线路板干膜Sludge对膜碎开路缺口的影响及改善
- 格式:pdf
- 大小:853.68 KB
- 文档页数:14
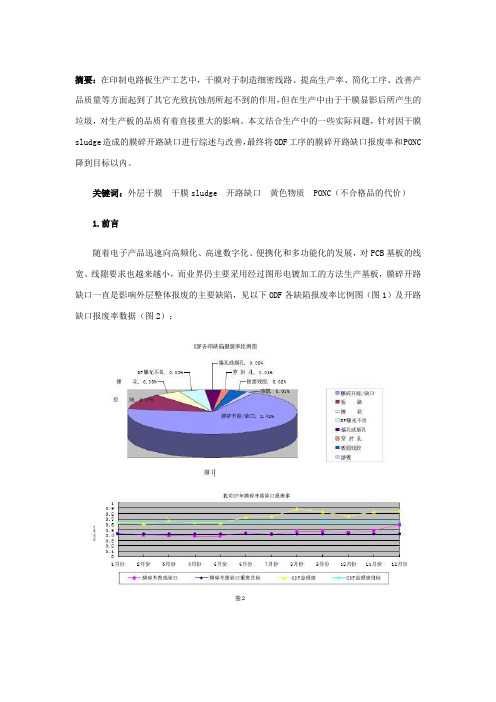
摘要:在印制电路板生产工艺中,干膜对于制造细密线路、提高生产率、简化工序、改善产品质量等方面起到了其它光致抗蚀剂所起不到的作用,但在生产中由于干膜显影后所产生的垃圾,对生产板的品质有着直接重大的影响。
本文结合生产中的一些实际问题,针对因干膜sludge造成的膜碎开路缺口进行综述与改善,最终将ODF工序的膜碎开路缺口报废率和PONC 降到目标以内。
关键词:外层干膜干膜sludge 开路缺口黄色物质PONC(不合格品的代价)1.前言随着电子产品迅速向高频化、高速数字化、便携化和多功能化的发展,对PCB基板的线宽、线隙要求也越来越小,而业界仍主要采用经过图形电镀加工的方法生产基板,膜碎开路缺口一直是影响外层整体报废的主要缺陷,见以下ODF各缺陷报废率比例图(图1)及开路缺口报废率数据(图2):从上述图表可以看出对于我司内部来讲,外层干膜工序的总报废主要受膜碎开路缺口报废率影响;对于我司外部客户来讲,干膜sludge造成的线路开路缺口有时会残留很薄的一层底铜但导通,电子测试是测不出来的,此不仅影响了基板的外观而且可能会影响最终产品的电气性能,因此存在客户投诉的风险。
本文围绕改善干膜sludge造成的开路缺口做了简单的分析,并列出了我司针对该项目的各种改善措施及监控方法。
希望与同行一起探讨起到抛砖引玉的效果。
2. 外层干膜膜碎开路缺口的成因2.1 理论分析:对于碱性蚀刻工艺,造成开路缺口问题的原因多种多样,以下是外层工序造成开路缺口的鱼骨图(如下图3所示):在以上影响因素中,通过生产跟进及理论分析,初步认为产生膜碎开路缺口影响较大的因素为显影参数、药水、干膜及相关物料、显影线保养不彻底等等(见上图蓝色字体所示),鉴于上述分析,着重干膜显影垃圾对开路缺口的影响,下面通过大量模拟试验进一步验证。
2.2 缺陷表观图片及切片分析通过大量的问题板表观分析以及从客户投诉板进行切片分析,可以确定外层干膜图电工艺所产生的膜碎开路缺口主要为板面膜碎导致图电阻镀,或干膜残胶造成缺口,客户在使用时线路断裂开路,直接影响电子产品的电气性能。
干膜使用时破孔/渗镀问题改善办法北京吉安亮电子技术有限公司随着电子产业的高速发展,PCB布线越来越精密,多数PCB厂家都采用干膜来完成图形转移,干膜的使用也越来越普及,但我在售后服务的过程中,仍遇到很多客户在使用干膜时产生很多误区,现总结出来,以便借鉴。
一,干膜掩孔出现破孔很多客户认为,出现破孔后,应当加大贴膜温度和压力,以增强其结合力,其实这种观点是不正确的,因为温度和压力过高后,抗蚀层的溶剂过度挥发,使干膜变脆变薄,显影时极易被冲破孔,我们始终要保持干膜的韧性,所以,出现破孔后,我们可以从以下几点做改善:1,降低贴膜温度及压力2,改善钻孔披锋3,提高曝光能量4,降低显影压力5,贴膜后停放时间不能太长,以免导致拐角部位半流体状的药膜在压力的作用下扩散变薄6,贴膜过程中干膜不要张得太紧二,干膜电镀时出现渗镀之所以渗镀,说明干膜与覆铜箔板粘结不牢,使镀液深入,而造成“负相”部分镀层变厚,多数PCB厂家发生渗镀都是由以下几点造成:1,曝光能量偏高或偏低在紫外光照射下,吸收了光能量的光引发剂分解成游离基引发单体进行光聚合反应,形成不溶于稀碱的溶液的体型分子。
曝光不足时,由于聚合不彻底,在显影过程中,胶膜溶胀变软,导致线条不清晰甚至膜层脱落,造成膜与铜结合不良;若曝光过度,会造成显影困难,也会在电镀过程中产生起翘剥离,形成渗镀。
