焊条型号分类表
- 格式:pdf
- 大小:161.17 KB
- 文档页数:10
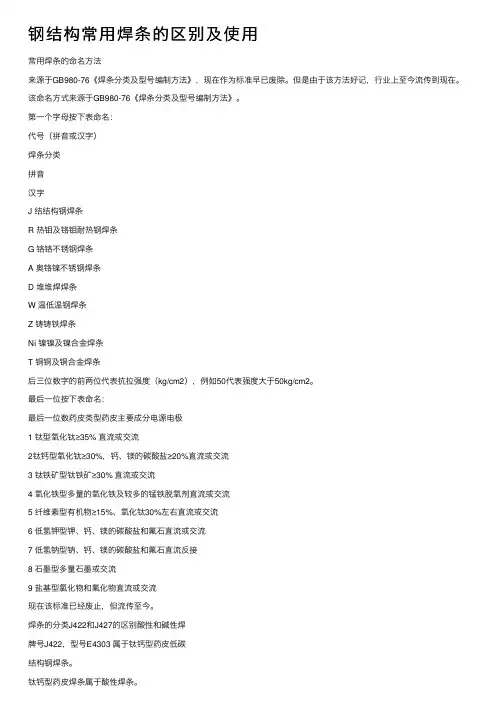
钢结构常⽤焊条的区别及使⽤常⽤焊条的命名⽅法来源于GB980-76《焊条分类及型号编制⽅法》,现在作为标准早已废除。
但是由于该⽅法好记,⾏业上⾄今流传到现在。
该命名⽅式来源于GB980-76《焊条分类及型号编制⽅法》。
第⼀个字母按下表命名:代号(拼⾳或汉字)焊条分类拼⾳汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合⾦焊条T 铜铜及铜合⾦焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度⼤于50kg/cm2。
最后⼀位按下表命名:最后⼀位数药⽪类型药⽪主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟⽯直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟⽯直流反接8 ⽯墨型多量⽯墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废⽌,但流传⾄今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药⽪低碳结构钢焊条。
钛钙型药⽪焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药⽪焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的⼯艺性能好,如电弧稳定,飞溅⼩,焊缝成形美观等。
⽽J427是碱性(低氢型)焊条,只能⽤直流电焊机,但它的焊缝综合⼒学性能好,即韧性要⽐酸性焊条好。
因此,⼀般联接⽤J422,⽽重要焊缝则应⽤J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,氧化钛钙型药⽪,交直流两⽤,主要⽤于焊接低碳钢和强度等级低合⾦钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,低氢钠型药⽪,直流反接,主要⽤于焊接重要的低碳钢和低合⾦钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药⽪成份不同。
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。

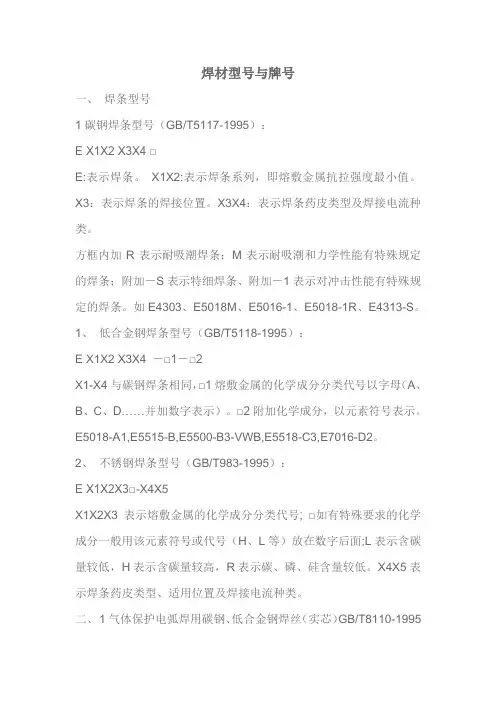
焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
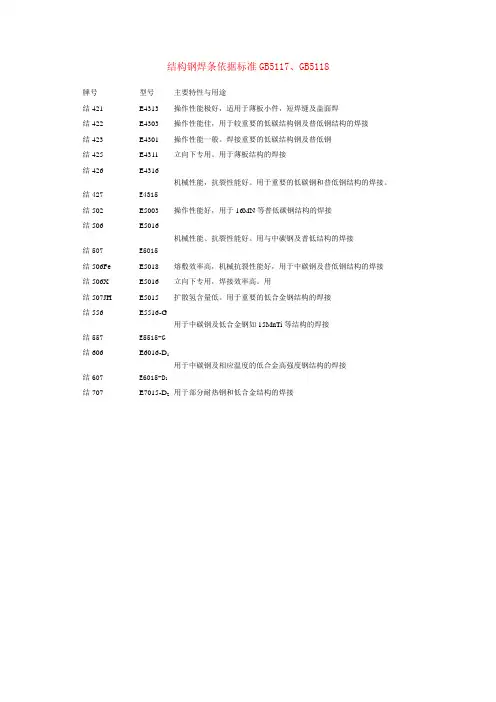
结构钢焊条依据标准GB5117、GB5118牌号型号主要特性与用途结421E4313操作性能极好,适用于薄板小件,短焊缝及盖面焊结422E4303操作性能佳,用于较重要的低碳结构钢及普低钢结构的焊接结423E4301操作性能一般。
焊接重要的低碳结构钢及普低钢结425E4311立向下专用。
用于薄板结构的焊接结426结427E4316E4315机械性能,抗裂性能好。
用于重要的低碳钢和普低钢结构的焊接。
结502E5003操作性能好,用于16MN等普低碳钢结构的焊接结506结507E5016E5015机械性能、抗裂性能好。
用与中碳钢及普低结构的焊接结506Fe E5018熔敷效率高,机械抗裂性能好,用于中碳钢及普低钢结构的焊接结506X E5016立向下专用,焊接效率高。
