焊接过程记录与检查表
- 格式:docx
- 大小:66.08 KB
- 文档页数:11
焊接工程外观质量观感检查表(实用版)目录1.焊接工程外观质量观感检查表的概述2.检查表的内容和要求3.焊接工程外观质量观感检查表的填写方法4.注意事项和常见问题正文一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于评估焊接工程外观质量的一种检查工具,通过对焊接接头的观感质量进行检查,以确保焊接质量达到标准要求。
外观质量观感检查表通常包括焊接接头的形状、表面粗糙度、焊缝成形、焊缝宽度、焊缝高度、焊缝凹陷、焊缝错边、焊缝磨痕等方面的检查。
二、检查表的内容和要求焊接工程外观质量观感检查表通常包括以下内容和要求:1.焊接接头形状:检查焊接接头是否呈圆滑、对称的形状,无明显凹凸、翘曲、变形等缺陷。
2.表面粗糙度:检查焊接表面是否平整、光滑,无明显砂粒、气孔、焊瘤等缺陷。
3.焊缝成形:检查焊缝是否整齐、均匀,无明显宽窄不一、高低不平的现象。
4.焊缝宽度:检查焊缝宽度是否符合设计要求,无明显宽窄不一的现象。
5.焊缝高度:检查焊缝高度是否符合设计要求,无明显高低不一的现象。
6.焊缝凹陷:检查焊缝凹陷是否符合设计要求,无明显凹陷、塌陷的现象。
7.焊缝错边:检查焊缝错边是否符合设计要求,无明显错边、歪斜的现象。
8.焊缝磨痕:检查焊缝磨痕是否平整、光滑,无明显砂粒、气孔等缺陷。
三、焊接工程外观质量观感检查表的填写方法在填写焊接工程外观质量观感检查表时,应按照以下步骤进行:1.首先,根据焊接工程的具体情况,确定检查表的填写内容和要求。
2.其次,按照检查表的要求,对焊接接头的外观质量进行观感检查,记录检查结果。
3.最后,根据检查结果,填写检查表,并签署检查结论。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表时,应注意以下事项:1.检查表的填写应由具备相关资质的人员进行。
2.检查表的填写应按照实际情况进行,不得随意捏造数据。
3.检查表的填写应完整、清晰,便于查阅和理解。
4.对于检查中发现的问题,应及时进行整改,并重新进行检查。
. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接工程外观质量观感检查表【原创版】目录1.焊接工程外观质量观感检查表的作用和重要性2.检查表的内容和填写要求3.如何正确填写焊接工程外观质量观感检查表4.注意事项和常见问题正文焊接工程外观质量观感检查表是保证钢结构焊接质量的重要手段,用于对钢结构焊接外观质量进行全面检查和评估。
正确的填写焊接工程外观质量观感检查表,对于确保工程质量、提高工程效率具有重要作用。
一、焊接工程外观质量观感检查表的作用和重要性焊接工程外观质量观感检查表主要用于检查钢结构焊接的外观质量,包括焊缝成形、表面缺陷、焊渣清理等方面。
通过检查表的填写,可以及时发现和改正焊接质量问题,确保钢结构焊接质量达到相关标准和要求。
二、检查表的内容和填写要求焊接工程外观质量观感检查表通常包括以下内容:1.工程名称、验收编号、检查日期等基本信息;2.焊接方法、焊接材料、焊接电流等焊接参数;3.焊缝名称、焊缝长度、焊缝数量等焊缝信息;4.焊缝成形、表面缺陷、焊渣清理等方面的检查内容和要求;5.检查结果和检查人员签名等。
