm,渗碳深度为0.5 ~08mm,现为了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0.8 ~1mm。
试计算渗碳前车削工序的工序尺寸。
—33.某零件工艺过程如下:( 1)精车外圆至φ25.30-0.084;( 2)划键槽线;( 3)铣键槽至 A 1T;(4)渗碳深度 t0+ T t;( 5)磨外圆至φ25-00.014,要求渗碳2 A深度 0.9 ~ 1.1mm(单边)。
试求:(1)计算洗键槽时用深度尺测量槽深尺寸A 1T A 2(2)渗碳时应控制的工艺渗碳层深度t0+T t—4。
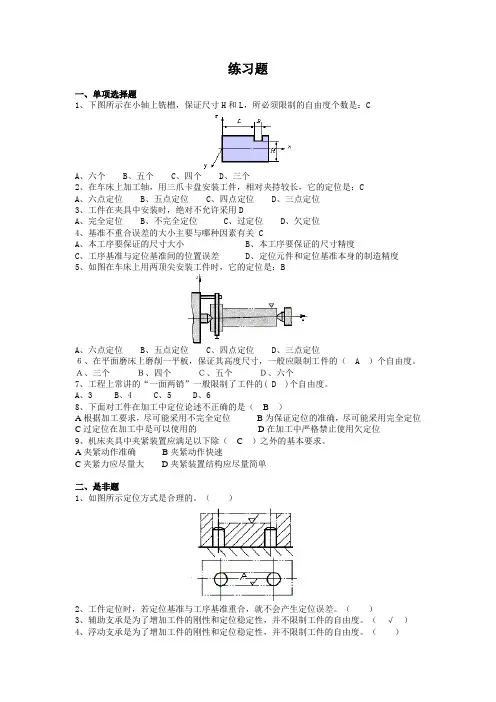
练习题一、单项选择题1、下图所示在小轴上铣槽,保证尺寸H和L,所必须限制的自由度个数是:CA、六个B、五个C、四个D、三个2、在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是:CA、六点定位B、五点定位C、四点定位D、三点定位3、工件在夹具中安装时,绝对不允许采用DA、完全定位B、不完全定位C、过定位D、欠定位4、基准不重合误差的大小主要与哪种因素有关 CA、本工序要保证的尺寸大小B、本工序要保证的尺寸精度C、工序基准与定位基准间的位置误差D、定位元件和定位基准本身的制造精度5、如图在车床上用两顶尖安装工件时,它的定位是:BA、六点定位B、五点定位C、四点定位D、三点定位6、在平面磨床上磨削一平板,保证其高度尺寸,一般应限制工件的( A )个自由度。
A、三个B、四个C、五个D、六个7、工程上常讲的“一面两销”一般限制了工件的( D )个自由度。
A、3B、4C、5D、68、下面对工件在加工中定位论述不正确的是(B)A根据加工要求,尽可能采用不完全定位B为保证定位的准确,尽可能采用完全定位C过定位在加工中是可以使用的D在加工中严格禁止使用欠定位9、机床夹具中夹紧装置应满足以下除(C)之外的基本要求。
A夹紧动作准确B夹紧动作快速C夹紧力应尽量大D夹紧装置结构应尽量简单二、是非题1、如图所示定位方式是合理的。
()2、工件定位时,若定位基准与工序基准重合,就不会产生定位误差。
()3、辅助支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
(√)4、浮动支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
()5、车削外圆柱表面通常采用下图所示的装夹定位方式。
()6、在车床上用三爪自定心卡盘多次装夹同一工件时,三爪定心卡盘的对中精度将直接影响工件上被加工表面的位置精度。
(√)7、在使用夹具装夹工件时,不允许采用不完全定位和过定位。
()8、采用欠定位的定位方式,既可保证加工质量,又可简化夹具结构。
尺寸链期末复习考试模拟测试练习题一、判断题(正确的打√,错误的打×)1.尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。
()2.当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
()3.在装配尺寸链中,封闭环是在装配过程中形成的一环。
()4.在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。
()5.在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。
()6.在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。
()7.封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。
()8.零件工艺尺寸链一般选择最重要的环作封闭环。
()9.组成环是指尺寸链中对封闭环没有影响的全部环。
()10.尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。
()11.封闭环基本尺寸等于各组成基本尺寸的代数和。
()12.封闭环的公差值一定大于任何一个组成环的公差值。
()13.尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。
()14.封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。
()15.当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。
()16.要提高封闭环的精确度,就要增大各组成环的公差值。
