焊接热处理操作记录(样表)
- 格式:doc
- 大小:18.62 KB
- 文档页数:1
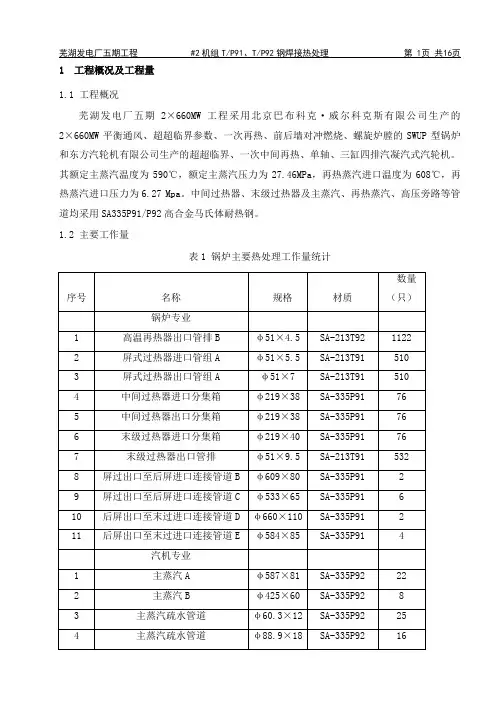
1工程概况及工程量1.1 工程概况芜湖发电厂五期2×660MW工程采用北京巴布科克·威尔科克斯有限公司生产的2×660MW平衡通风、超超临界参数、一次再热、前后墙对冲燃烧、螺旋炉膛的SWUP型锅炉和东方汽轮机有限公司生产的超超临界、一次中间再热、单轴、三缸四排汽凝汽式汽轮机。
其额定主蒸汽温度为590℃,额定主蒸汽压力为27.46MPa,再热蒸汽进口温度为608℃,再热蒸汽进口压力为6.27 Mpa。
中间过热器、末级过热器及主蒸汽、再热蒸汽、高压旁路等管道均采用SA335P91/P92高合金马氏体耐热钢。
1.2 主要工作量表1 锅炉主要热处理工作量统计注:焊口数以配管图到后,现场安装实际数量为准。
表1(完)2编制依据2.1 上海电建《芜湖发电厂五期2×660MW工程#2标段施工组织设计》2.2 DL/T 819-2002《火力发电厂焊接热处理技术规程》2.3 DL/T 869-2004《火力发电厂焊接技术规程》2.4 DL/T 752-2001《火力发电厂异种钢焊接技术规程》2.5 国电焊接信息网《T/P92钢焊接指导性工艺》2.6《T91/P91钢焊接工艺导则》(电源质(2002)100号)2.7 上海电力安装第二工程公司焊接工艺评定2.8《电力建设安全工作规程》第一部分:DL5009.1-2002(火力发电厂)2.9 2006年版《工程建设标准强制性条文》3施工准备3.1 热处理专业人员及其基本要求3.1.1 项目有热处理技术人员1名,具有资质证书的热处理工6名,辅助工10名。
如有变动可按现场实际施工情况做出相应修正。
焊接热处理人员应该经过专门的培训,并取得资格证书。
没有取得资格证书的人员只能从事辅助性的焊接热处理工作,不能单独作业或对焊接热处理结果进行评价。
本工程锅炉专业热处理作业人员配备表如下:表2 热处理作业人员配备表表2(完)3.1.2 热处理工应积极按照焊接热处理施工方案、作业指导书、工艺卡进行施工;3.1.3 热处理技术人员应熟悉相关规程,熟悉掌握、严格执行各个规范规程,组织热处理人员的业务学习;编制热处理施工方案与作业指导书等技术文件;收集、整理焊接热处理资料。
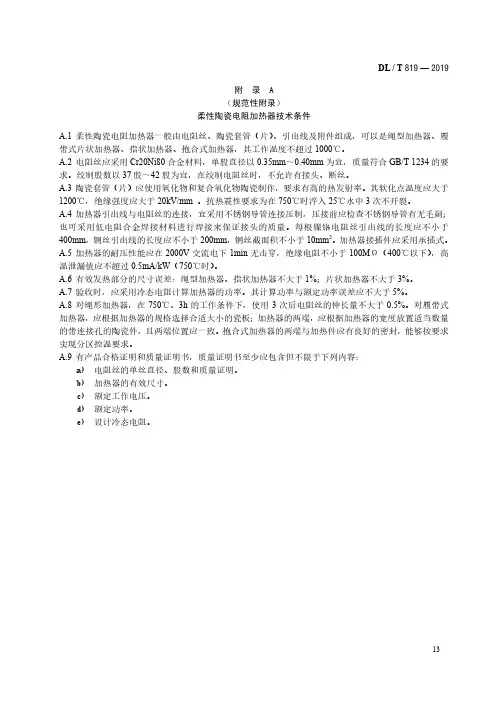
DL / T819 — 2019附 录 A(规范性附录)柔性陶瓷电阻加热器技术条件A.1 柔性陶瓷电阻加热器一般由电阻丝、陶瓷套管(片)、引出线及附件组成,可以是绳型加热器、履带式片状加热器、指状加热器、抱合式加热器,其工作温度不超过1000℃。
A.2 电阻丝应采用Cr20Ni80合金材料,单股直径以0.35mm~0.40mm为宜,质量符合GB/T 1234的要求。
绞制股数以37股~42股为宜,在绞制电阻丝时,不允许有接头、断丝。
