通孔元件再流焊工艺及部分问题解决方案实例92页PPT
- 格式:ppt
- 大小:7.50 MB
- 文档页数:92
通孔回流焊接的工艺技术如图2,可实现在单一步骤中同时对通孔元件和表面贴装元件(SMC/SMD)进行回流焊。
相对传统工艺,在经济性、先进性上都有很大的优势。
所以,通孔回流工艺是电子组装中的一项革新,必然会得到广泛的应用。
二通孔回流焊接工艺与传统工艺相比具有以下优势:1、首先是减少了工序,省去了波峰焊这道工序,多种操作被简化成一种综合的工艺过程;2、需要的设备、材料和人员较少;3、可降低生产成本和缩短生产周期;4、可降低因波峰焊而造成的高缺陷率,达到回流焊的高直通率。
;5、可省去了一个或一个以上的热处理步骤,从而改善PCB可焊性和电子元件的可靠性,等等。
尽管用通孔回焊可得到良好的工艺效果,但还是存在一些工艺问题。
1、在通孔回焊过程中锡膏的用量比较大,由于助焊剂挥发物质的沉积会增加对机器的污染,因而回流炉具有有效的助焊剂管理系统是很重要的;2、对THT元件质量要求高,要求THT元件能经受再流焊炉的热冲击,例如线圈、连接器、屏蔽等。
有铅焊接时要求元件体耐温235℃,无铅要求260℃以上。
许多THT元件尤其是连接器无法承受回流焊温度;电位器、铝电解电容、国产的连接器、国产塑封器件等不适合回流焊工艺。
3、由于要同时兼顾到THT元件和SND元件,使工艺难度增加。
本文重点是确定对通孔回流工艺质量有明显影响的各种因素,然后将这些因素划分为材料、设计或与工艺相关的因素,揭示在实施通孔回流工艺之前必须清楚了解的关键问题。
1. 通孔回流焊焊点形态要求2. 获得理想焊点的锡膏体积计算3. 锡膏沉积方法4. 设计和材料问题5. 贴装问题6. 回流温度曲线的设定下面将逐项予以详细描述。
1、通孔回流焊焊点形态要求:首先,应该确定PIHR焊点的质量标准,建议参照业界普遍认同的焊点质量标准IPC-A-610D,根据分类(1、2或3类)定出目视检查的最低可接受条件。
企业可在此标准基础上,进行修改以适应其工艺水平。
通孔回流理想焊点模型是一个完全填充的电镀通孔(Plated Through Hole,PTH),在PCB的顶面和底面带有焊接圆角(如图3)。
开发通孔回流焊接工艺在过去三到四年期间,美国Alcatel公司(Richardson, TX)已经在作消除对尽可能多的混合技术PCB的波峰焊接需要的工作。
减少波峰焊接的计划已经提供了成本与周期时间的重要改善。
通孔回流焊接工艺的实施已经是该计划的一个必要部分。
该工艺涉及在通孔(through-hole)元件要插位置印刷锡膏。
这些元件然后在表面回流焊接炉之前安装,并与其它元件一起焊接。
适合该工艺的元件类型包括针栅阵列(PGA, pin grid array)、DIP(dual in-line package)和各种连接器。
初始结果能力分析(capability studies)Alcatel公司的工艺质量标准对所有通孔元件一直要求至少75%的通孔填充。
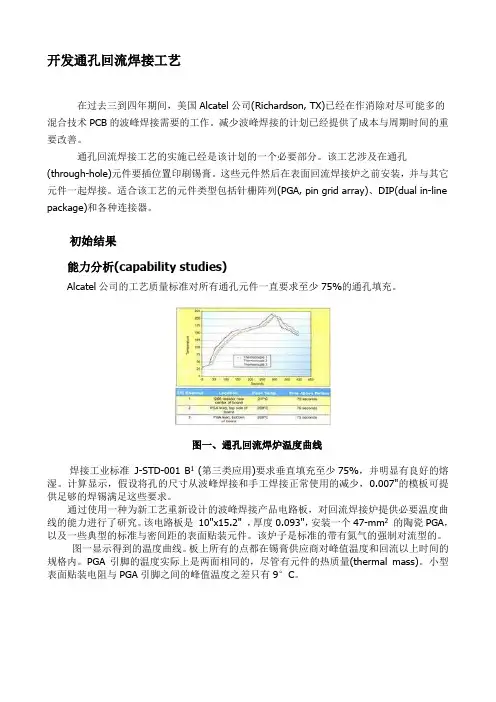
图一、通孔回流焊炉温度曲线焊接工业标准J-STD-001 B1 (第三类应用)要求垂直填充至少75%,并明显有良好的熔湿。