()17.要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循“最短尺寸链原则”。
()18.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。
()19.尺寸链的特点是它具有封闭性和制约性。
()20.用完全互换法解尺寸链能保证零部件的完全互换性。
()二、选择题(将下列题目中所有正确的答案选择出来)1.如图4-1所示尺寸链,属于增环的有____。
A.A1B.A2C.A3D.A4E.A52.如图4-1所示链,属于减环的有______。
A.A1B.A2C.A3D.A4E.A53.如图4-2所示尺寸链,属于减环的有______。
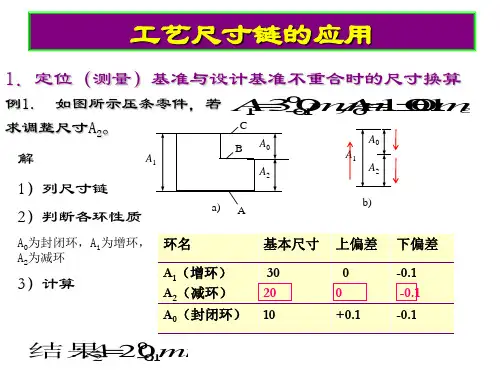
制造工程基础—2013年春季学期工艺尺寸链计算与综合80±0.0850±0.1A 1要求标注尺寸时,应有计算过程2-±0.18 0±0 . 0 8 5 0±0 . 1800.08 =±250 =±1 =2-±0.180±0.0850±0.1800.08=±0.017507.5+=?=0.017507.5+=2-±0.18 0±0 . 0 8 5 0±0 . 1800.080.0175 7.5?0.01757.52-±0.180±0.0850±0.1合格与否,要视孔直0.08±例2.某零件的最终尺寸要求如图(a)所示,加工顺序见图(b),求钻孔工序尺寸F。
10-0.215 0.250-0.34图2(a)50-0.4工序1车孔及端面50-0.3410.4-0.3工序2车外圆及端面F工序3钻孔10-0.2工序4磨外圆及台肩面图2(b)10-0.215 0.250-0.34图2(a)50-0.4工序1车孔及端面50-0.3410.4-0.3工序2车外圆及端面F工序3钻孔10-0.2工序4磨外圆及台肩面图2(b)AA1FA2A1=10-0.2A2=10.4-0.3A=15±0.2用一个尺寸链求解A 0A 1FA 2A 1=10-0.2A 2=10.4-0.3A 0=15±0.2封闭环公差小于已有组成环公差之和,要进行公差调整A 1=10-0.13A 2=10.4-0.13尺寸链环增环A 2增环F A 0算式ES 0算式EI 0算式封闭环A 015+0.2-0.210.40-0.1314.6+0.07-0.07减环A 1-10+0.130F =14.6±0.07必须提高前道工序的精度,才能保证本工序加工精度要求例3:在图示的偏心零件中,表面A 要求渗碳处理,渗碳层深度规定为0.5~0.8mm ,零件上与此有关的加工过程如下:1)精车A 面,保证尺寸2)渗碳处理,控制渗碳层深度为H 1;3)精磨A 面,保证尺寸;同时保证渗碳层深度达到规定的要求。

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
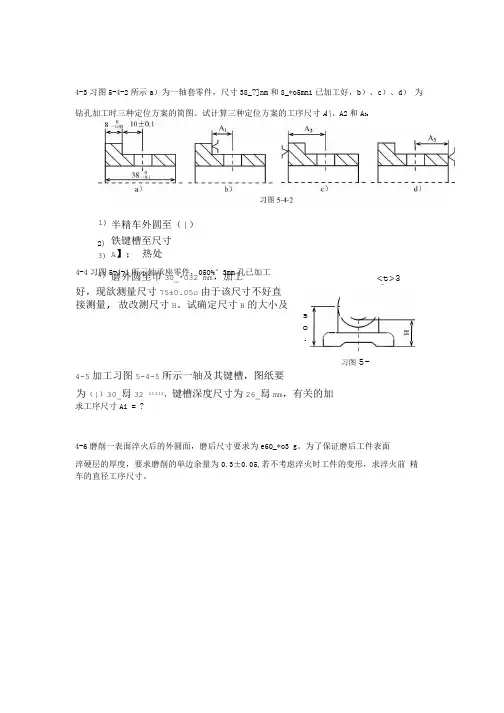
4-4习图5-4-4所示轴承座零件,05O%°3mm 孔已加工 好,现欲测量尺寸75±0.05o 由于该尺寸不好直接测量, 故改测尺寸H 。
试确定尺寸H 的大小及偏差。
4-5加工习图5-4-5所示一轴及其键槽,图纸要为(|)30_舄32 11111,键槽深度尺寸为26_舄mm ,有关的加1) 半精车外圆至(|)2) 3)铁键槽至尺寸A 】; 热处理;4) 磨外圆至巾30_*032 mm ,加工完毕。
4-3习图5-4-2所示a )为一轴套零件,尺寸38_?]nm 和8_*o5mni 已加工好,b )、c )、d ) 为钻孔加工时三种定位方案的简图。
试计算三种定位方案的工序尺寸A\、A2和A 3O求工序尺寸Ai = ?4-6磨削一表面淬火后的外圆面,磨后尺寸要求为e6O_*o3 g 。
为了保证磨后工件表面 淬硬层的厚度,要求磨削的单边余量为0.3±0.05,若不考虑淬火时工件的变形,求淬火前 精车的直径工序尺寸。
习图5-4-4<t>3O +jj 0so.4-3答案:1)图b:基准重合,定位误差ADW = 0 , A] = 10±0.1mm;2)图c:尺寸A2, 10+0.1 和8_膈构成一个尺寸链(见习解图5X4-2c),其中尺寸10+0.1是封闭环,尺寸A?和8是组成环,且A? 为增环,8_膈为减环。
由直线尺寸链极值算法基本尺寸计算公式,有:10= Ai —8, —A2=18mm由直线尺寸链极值算法偏差计算公式:0.1=ESA2 — (-0.05), 一ESA2=0.05mm;-0.1 =EIA2一0, 一ElA2=-0.1 mm。
故:A2 =1mm3)图d:尺寸A3, 10+0.1, 8_舄5和构成一个尺寸链(见习解图5X4-2d),其中尺寸10+0.1是封闭环,尺寸A3, 8_膈和38*是组成环,且38*为增环,A3和8_膈为减环。