A.3 陶瓷套管(片)应使用氧化物和复合氧化物陶瓷制作,要求有高的热发射率。
其软化点温度应大于1200℃,绝缘强度应大于20kV/mm 。
抗热震性要求为在750℃时淬入25℃水中3次不开裂。
A.4 加热器引出线与电阻丝的连接,宜采用不锈钢导管连接压制,压接前应检查不锈钢导管有无毛刺;也可采用低电阻合金焊接材料进行焊接来保证接头的质量。
每根镍铬电阻丝引出线的长度应不小于400mm,铜丝引出线的长度应不小于200mm,铜丝截面积不小于10mm2。
加热器接插件应采用承插式。
A.5 加热器的耐压性能应在2000V交流电下1min无击穿,绝缘电阻不小于100MΩ(400℃以下),高温泄漏值应不超过0.5mA/kW(750℃时)。
A.6 有效发热部分的尺寸误差:绳型加热器、指状加热器不大于1%;片状加热器不大于3%。
A.7 验收时,应采用冷态电阻计算加热器的功率。
其计算功率与额定功率误差应不大于5%。
A.8 对绳形加热器,在750℃、3h的工作条件下,使用3次后电阻丝的伸长量不大于0.5%。
对履带式加热器,应根据加热器的规格选择合适大小的瓷板;加热器的两端,应根据加热器的宽度放置适当数量的带连接孔的陶瓷件,且两端位置应一致。
抱合式加热器的两端与加热件应有良好的密封,能够按要求实现分区控温要求。
A.9 有产品合格证明和质量证明书,质量证明书至少应包含但不限于下列内容:a) 电阻丝的单丝直径、股数和质量证明。
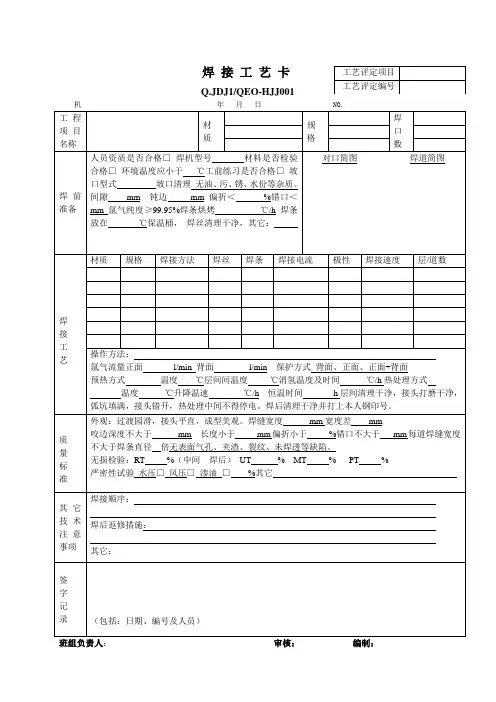
焊接作业指导书(含焊接热处理工艺)合金钢管道(15CrMoG)编制人:审核人:批准人:建设机械分公司技术质量部目录一、适用范围 (3)1.1总则 (3)二、编制依据 (3)三、工程一览 (4)四、对焊工及热处理工的要求 (4)五、焊接材料的选择 (5)六、焊接设备、材料及焊接环境的要求 (5)七、主要施工机具 (6)八、焊接施工 (7)8.1材料验收 (7)8.2 焊接工艺及流程 (7)九、焊接热处理 (10)9.1作业项目概述 (10)9.2作业准备 (10)9.3作业条件 (11)9.4热处理作业程序 (12)9.5 质量检查与技术文件 (18)十、质量检验 (20)十一、安全技术措施 (21)一、适用范围本作业指导书适用于鞍钢股份能源管控中心1#4#干熄焦余热发电项目工程的管道安装施工。
1.1总则1、为了保证锅炉焊接热处理质量,指导焊接热处理作业,特制定本工艺。
2、本工艺适用于锅炉、压力容器、压力管道及在受压元件上焊接非受压元件的安装检修焊焊前预热、后热和焊后热处理工作。
3、焊接热处理的安全技术、劳动保护应执行国家现行的方针、政策、法律和法规有关规定。
4、焊接热处理除执行本工艺的规定外,还应符合国家有关标准规范的规定以及设计图纸的技术要求。