所以控制好曝光能量很重要。
2,贴膜温度偏高或偏低如贴膜温度过低,由于抗蚀膜得不到充分的软化和适当的流动,导致干膜与覆铜箔层压板表面结合力差;若温度过高由于抗蚀剂中的溶剂和其它挥发性物质的迅速挥发而产生气泡,而且干膜变脆,在电镀电击时形成起翘剥离,造成渗镀。
3,贴膜压力偏高或偏低贴膜压力过低时,可能会造成贴膜面不均匀或干膜与铜板间产生间隙而达不到结合力的要求;贴膜压力如果过高,抗蚀层的溶剂及可挥发成份过多挥发,致使干膜变脆,电镀电击后就会起翘剥离。

缺陷原因分析与预防措施—————————————————————————————刮花短路原因分析:A 贴膜后干膜损伤B 对位,曝光,显影,QC出板等人员板角碰撞擦花干膜措施:A 贴膜后搬板轻拿轻放杜绝干膜受到损伤B 各操作人员双手持板边轻拿轻放—————————————————————————————开路原因分析:A 菲林擦花B 显影后线路上粘有碎膜或异物.C 菲林拆痕透光措施:A 所有对位台、菲林检查台、利器物体按规定地方放置,接触菲林员轻拿轻放,药膜面朝上传递.,对位动作规范避免板角碰撞菲林。
B 对位所有切膜板,粘边要彻底,胶纸孔必须用红胶纸封好,保证电镀边3-10mm、显影过滤网每1小时清洁一次,异形掩孔干膜显影前调整压力。
C 接触菲林员不许留长甲、戴手表,撕胶纸动作要规范—————————————————————————————短路原因分析:A 对位台`及曝光机台有垃圾,黄菲林线路上有红点、垃圾B 贴膜后干膜擦花C 贴膜前后板面残胶、垃圾、铜粒、膜碎措施:A 每1小时清洗曝光机及对位台,每曝光一次用吸尘辘清洁曝光玻璃及抽气膜,每对一块用粘腊布清洁,复制菲林前清洁曝光机。
菲林检查员要用3倍镜进行检查OK后用菲林水清洗菲林。
B 显影前后人员需轻拿轻放避免擦花板面C 磨板、贴膜员应检查好每一块板缺口原因分析:A 菲林线路本身缺口,线路上粘有垃圾,余胶、菲林修理不良B 菲林擦花,还没有造成开路的.措施:A 工程部下发菲林100%进行检查OK后用菲林水进行清洁,有问题的菲林修理后先做一块首板确认OK后方可批量生产。
B 所有对位台、菲林检查台、利器物体按规定地方放置,接触菲林员轻拿轻放,药膜面朝上传递.,对位动作规范避免板角碰撞菲林。
残铜超标原因分析:A 板面凹坑、干膜与板面结合不紧、显影后分离、被镀上金属B 曝光机上及菲林透光处有垃圾,已曝光部位干膜区域露铜被镀上金属C 图形电镀之前干膜擦花被镀上金属,原非铜区域残留下铜皮措施:A 磨板前及贴膜前认真检查板面质量,重点检查凹坑及凸起铜粒及时处理打磨或标识。

1、显影后铜面上留残渣:原因分析处理方法1:显影不足*按资料确定显影的参数2:显影后曝于白光*有干膜的基板应在黄色照明下操作、目检及修补3:重氮底片上暗区之遮光不够*检查重氮片上暗区遮光密度,线路边缘之清晰度,一旦不足时则更换重氮底片4:板边已曝光之干膜崩落显影液中再附在板面上*在板面最外缘处加未曝光之边,使在显影时能洗掉而露铜且又可当成辅助阳极用5:显影后水洗不足*检查喷嘴有否被堵,并维持最低的水压12PSI*加强水冲洗6:显影液喷嘴被堵*要定时检查显影系统喷嘴情形7:图像上有修板液或污物*修板时戴纱手套,并注意不要使修板液污染线路图像8:压膜温度太高*检查压膜压辘温度,按资料调整9:显影液太旧*按资料确定更换太旧的显影液10:显影液缸及水缸被污染*定期保养显影液缸及水缸11:磨板磨辘号数不对,磨痕太深*磨板磨辘号数一般选用320~600号12:压膜至显影之间停放时间太长*不要超过24小时2、干膜起