在填写焊接工程外观质量观感检查表时,应按照以下要求进行:1.准确填写基本信息,确保信息完整、无误;2.详细记录焊接参数,以便后续质量追溯;3.按照焊缝信息填写焊缝成形、表面缺陷、焊渣清理等方面的检查结果;4.对检查结果进行客观评价,如实反映焊接质量;5.检查人员应签名,对检查结果负责。
三、如何正确填写焊接工程外观质量观感检查表在填写焊接工程外观质量观感检查表时,应注意以下几点:1.仔细阅读验收规范和检查标准,了解焊缝成形、表面缺陷、焊渣清理等方面的要求;2.逐项检查焊缝,记录检查结果,对不符合要求的地方进行整改;3.在检查表中详细记录检查结果,确保数据准确、完整;4.对检查结果进行汇总,评估焊接质量是否达到验收标准;5.如遇疑难问题,应请教专业人员,确保问题得到及时、正确解决。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表过程中,应注意以下几点:1.保持检查表的整洁、无损,避免污渍、破损等情况;2.确保检查表的填写内容准确、完整,避免错填、漏填等情况;3.对检查结果进行客观评价,避免人为干扰;4.及时整理检查表,确保数据不丢失、不混乱。
焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的作用2.焊接工程外观质量观感检查表的内容二、焊接工程外观质量观感检查的具体内容1.焊缝的尺寸和形状2.焊缝的表面质量3.焊接接头的几何形状和尺寸4.焊接变形和残余应力三、焊接工程外观质量观感检查表的应用1.焊接工程质量控制2.焊接工艺优化3.焊接质量问题分析与处理四、焊接工程外观质量观感检查表的注意事项1.检查表的使用者需具备相关知识和技能2.检查表的制定需符合相关标准和规范3.检查表的更新和维护正文:焊接工程外观质量观感检查表是评价焊接工程质量的重要工具,通过对焊缝外观质量的检查,可以有效评估焊接工程的质量水平。
焊接工程外观质量观感检查表的内容主要包括焊缝的尺寸和形状、焊缝的表面质量、焊接接头的几何形状和尺寸、焊接变形和残余应力等方面。
焊缝的尺寸和形状是焊接工程外观质量观感检查的重点,包括焊缝的宽度、高度、长度等尺寸,以及焊缝的形状是否符合要求。
焊缝的表面质量直接影响焊接接头的强度和耐腐蚀性能,因此检查焊缝的表面是否光滑、无裂纹、气孔等缺陷至关重要。
焊接接头的几何形状和尺寸也是焊接工程外观质量观感检查的重要内容。
焊接接头的几何形状和尺寸应符合设计要求,以保证焊接接头的强度和稳定性。
焊接变形和残余应力会影响焊接接头的使用性能,因此需要对焊接变形和残余应力进行检查。
焊接工程外观质量观感检查表在焊接工程质量控制、焊接工艺优化和焊接质量问题分析与处理等方面具有广泛的应用。
使用检查表可以有效地评估焊接工程的质量,为焊接工艺的优化提供依据,以及及时发现和处理焊接质量问题。
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
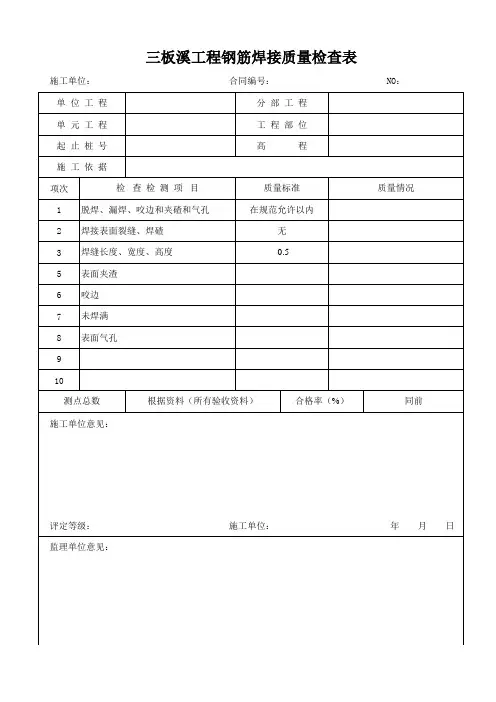
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
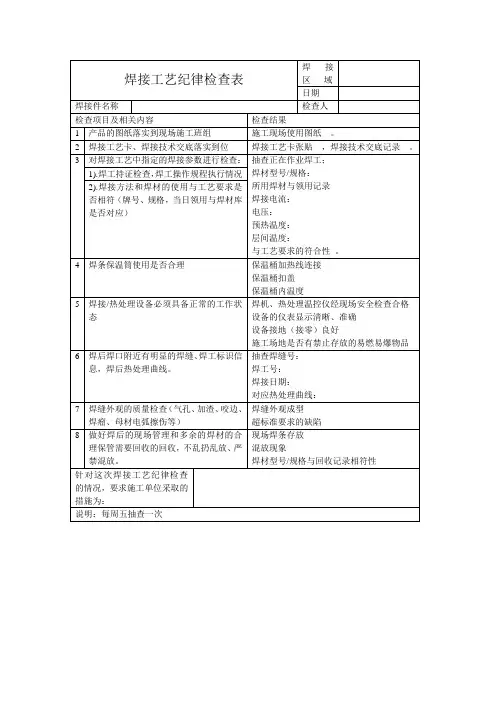
焊接作业安全检查表
检查内容
1. 环境检查
- 检查焊接场所通风情况是否良好,有无易燃易爆物品
- 检查焊接区域地面是否平整,有无积水、油污等危险物品- 检查劳动保护用品是否齐全,如防护眼镜、手套、防护鞋等