二、编制依据1、施工蓝图;2、DL/T5031-94《电力建设施工及验收技术规范管道篇》;3、DL/T 821-2002《钢制承压管道对接焊接接头射线检验技术规程》;4、DL/T869-2004《火力发电厂焊接技术规程》;5、《压力管道安全技术监察规程-工业管道》TSGD0001-20096、GB/T17394—1998《金属里氏硬度试验方法》7、DL/T819—2002《火力发电厂焊接热处理技术规程》8、GB/T16400—2003《绝热用硅酸铝棉及其制品》三、工程一览名称规格材质管道类别管道长度无缝钢管D377×13 15CrMoG GD1无缝钢管D273×9 15CrMoG GD1四、对焊工及热处理工的要求1、参加本工程焊接的焊工必须有焊工合格证,并有相应的合金钢氩弧焊合格项目,凡无此合格项目的焊工不得超项焊接。
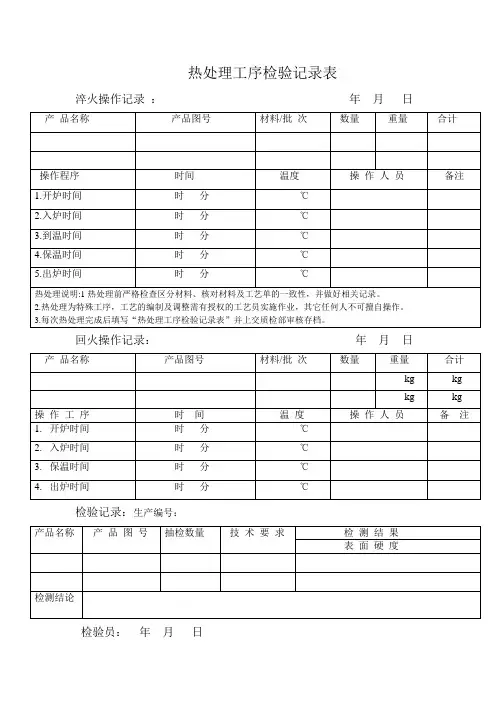
热处理工序检验记录表淬火操作记录:年月日回火操作记录:年月日检验记录:生产编号:检验员:年月日附件3施工方案审查表目录1.工程概述⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅22.编制依据⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅23.施工程序⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅34.施工方法及技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅35.施工进度计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅66.降低成本措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅67.施工质量保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅68.安全保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅79.文明施工技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1110.劳动力需用计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1111.施工机具与施工手段用料计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅111、工程概述1。
SH/T 3503-J411-1管道焊接接头热处理报告(一)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h 材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际焊接接头、测温点布置示意图:热处理结论:建设/ 