计算显示,假设将孔的尺寸从波峰焊接和手工焊接正常使用的减少,0.007"的模板可提供足够的焊锡满足这些要求。
通过使用一种为新工艺重新设计的波峰焊接产品电路板,对回流焊接炉提供必要温度曲线的能力进行了研究。
该电路板是10"x15.2" ,厚度0.093",安装一个47-mm2的陶瓷PGA,以及一些典型的标准与密间距的表面贴装元件。
该炉子是标准的带有氮气的强制对流型的。
图一显示得到的温度曲线。
板上所有的点都在锡膏供应商对峰值温度和回流以上时间的规格内。
PGA引脚的温度实际上是两面相同的,尽管有元件的热质量(thermal mass)。
小型表面贴装电阻与PGA引脚之间的峰值温度之差只有9°C。
图二、塌落的锡膏沉积物初始实施当工艺在产品电路板实施时,遇到许多的问题。
由于焊锡对引脚的分布不均,有时要求焊接点的返工。
有些引脚特别少锡,而相邻的引脚又多锡。
其它的情况,大的锡“块”保留在引脚端上,因此由于孔内少锡而要求手工的补焊。
通孔再流焊接技术1 引言目前PCB组装中,表面贴装元件约占800/0,成本为60%,而穿孔元件约占20%,成本为40%。
这种混合板采用传统再流焊技术是不能进行焊接,需采用再流焊与波峰焊两道工序。
然而波峰焊接技术被应用于过孔插装元件(THD)印制板组件的焊接有许多不足之处:不适合高密度、细间距元件焊接;桥接、漏焊较多;需喷涂助焊剂;印制板受到较大热冲击易翘曲变形。
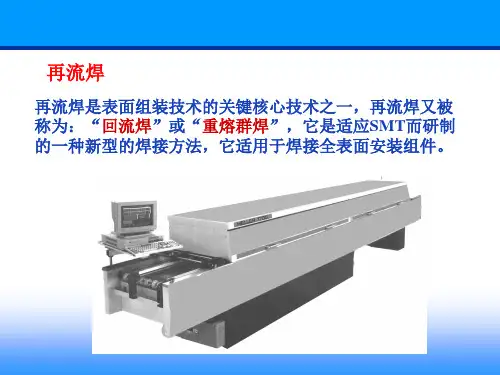
为了适应表面组装技术的发展,解决以上焊接难点,通孔再流焊接技术得到应用,可以实现一道工序完成焊接。
通孔再流焊接技术(THR,Through-hole Reflow),又称为穿孔再流焊PIHR(Pin-in-Hole Reflow)。
该技术原理是在印制板完成贴片后,使用一种安装有许多针管的特殊模板,调整模板位置使针管与插装元件的过孔焊盘对齐,使用刮刀将模板上的焊膏漏印到焊盘上,然后安装插装元件,最后插装元件与贴片元件同时通过再流焊完成焊接。
通孔再流焊在很多方面可以替代波峰焊来实现对插装元件的焊接,特别是在处理焊接面上分布有高密度贴片元件(或有线间距SMD)的插件焊点的焊接,这此采用传统的波峰焊接已无能为力,另外通孔再流焊能极大地提高焊接质量,这足以弥补其设备昂贵的不足。
通孔再流焊的出现,对于丰富焊接手段、提高线路板组装密度(可在焊接面分布高密度贴片元件)、提升焊接质量、降低工艺流程,都大有帮助。
2 通孔再流焊(THR&PIP)工艺过程一般元件都可以加工成为表面贴装元件,但是部分异型元件,如连接器、变压器和屏蔽罩等,为了满足机械强度和大电流需要,仍然需要加工成为接插元件,通孔式接插元件有较好的焊点机械强度。
接插元件应用于通孔再流焊工艺时应考虑2个问题:一为并不是所有接插元件都可以满足通孔再流焊工艺需求,即元件材料不会因再流高温而破坏,表1为可(不可)用于再流焊工艺的元件材料汇总;二是虽然通孔式接插元件可利用现有的SMT设备来组装,但在许多产品中不能提供足够的机械强度,而且在大面积PCB上,由于平整度的关系,很难使表面贴装式接插元件的所有引脚都与焊盘有一个牢固的接触,就需重新设计模板、再流焊温度曲线及引脚与开孔直径比例等。