2. 焊接设备检查
- 检查瓦斯管、氧气瓶、焊机、割切机是否正常使用
- 检查电线电缆及插头是否破损老化
- 检查保温材料及其他辅助材料是否易燃易爆
3. 焊接操作检查
- 检查焊工是否具有操作焊接设备所需的证书
- 检查措施是否得当,如是否有可燃材料遮蔽瓦斯管
- 检查是否存在未焊透、虚焊、错焊等质量问题
检查原则
1. 安全第一,保护人身安全和设备财产安全
2. 严格按照检查内容检查,不遗漏任何一项
3. 检查时要提前了解焊接工艺和注意事项
4. 对检查发现的问题进行及时处理
总结
焊接作业需要注意安全,要进行严格的检查和操作,保障人身安全和设备财产安全。
以上的检查内容和原则可以作为参考,希望能够帮助大家开展安全的焊接作业,减少事故的发生。
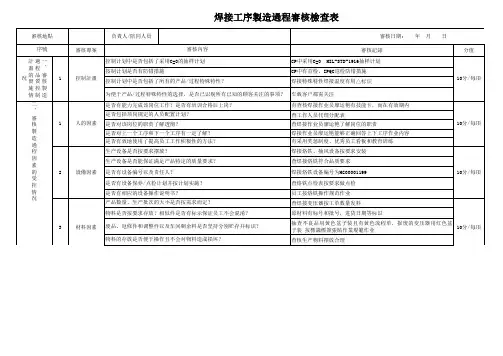
审核人员:审核日期:No.标准审核人员审核频次检查结果1员工必须按PPE 的要求穿戴劳防用品,班长每天必须对员工进行检查,未穿戴劳防用品者不允许进入生产区域。
班长、组长每班次/每工作日2操作工上岗前必须先经过上岗考试,考试通过后方能上岗,上岗后必须严格按照作业指导书规定进行操作。
班长、组长每班次/每工作日3操作工每天做好设备点检,检查工作区域水管和气管有无渗漏,如有问题及时填写报修单,并上报班长,班长跟踪状态。
班长、组长每班次/每工作日4产品质量各项检查的长短期措施必须落实,跟踪其有效性,并做记录。
班长、组长每班次/每工作日5操作工工作前检查设备的水、电、气及安全门钥匙和系统急停按钮是否完好,车间内禁止吸烟.生产区域发现有安全隐患需立即排除(或上报)。
班长、组长每班次/每工作日6由班长负责保管和发放工具、劳防用品,使用完的电极每天班产结束后负责清点数量并回收,有效节约成本。
组长每工作日1熟练掌握生产岗位的《焊接质量检验记录表》的要求,并按《焊接质量检验记录表》要求对产品进行自检。
班长、组长每班次/每工作日2操作工是否按要求填写设备、质量、防错、电极修磨点检表,由班长负责检查。
班长、组长每班次/每工作日3参数调试人员是否按照作业指导书要求进行参数设定并记录,班长每天检查相关工位的工艺参数,作业指导书工艺参数与现场参数是否一致。
班长、组长每班次/每工作日4在工位对应的摆放台上,必须看到首检、巡检、自检、破检。
班长、组长每班次/每工作日5手工点焊工位按《点焊电极的修磨与更换作业指导书》要求修磨电极和更换电极,根据自制卡板来检验电极端面。
并在《手工点焊电极修磨及更换记录表》上做相应记录。
班长、组长每班次/每工作日6操作工按《凸焊电极的修磨与更换作业指导书》要求参照计数器凸焊件数修磨和更换电极。
并在《凸焊电极修磨及更换记录表》上做相应记录。
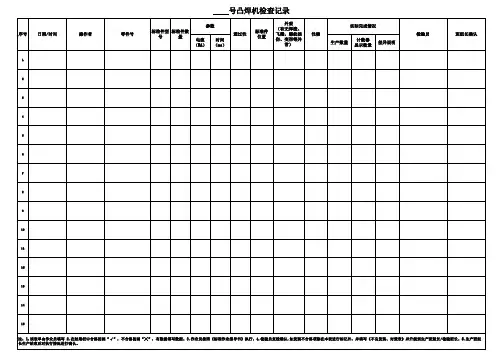
焊接过程中自检电极表面、绝缘套及定位销是否磨损过多或飞溅粘连班长、组长每班次/每工作日7对每一箱成品进行目检,确认一箱一卡,对每箱的零件流转卡的内容进行确认。
订单号数量
(产品代
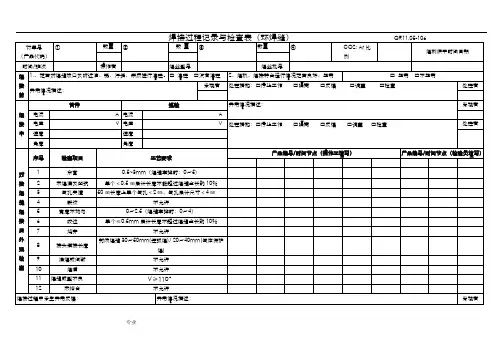
码)焊接过程记录与检查表(环焊缝)
数量
QR11.05-106
C02: Ar比例焊剂烘干时间日期
焊接前1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