由直线尺寸链极值算法基本尺寸计算公式,有:10= 38— (A3+8), -^A3=28mm 由直线尺寸链极值算法偏差计算公式,有:0.1=0- (EIA3+ (-0.05)), 一EIA3=-0.05mm;-0.1 = -0.1 — (ES A3+O), —>ESA3=0O故:A3 = 28_Q05 mm4-4答案:尺寸75+0.05> H和半径R组成一个尺寸链,其中尺寸75+0.05是间接得到的,是封闭环。
![尺寸链计算例题及习题[18P][279KB]](https://uimg.taocdn.com/b811b1077cd184254b353515.webp)

尺寸链考试题及答案一、选择题(每题2分,共10分)1. 尺寸链中,哪一项是必须考虑的因素?A. 公差B. 材料C. 温度D. 湿度答案:A2. 在尺寸链分析中,下列哪项不是基本尺寸链的组成部分?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C3. 尺寸链中,哪一项是用于补偿其他尺寸误差的?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C4. 尺寸链分析的目的是什么?A. 确定零件的重量B. 确定零件的尺寸C. 确定零件的加工方法D. 确定零件的公差分配答案:D5. 尺寸链中,封闭环的公差是如何确定的?A. 根据组成环的公差直接计算B. 根据组成环的公差间接计算C. 根据补偿环的公差直接计算D. 根据补偿环的公差间接计算答案:B二、填空题(每题2分,共10分)1. 尺寸链中,封闭环的公差等于组成环公差的______。
答案:代数和2. 在尺寸链分析中,基准环是指______。
答案:用于确定其他尺寸的参考尺寸3. 补偿环的作用是______。
答案:补偿其他尺寸的误差4. 尺寸链分析中,组成环的公差分配应遵循______原则。
答案:经济合理5. 尺寸链的类型包括______和______。
答案:直线尺寸链;角度尺寸链三、简答题(每题10分,共20分)1. 简述尺寸链分析的步骤。
答案:尺寸链分析的步骤包括:确定封闭环,找出所有组成环,分析各组成环对封闭环的影响,确定各组成环的公差,最后进行公差分配。
2. 说明尺寸链中基准环的作用。
答案:基准环在尺寸链中的作用是作为其他尺寸的参考,它通常是固定的或已知的尺寸,用于确定其他组成环的位置和尺寸。
四、计算题(每题15分,共30分)1. 假设一个尺寸链中,封闭环的公差为±0.5mm,组成环A的公差为±0.3mm,组成环B的公差为±0.4mm,试计算组成环C的公差。
答案:组成环C的公差为±0.5mm - (±0.3mm + ±0.4mm) = ±0.2mm。
1.采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:(1)精车工序,以精车过的A 面为基准精车B 面,保持工序尺寸L 1;再以B 为基准,精车C 面,保持工序尺寸L 2。
(2)在热处理后的磨削工序中,对B 面进行磨削,控制磨削余量为0.10.02Z =±mm 。
求车削工序的尺寸L 1和 L 2。
(10分)、解:(1)① 建立尺寸链:(1分)②00.1745-为封闭环,1L 为增环,0.10.02±为减环。
(1分)③45=1L -0.1 1L =45.1mm (1分)④0=1ESL -(-0.02) 1ESL =-0.02mm-0.17=1EIL -0.02 1EIL =-0.15mm (1分)⑤故工序尺寸1L =45.10.020.15--mm=45.0800.13-mm (1分) (2)① 建立尺寸链:(1分)②00.5233-为封闭环,2L 、0.10.02±为增环。
(1分)③233=2L +0.1 2L =232.9mm (1分)④0=2ESL +0.02 2ESL =-0.02mm-0.5=2EIL -0.02 2EIL =-0.48mm (1分)⑤故工序尺寸2L =232.90.020.48--mm=232.8800.46-mm(1分)2. 如下图所示为一台阶零件,若以A 面定位用调整法铣平面C 、D 及槽面E 。
已知L 1=60±0.2mm ,L 2=20±0.4mm ,L 3=60±0.8mm ,试求工序尺寸及其极限偏差。