皱原因对策1:两热压辊轴向不平行,使干膜受压不均匀调整两个热压辊,使之轴向平行2:干膜太粘熟练操作,放板时多加小心3:贴膜温度太高调整贴膜温度至正常范围内4:贴膜前板太热板预热温度不宜太高3、盖孔效果不良原因对策1:通孔孔口周围有毛头,致使压膜不良*钻孔检查是否毛头太多,加强去毛头*镀铜液中固体粒子太多,加强过滤2:压膜温度较高,压膜压力太大*按资料确定压膜温度和压膜压力3:压膜时通孔中有水汽*压膜前板子要加强吹干赶走水汽4:干膜厚度不够*增加干膜厚度5:重氮底片上明区有缺点附着,如:缺口、毛头、污点、垃圾等等*检查及修补,太差时则更换重氮底片6:曝光台上有缺点附着,如:缺口、污点、垃圾等等*检查及加强清洁曝光台7:曝光能量偏低*按资料确定曝光能量8:显影过度*按资料确定的参数9:显影喷嘴压力太大*按资料确定显影的药水压力大小及水洗压力大小10:曝光前保护膜(Mylar)被撕起或曝光后保护膜(Mylar)被过早撕起*避免保护膜(Mylar)被撕起现象4、线路变幼或曝光区干膜显影时不易冲洗掉原因对策1:曝光过度*用21格曝光尺按资料正确曝光2:重氮底片上暗区之遮光不够*检查重氮底片上暗区遮光密度,线路边缘之清晰度,一旦不足时则更换重氮底片3:曝光前抽真空程度不够*检查曝光前抽真空度及碓定抽真空时间*换掉曝光上台不良的聚酯膜4:压膜之板面显影前曝露于白色光源*检查黄光室具有UV之白光情况5:压膜温度过高*按资料控制压膜温度6:显影不足,残膜冲洗不净*按资料确定显影点*更换太旧的显影液*加强水冲洗7:曝光时重氮底片药膜面与板上干膜面没有紧密结合*加强擦气及用导气条帮助抽真空或在重氮底片上明区位打出孔*检查重氮底片药膜面暗区及板上干膜面有无垃圾等杂物5、显影后干膜受损或发现干膜浮起或线路边缘不齐原因对策1:曝光不足*用21格曝光尺按资料正确曝光2:显影过度*按资料确定显影的参数3:曝光后放置时间不够*通常在撕开保护膜(Mylar)前至少放置要15分钟以上再显影4:显影药液温度太高*按资料设定正确显影温度5:压膜之前铜面处理不良*水膜测试大于15秒以上*保证磨痕宽度6:压膜温度不足,压膜压力不够*注意压膜速度及压膜温度、压膜压力7:显影喷嘴压力太大*按资料确定显影的药水压力大小及水洗压力大小6、线路镀锡铅时发现干膜边缘浮起而造成渗镀现象原因对策1:干膜性能不良,超过有效期使用*尽量在有效期内使用干膜2:压膜之前铜面处理不良*加强压膜前铜面处理控制*水膜测试大于15秒以上*保证磨痕宽度3:压膜参数条件不对*按资料确定压膜参数条件4:曝光不足*用21格曝光尺按资料正确曝光5:显影过度*按资料确定显影的参数6:电镀前处理药品及参数条件不对*按供应商资料确定参数条件7:电镀时电流密度过大*调整电镀层均匀性降低电流密度8:曝光前保护膜(Mylar)被撕起或曝光后保护膜(Mylar)被过早撕起*避免保护膜(Mylar)被撕起现象9:电镀液太陈旧或电镀液里有机杂质太多*对电镀液进行活性炭处理7、铜与铜之间附着力不良原因对策1:线路镀铜前处理及清洗不当*按供应商资料确定控制除油、微蚀、水洗2:压膜至显影之间停放时间太长*停放时间太长时,适当应加强微蚀处理使铜面撤底活化3:显影不足,暗区留有残渣*按资料确定显影的参数*更换太旧的显影液4:水冲洗不足*加强水冲洗8、板面电镀区发生跳镀(Skip