口清理□没有清理2、焊机、焊接转台运行情况是否良好、正常□正常□不正常
异常情况描述:
发现者处理措施:□停止工作□隔离□反馈□调整□检查处理者
焊接中
首件巡检异常情况描述:发现者电流A电流A
电压V电压V处理措施:□停止工作□隔离□反馈□调整□检查处理者速度速度
角度角度
对接焊缝焊接后外观检查序号检查项目工艺要求
产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高0.5〜3m m (焊缝车掉时:0〜5)
2未焊满及凹坑单个V 0.5 mm累计长度不能超过焊缝全长的10%
3气孔夹渣50 mm长度上单个气孔V 2 mm,气孔累计尺寸V 4 mm
4裂纹不允许
5宽度不均匀0〜2.5 (焊缝车掉时:0〜4)
6咬边单个w 0.5mm累计长度不超过焊缝全长的10%
7烧穿不允许
8接头搭接长度封闭焊缝30〜50mm埋弧焊” 20〜40mm气体保护焊)
9漏焊或间断不允许
10焊瘤不允许
11焊缝成型不良V> 110 °
12未熔合不允许
操作者焊丝型号焊丝批号
时间/班次
焊接过程中发生异常反馈: 异常情况描述:
1 •:八报告
S上
•报吿
指示港示
-3 L
.1
解决方益:•••.fl
发现者
问题处理措施:□停止工作□隔离□反馈□调整□检查处理者
说明:1—记录频率:每隔2小时/次。
2 —检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
订单号数量
(产品代
码)焊接过程记录与检查表(角焊缝)
数量
QR11.05-107
C02: Ar比例焊剂烘干时间日期
焊接前1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
口清理□没有清理2、焊机、焊接转台运行情况是否良好、正常口正常□不正常
异常情况描述:
发现者处理措施:□停止工作□隔离□反馈□调整□检查处理者
焊接中
首件巡检异常情况描述:发现者电流A电流A
电压V电压V处理措施:□停止工作□隔离□反馈□调整□检查处理者速度速度
角度角度
对接焊缝焊接后外观检查序号检查项目工艺要求
产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1焊角尺寸K1按照作业指导书要求
2焊角尺寸K2按照作业指导书要求
3焊缝焊透深度a=0.7K1或a=0.7K2,按照作业指导书要求
4裂纹不允许
5宽度不均匀0〜2.5 (焊缝车掉时:0〜4)
6咬边单个w 0.5mm累计长度不超过焊缝全长的10%
7气孔夹渣50 mm长度上单个气孔v 2 mm,气孔累计尺寸v 4 mm
8接头搭接长度封闭焊缝30〜50mm埋弧焊” 20〜40mm气体保护焊)
9漏焊或间断不允许
10焊瘤不允许
11焊缝成型不良V> 110 °
12未熔合不允许
操作者焊丝型号焊丝批号焊丝直径
时间/班次
焊接过程中发生异常反馈: 异常情况描述:
1 •:八报告
S上
•报吿
指示港示
-3 L
.1
解决方益:•••.fl
发现者
问题处理措施:□停止工作□隔离□反馈□调整□检查处理者
QR11.05-108
订单号(产品代码)①数量②数量③数量
焊条型号
时间/班次操作者焊丝型号焊条烘干时间日期焊剂烘干时间日期说明:1 记录频率:每隔2小时/次。
2 检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查.