(8分)解:(1)建立加工D面的尺寸链:(1分)L2为封闭环, L1为减环,L D为增环(1分)20 = L D -60 L D =80 0.4 = ESL D -(-0.2) ESL D =+0.2-0.4= EIL D -0.2 EIL D =-0.2 故加工D面的工序尺寸L D =80±0.2mm (2分)(2) 建立加工E面的尺寸链(1分)L3为封闭环, L1为减环,L E为增环(1分)60 = L E -60 L E =120 0.8 = ESL E -(-0.2)ESL E =+0.6-0.8= EIL E -0.2 EIL E =-0.6 故加工E面的工序尺寸L E =120±0.6mm (2分)3. 零件的简图及工序图如下图所示,试求工序尺寸L1、L2。
1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。
2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。
3、尺寸链由封闭环和组成环构成。
4、组成环包含增环和减环。
5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。
6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。
7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。
8、封闭环公差等于所有组成环公差之和。
9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。
10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。
12-2 选择题:1、一个尺寸链至少由3 个尺寸组成,有1 个封闭环。
2、零件在加工过程中间接获得的尺寸称为 C 。
C、封闭环3、封闭环的精度由尺寸链中 C 的精度确定。
C、其他各环4、按“入体原则”确定各组成环极限偏差应A 。
A、向材料内分布1、什么叫尺寸链?它有何特点?答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。
尺寸链具有如下特性:(1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。
(2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。
2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环?答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。
在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。
零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。
工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。
工艺基础、尺寸链计算试题1、尺寸链中增环的数量()? [单选题] *A、可以为0B、至少1(正确答案)C、没有限制D、至少22、尺寸链中减环的数量()? [单选题] *A、可以为0(正确答案)B、至少1C、至少2D、至少33、封闭环的公差是()? [单选题] *A、所有增环公差的和B、所有减环公差的和C、所有增环和减环公差的总和(正确答案)D、所有增环公差的和减所有减环公差的和4、刀具的前刀面是()? [单选题] *A、切屑流过的面(正确答案)B、加工后表面对着的面C、前进方向的面D、过刀尖及回转中心的面1、切削加工工艺参数包含()? *A、切削速度(正确答案)B、切削走刀次数(正确答案)C、进给量(正确答案)D、加工效率1、尺寸链越多,增、减环公差越大,封闭环的公差就越大 [单选题] *对(正确答案)错2、增环与减环数量相等时,封闭环公差最小 [判断题] *对错(正确答案)3、加工工艺包括切削工艺、冲压工艺、焊接工艺、热处理工艺、特殊加工工艺等[判断题] *对(正确答案)错4、加工中心、数控机床的加工精度就比传统人工操作加工工艺精度高 [单选题] *A、正确B、错误(正确答案)5、因为磨削加工比铣削加工的效率低、精度高,所以只有在精加工时才采用磨削加工 [单选题] *A、正确B、错误(正确答案)1、铣加工一键槽二端半圆:宽10,深3.2,总长25,用铣刀直径为Φ10,分三次走刀,转速为350r/min,进给量为0.2mm/r,计算切削速度v和切削加工时间h [填空题] *_________________________________2、计算封闭环尺寸及上、下偏和公差:由一封闭环加10(+0.2,0),15(+0.1,0)二个增环和5(0,-0.1)一个减环组成尺寸链 [填空题] *_________________________________。