监理单位总承包单位施工单位热处理单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:日期:年月专业工程师:操作人:日期:年月日SH/T 3503-J411-2管道焊接接头热处理报告(二)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际SH/T 3503-J129硬度检验报告第页共页工程名称:单元名称:委托单位报告编号检件编号承包单位检件名称检件规格mm 检件材质热处理状态表面状态检验方法检验标准被检验产品标准设备型号检验比例% 检验数量检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验结论:备注:试验人:资格:审核人:资格:检测单位:(公章)报告日期:年月日。
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
作业指导书控制页:*注:班组工程师负责每项目上交一本已执行完成的、并经过完善有完整签名的作业指导书。
重要工序过程监控表作业指导书(技术措施)修改意见征集表回收签名(日期):目录1 编制依据及引用标准: (1)2 项目概况及施工围:(以金竹山项目为例) (1)2.1项目概况 (1)2.2施工围 (1)3 施工作业人员配备与人员资格 (2)4 施工作业所需机械装备及工器具量具、安全防护用品配备 (2)5 施工条件及施工前准备 (3)6 作业程序及方法及要求 (5)6.1焊接热处理施工作业流程图 (5)6.2焊接及热处理工艺 (5)7 质量控制及质量验收 (10)7.1焊接质量控制标准 (10)7.2中间控制见证点、工序交接点与质量验收项目及级别 (10)7.3热处理质量检验 (11)7.4工艺纪律及质量保证措施 (11)7.5应完成的表格 (12)8 安全、文明施工及环境管理要求和措施 (12)表8-1职业健康安全风险控制计划表(RCP) (15)表8-2环境因素及控制措施 (17)9 附图及附表 (18)1 编制依据及引用标准:1.1《火力发电厂焊接技术规程》DL/T869-20041.2《T91/P91焊接工艺导则》1.3《火电施工质量检验及评定标准》(焊接篇)1.4《火力发电厂焊接热处理技术规程》DL/T819-20021.5锅炉厂家图纸1.6焊接工艺评定报告1.7《项目施工组织设计》1.8公司《质量职业安全健康与环境管理手册》1.9《电力建设安全健康与环境管理工作规定》1.10《工程建设标准强制性条文》(电力工程部分)1.11《工程质量验评围》(焊接部分)2 项目概况及施工围:(以金竹山项目为例)2.1项目概况本作业指导书适用于所有P91大口径厚壁管的焊接及热处理施工。
包括:高温过热器出口集箱拼接、高温过热器锅炉厂家出口管段、主蒸汽母管段、主蒸汽支管段、一级旁路高压侧、及各类其他材质焊接附件(机务插座、管道限位块、蠕变测点、仪表一次门插座)等。
焊接工艺评定任务书
热处理检验报告
表码号:Q/CKD/D035—2009 产品名称:产品编号: 部件