Plating)或称漏镀现象原因对策1:在待镀区之裸铜面上留有干膜残渣或显影液中的干膜碎片又打回板面而重新附着*可能是棕片上有刮伤、缺口、应加修补*减少或避免干膜碎的产生2:在待镀区未曝光处显影不足,未撤底除尽残膜*按资料确定显影的参数*更换太旧的显影液3:电镀时板面受污染等问题*避免板面受污染,加强前处理工作4:电镀锡层较粗糙或剥膜工艺有问题*电镀锡不均匀,电流密度较大处较粗糙*电镀锡板放置于有污染环境处时间太长*剥膜药水浓度或温度太高或时间太长9、剥膜后发现铜面上尚留有残渣原因对策1:剥膜时间不足够*调整剥膜时间,但不宜过长2:电镀层厚度超过干膜厚度而发生夹膜现象*调整电镀层均匀性或用厚度较厚干膜(如2mil的干膜)3:电镀层厚,线路较幼剥膜较难*可以适当在剥膜药水中加定量3%丁基卡必醇4:剥膜液不良,剥膜液温度低,剥膜药液太旧*一般使用2~5%的苛性钾或钠的水溶液在50℃±2℃内操作,或更换新液5:已剥落的膜碎片又再附著上*加强冲洗的时间、压力及温度控制,加强过滤及溢流积渣,缩短剥膜及水洗间距及时间,要立即冲洗6:剥膜前已显影板曝露于白光中时间太长或显影后不当烘烤*板面各处被白光不均匀曝光延长剥膜时间*延长剥膜时间,取消烘烤10、电镀时干膜脱落原因对策1:前处理药水之温度太高或时间太长*按供应商资料确定参数条件2:曝光前保护膜(Mylar)被撕起或曝光后保护膜(Mylar)被过早撕起*避免保护膜(Mylar)被撕起现象3:显影后停置时间过长及放置环境不当*应放置有温度及湿度控制黄光环境中4:压膜之前铜面处理不良*水膜测试大于15秒以上*保证磨痕宽度5:电镀液太陈旧或电镀液里有机杂质太多*对电镀液进行活性炭处理11、线路镀金发现干膜边缘浮起而造成渗镀现象原因对策1:压膜之前铜面处理不良*加强压膜前铜面处理控制*水膜测试大于15秒以上*保证磨痕宽度2:压膜参数条件不对*按资料确定压膜参数条件3:曝光不足*用21格曝光尺按资料正确曝光4:显影过度*按资料确定显影的参数5:电镀前处理药品及参数条件不对*按供应商资料确定参数条件6:电镀时电流密度过大*调整电镀层均匀性降低电流密度7:电镀金缸药水参数条件不对*调整电镀金药水含金量,调整电镀层均匀性降低电流密度12蚀刻时干膜破坏及浮起原因对策1:压膜前铜面处理不良*加强压膜之前铜面处理控制*水膜测试大于15秒以上*保证磨痕宽度2:曝光不足,但不宜过足*用21格曝光尺按资料正确曝光3:蚀刻液PH太高,温度太高,喷嘴压力太大*做适当调整4:水洗喷嘴压力太大*降低喷嘴压力5:显影后停置时间过长及放置环境不当*应放置有温度及湿度控制的黄光环境中6:显影后停置白光区时间过长干膜变脆*避免放置于白光下1。
薄铜产品缺口开路改善张真华(深南电路股份有限公司,广东 深圳 518117)摘 要 薄铜产品面铜极差要求±1 μm,常规工艺达不到此要求。
本司采用的露孔镀工艺,面铜不需加厚,可保证优秀的铜厚极差,但该工艺通孔孔口会产生25 ̄30 μm的凸台,导致图形后凸台区域的线路批量缺口开路。
文章通过对比不同干膜,不同贴膜方向以及设计上进行优化等方式,解决了此类缺口开路报废。
关键词 面铜;露孔镀;缺口开路;凸台;干膜中图分类号:TN 41 文献标识码:A 文章编号:1009-0096(2020)06-0011-04 The defect of gap and opening improvement of thethin copper productsZhang ZhenhuaAbstract The PCB boards with thin Cu thickness require the tolerance of Cu thickness limit in ±1μm. Conventional process technology can’t meet the quality, but there is