焊接过程中发生异常反馈: 异常情况描述: 发现者
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
订单号 (产品代码)
数量 焊接过程记录与检查表(闪光 对接焊)
数量 数量
QR11.05-109
1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
口清理 □没有清理
2、焊机、焊接转台运行情况是否良好、正常
□正常 □不正常
异常情况描述: 发现者
处理措施:□停止工作
□隔离
□反馈
□调整
□检查
处理者
首件
巡检
异常情况描述: 发现者
频率1 HZ 频率1 HZ
频率2 HZ 频率2 HZ 处理措施:□停止工作
□隔离 □反馈 □调整 □检查
处理者
电压档位
电压档位
钳口距离
钳口距离
序号 检查项目
工艺要求
产品编号/时间节点(操作工填写)
产品编号/时间节点(检验员填写)
1 余高 0〜0.15mm
2 未焊满及凹坑
不允许
3 气孔夹渣 不允许
4 裂纹 不允许
5 宽度不均匀
0〜3
6 咬边 不允许
7 烧穿
不允许
8
筒体两端面长度
0 〜0.5mm
9 漏焊或间断
不允许
10
焊瘤 不允许
11 未熔合 不允许
12 未焊透 不允许
前 焊 中 焊
缝 检
焊接过程中发生异常反馈: 异常情况描述:
外 观
后 焊 接
焊 接 接 接 查
1 •:八
报告 •报吿
指示 港示 -3 L
.1
解决方益
:•
••.fl
发现者
问题处理措施:□停止工作 □隔离 □反馈 □调整 □检查 处理者
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行并将不符合内容记录在QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
订单号 (产品代码)
数量 焊接过程记录与检查表(电阻对接焊)
数量 数量
QR11.05-110
数量
1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
口清理 □没有清理
2、焊机、焊接转台运行情况是否良好、正常
□正常 □不正常
异常情况描述: 发现者
处理措施:□停止工作
□隔离
□反馈
□调整
□检查
处理者
首件
巡检
异常情况描述: 发现者
焊接电流 A 焊接电流 A
焊接电压 V 焊接电压 V 处理措施:□停止工作
□隔离 □反馈 □调整 □检查
处理者
焊接热量
焊接热量
通电时间
通电时间
序号
检查项目 工艺要求
产品编号/时间节点(操作工填写)
产品编号/时间节点(检验员填写)
1 余高 0〜0.15mm
2 未焊满及凹坑 不允许
3 气孔夹渣 不允许
4 裂纹 不允许
5 宽度不均匀
0〜3
6 咬边 不允许
7 烧穿
不允许
8
筒体两端面长度 0~ 0.5mm
9 漏焊或间断
不允许
10
焊瘤 不允许
11 未熔合 不允许
12 未焊透 不允许
前 焊 中 焊 缝 检
焊接过程中发生异常反馈: 异常情况描述:
外 观
后 焊 接
焊 接 接 接 查
报告 1 •:八
指示
报吿— 指示 发现者
问题处理措施:□停止工作 □隔离 □反馈 □调整 □检查 处理者
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行并将不符合内容记录在QR\QC看板。
3—检验员按<焊接作业指导书>进行首巡末检查
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。