名称
部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02
评定试板
焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度-时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。
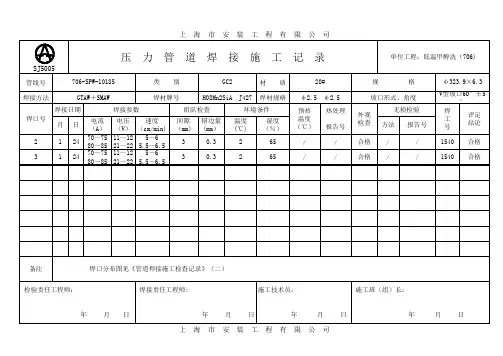
江苏扬安集团有限公司
焊接热处理操作记录
工程名称:福建天辰耀隆己内酰胺项目06标段锅炉安装日期:天气:环境温度:部件名称接头编号材质规格加热方法
升降温速度℃/h 恒温温度
℃
恒温时间
h
工艺卡号
时间h 温度℃时间h 温度℃
记录要求:
(1)严格按照热处理作业指导书或热处理工艺卡作业(2)认真记录,填写清晰、完整。
(3)每0.5h记录一次。
(4)至少每0.5h到热处理现场巡查一次。
(5)当连续工作时间较长时,应每隔3h记录一次环境温度
交接班记录异常情况记录:
记录人
接班人
开始时间
结束时间
第页,共页。
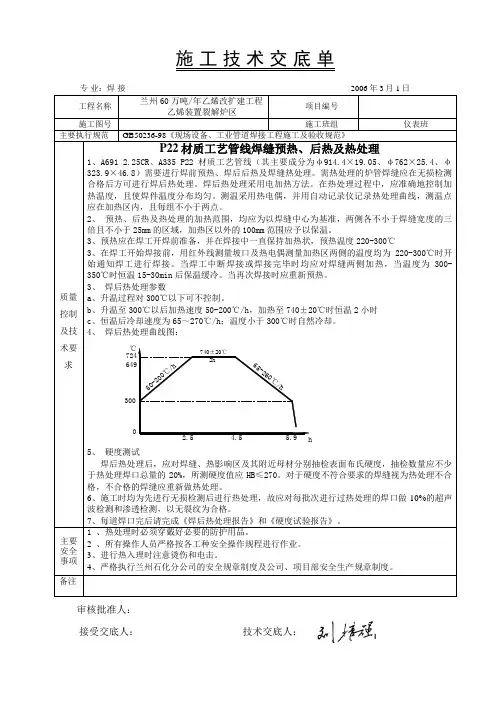
1工程概况 1.1 工程简介苏丹喀土穆炼油有限公司200万吨/年延迟焦化(一期)装置位于原装置区东侧。
按设计文件要求对以CH 、ASW 和GS 开头的管线焊缝进行焊后热处理;另外装置区内约68m 珠光体耐热钢管线(15CrMoR )需进行焊前预热和焊后热处理工艺。
为确保本装置的长期安全运行,特制定本焊接施工及热处理技术措施,施焊过程中须严格遵照执行。
1.2 主要实物工程量统计表序号 管 线 规 格 焊口数 备注1 φ377×10 3 20#2 φ325×8 363 φ219×8 284 φ168×7 2735 φ168×5.5 46 φ134×7 6 7 φ114×7 4648 φ89×6.5 2379 φ89×4.5 6 10 φ60×5 373 11 φ48×5 413 12 φ34×4.5 139 13 φ34×3.5 28 14 φ27×4 23 15 φ27×3 147 16 φ22×4 23 17 φ530×13.0 25 15CrMoRφ530×13.0515CrMoR 焊管1.3 工程特点1.2.1 工期短,施工质量要求高,从施工准备、过程控制到最终检验,管理的工作量大,难度大,以焊接及热处理为中心的管道预制、组对、安装工作量大。
从焊前准备工作到现场施焊、无损检测等工作,应充分准备合理安排;1.2.2各专业在时间、空间上交叉作业多,管道高空作业量大,焊接施工过程中应确保焊接质量和作业人员的安全;1.2.3 施工环境风沙多(最大风速达38.5m/s,平均风速3.9m/s),且跨季节施工,这将给现场焊接带来很大困难,需采取特殊措施以保证焊接质量。
清除焊件上的沙土、污物及雨水,保持焊件表面清洁、干燥,有效地避免环境干扰,保证管道组焊质量。