a new process technology with hole plating only and without plating board surface when rinsing in electroplating solutions which has greatly advantage in the fields. However, there are some disadvantages of the Lou hole plating technology, for example, the Cu thickness difference between the hole sides and the surface can reach to 25-30μm which may result in line open. In this paper, by comparing different dry films, different film lamination directions and design optimization, this kind of defect scrap rate is reduced.Key words Surface Copper; Hole Plating Only; Gap and Opening; Convex Platform; Dry Film1 背景薄铜产品面铜极差要求严格,面铜不能加厚,使用露孔镀工艺来满足孔铜要求,此工艺孔口会产生凸台,且因为材料原因,不能使用机械力进行铲平。
常见的干膜品质问题及解决方法常见的干膜品质问题及解决方法1..市面常见的干膜品牌杜邦干膜,旭化成干膜,日立干膜,长兴干膜,任知干膜,长春干膜,科隆干膜(1)干膜与覆铜箔板粘贴不牢原因解决方法问题1:干膜储存时间过久,抗蚀剂中溶剂挥发。
解决:在低于270C的环境中储存干膜,储存时间不宜超过有效期。
问题2:覆铜箔板清洁处理不良,有氧化层或油污等物或微观表面粗糙度不够解决:重新按要求处理板面并检查是否有均匀水膜形成(2)3)环境湿度太低保持环境湿度为50%PH左右4)贴膜温度过低或传送速度太快调整好贴膜温度和传送速度,连续贴膜最好把板子预热。
(2)干膜与基体铜表面之间出现气泡原因解决方法1)贴膜温度过高,抗蚀剂中的挥发万分急剧挥发,残留在聚酯膜和覆铜箔板之间,形成鼓泡。
调整贴膜温度至标准范围内。
2)热压辊表面不平,有凹坑或划伤。
注意保护热压辊表面的平整,清洁热压辊时不要用坚硬、锋利的工具去刮。
3)热压辊压力太小。
适当增加两压辊间的压力。
4)板面不平,有划痕或凹坑。
挑选板材并注意减少前面工序造成划痕、凹坑的可能。
或者采用温式贴膜。
(3)干膜起皱原因解决方法1)两个热压辊轴向不平行,使干膜受压不均匀。
调整两个热压辊,使之轴向平行。
2)干膜太粘熟练操作,放板时多加小心。
3)贴膜温度太高调整贴膜温度至正常范围内。
4)贴膜前板子太热。
板子预热温度不宜太高。
(4)有余胶原因解决方法1)干膜质量差,如分子量太高或涂覆干膜过程中偶然热聚合等。
更换干膜。
2)干膜暴露在白光下造成部分聚合。
在黄光下进行干膜操作。
3)曝光时间过长。
缩短曝光时间。
4)生产底版最大光密度不够,造成紫外光透过,部分聚合。
曝光前检查生产底版。
5)曝光时生产底版与基板接触不检查抽真空系统及曝光框架。
良造成虚光。
6)显影液温度太低,显影时间太短,喷淋压力不够或部分喷嘴堵塞。
调整显影液温度和显影时的传送速度,检查显影设备。
7)显影液中产生大量气泡,降低了喷淋压力。