焊接记录表
- 格式:xls
- 大小:72.50 KB
- 文档页数:3
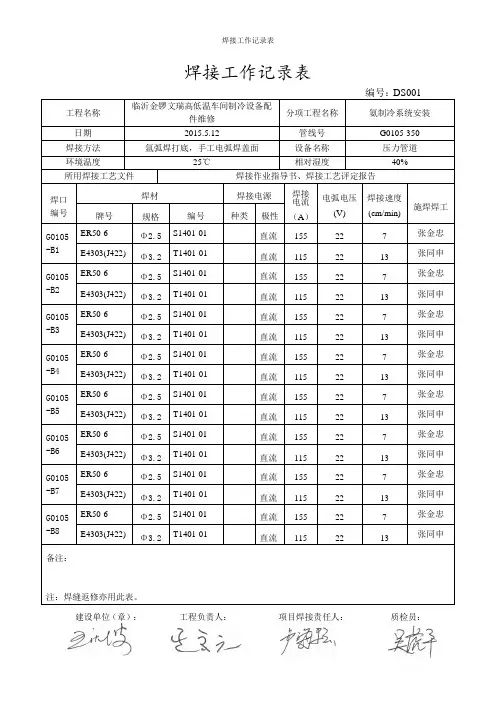
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
. . .. . .
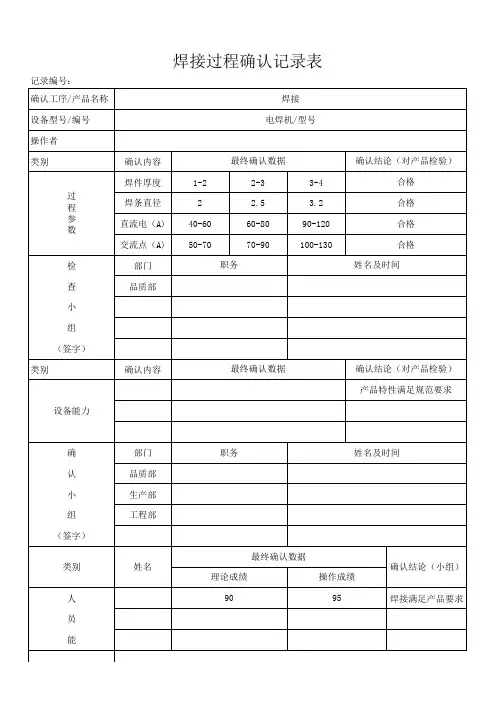
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
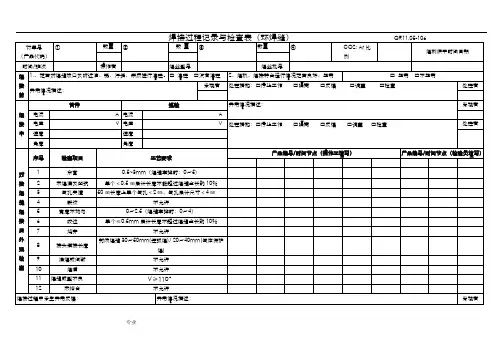
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
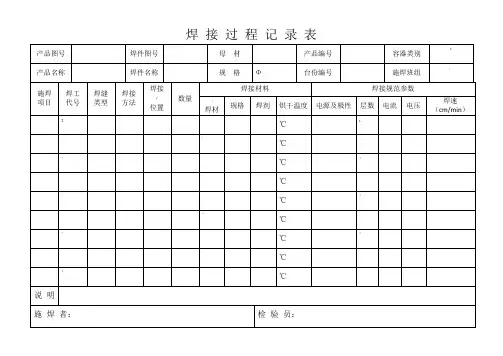
金属焊接工艺参数记录表
1. 引言
本记录表用于记录金属焊接工艺参数,以便对焊接过程进行记录和分析。
2. 工艺参数
焊接工艺参数是指在金属焊接过程中影响焊缝形成和质量的各种参数。
以下是常见的焊接工艺参数:
- 焊接电流:焊接过程中通过焊接电极传递的电流。
- 焊接电压:焊接过程中电极与工件之间的电压差。
- 焊接速度:焊接过程中焊枪移动的速度。
- 焊接时间:焊接过程中的焊接时间。
- 焊接气体流量:焊接过程中使用的保护气体的流量。
3. 记录表格
4. 结论
根据上述记录表格可以看出,焊接工艺参数对焊接结果评价有着重要影响。
合格的焊接工艺参数能够产生良好的焊缝质量,而不合格的焊接工艺参数可能导致焊接缺陷。
5. 建议
为了提高焊接质量,我们建议进行以下改进:
- 对每一次焊接过程进行仔细记录,包括焊接日期和具体的工艺参数。
- 在焊接过程中严格控制焊接电流和电压,确保其在规定范围内。
- 根据记录分析结果,及时调整焊接工艺参数,以达到合格的焊缝质量。
6. 参考。
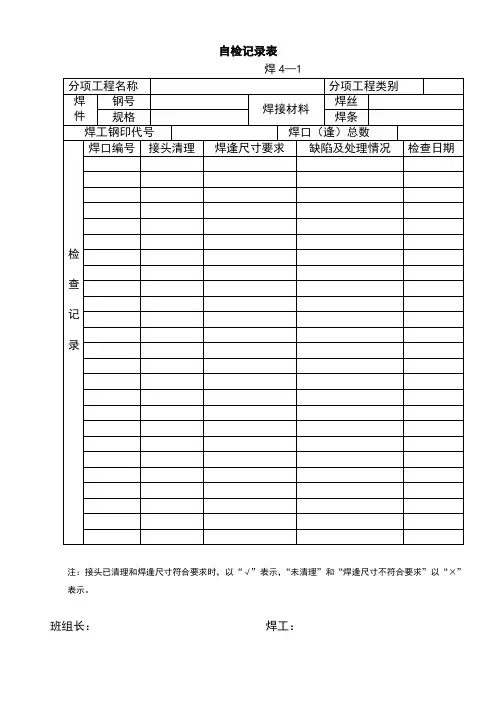
自检记录表
焊4—1
注:接头已清理和焊逢尺寸符合要求时,以“√”表示,“未清理”和“焊逢尺寸不符合要求”以“×”
表示。
班组长:焊工:
焊接质量等级评定结果通知单
焊4—4
公司(处)质检部门(公章)焊接质检员:签发日期:
分项工程焊接接头表面质量检验评定表
单位:mm 焊4—2
注:验评结果符合格级标准者,在相应检验指标下记√,优良者记Δ。
合格级与优良级标准相同亦记Δ。
公司(处)质检代表:工地(队)技术负责人:
工地(队)质检员:班组长:验评日期:
分项工程焊接综合质量等级评定表
焊4—3
设单位代表:工地(队)技术负责人:
公司(处)质检代表:验评日期:
工地(队)质检员:。
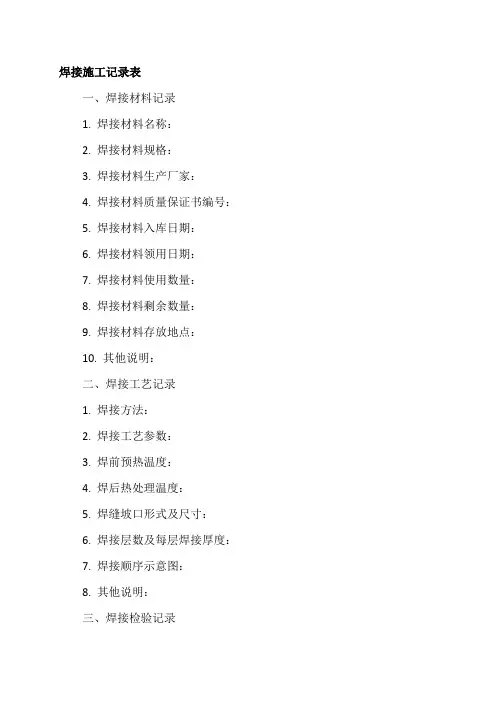
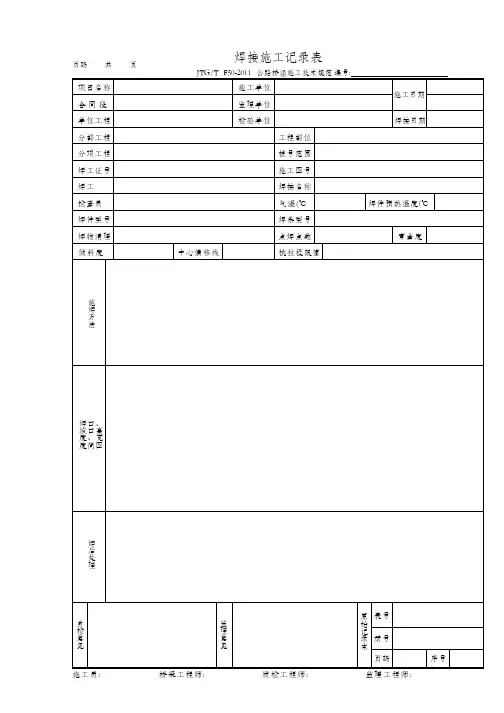
焊接施工记录表
一、焊接材料记录
1. 焊接材料名称:
2. 焊接材料规格:
3. 焊接材料生产厂家:
4. 焊接材料质量保证书编号:
5. 焊接材料入库日期:
6. 焊接材料领用日期:
7. 焊接材料使用数量:
8. 焊接材料剩余数量:
9. 焊接材料存放地点:
10. 其他说明:
二、焊接工艺记录
1. 焊接方法:
2. 焊接工艺参数:
3. 焊前预热温度:
4. 焊后热处理温度:
5. 焊缝坡口形式及尺寸:
6. 焊接层数及每层焊接厚度:
7. 焊接顺序示意图:
8. 其他说明:
三、焊接检验记录
1. 检验时间:
2. 检验人员:
3. 检验方法:外观检查/无损检测/破坏性检验等。
4. 检验结果:合格/不合格。
若不合格,需注明不合格部位及缺陷类型。
5. 返修处理情况及结果:若检验不合格,需记录返修处理情况及结果。
6. 其他说明:
四、焊工信息记录
1. 焊工姓名:
2. 焊工资格证书编号:
3. 焊工培训记录(若有):
4. 焊工从事焊接工作时间:
5. 其他说明:
五、焊接缺陷及处理记录
1. 缺陷类型及描述:
2. 缺陷部位及数量:
3. 缺陷产生原因分析:
4. 缺陷处理方法及结果:返修/补焊/重新检验等。
5. 其他说明:
六、焊接设备使用记录
1. 焊接设备名称及型号:
2. 焊接设备生产厂家:
3. 焊接设备使用日期及时间:
4. 焊接设备运行状况(正常/异常):
5. 焊接设备使用人员及操作证编号:
6. 其他说明:。
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。