用结507JH E5015扩散氢含量低。
用于重要的低合金钢结构的焊接结556结557E5516-GE5515-G用于中碳钢及低合金钢如15MnTi等结构的焊接结606结607E6016-D1E6015-D1用于中碳钢及相应温度的低合金高强度钢结构的焊接结707E7015-D2用于部分耐热钢和低合金结构的焊接不锈钢焊条依据标准GB983牌号型号主要特性与用途铬202E1-13-16用于OCr13 1Cr13钢和耐磨耐蚀的表面堆焊铬302E0-17-16焊接Cr17等不锈钢奥002E00-19-10-16焊接超低碳Cr19NI11或OCr19Ni10等不锈钢结构奥102E0-19-10-16操作性能好,抗发红。
焊接工作温度低于300℃耐腐蚀的不锈钢结构奥107E0-19-10-15焊接工作温度低于300℃耐腐蚀的不锈钢结构奥112焊接一般的Cr18Ni9等不锈钢结构奥132E0-19-10Nb-16操作性能好,抗发红。
焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥137E0-19-10Nb-15焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥202奥207E0-18-12Mo2-16E0-18-12Mo2-15焊接在有酸介质工作中的OCr17Ni12Mo2等不锈钢结构奥212E0-18-12Mo2Nb-16焊接重要的OCr17Ni12Mo2设备如合成纤维等设备奥232奥237E0-18-12Mo2v-16E0-18-12Mo2v-15焊接耐热耐蚀的OCr19Ni19等不锈钢结构奥302E1-23-13-16操作性能好。
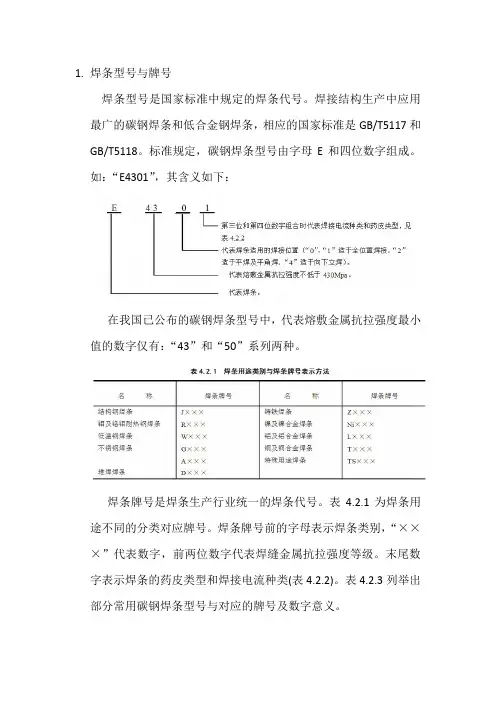
1.焊条型号与牌号
焊条型号是国家标准中规定的焊条代号。
焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。
标准规定,碳钢焊条型号由字母E和四位数字组成。
如:“E4301”,其含义如下:
在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。
焊条牌号是焊条生产行业统一的焊条代号。
表4.2.1为焊条用途不同的分类对应牌号。
焊条牌号前的字母表示焊条类别,“×××”代表数字,前两位数字代表焊缝金属抗拉强度等级。
末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2)。
表4.2.3列举出部分常用碳钢焊条型号与对应的牌号及数字意义。
表4.2.3 部分常用碳钢焊条型号与牌号对应表
焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。
但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。
如J427和J427Ni属于同一种焊条型号E4315。
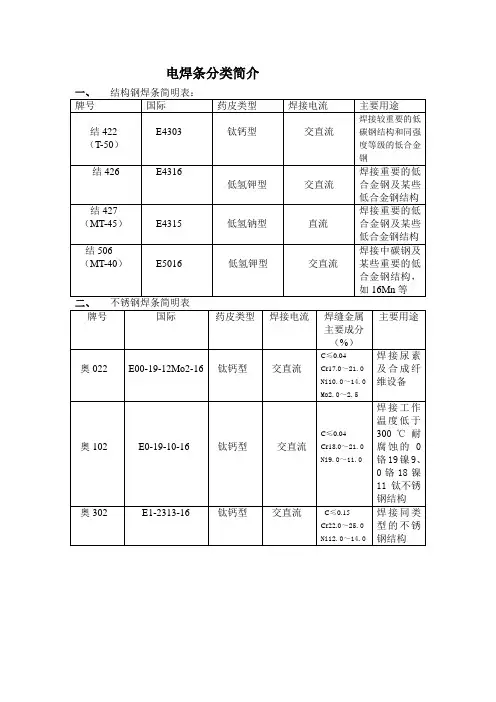
电焊条分类简介结422 符合GB E4303(出口牌号T-50)JIS D4303碳钢焊条说明:结422是氧化钛钙型药皮的碳钢焊条。
具有优良的焊接工艺性能,电弧稳定,旱道美观,飞溅少,交直流两用,可进行全位置焊接。
用途:用于焊接较重要的低碳钢结构和强度等级低的合金钢,如09锰2等。
X射线探伤要求:Ⅱ级。
结426 符合GB E4316碳钢焊条说明:结426是低氢钾型药皮的低碳钢焊条。
具有良好的机械性能和抗裂性能,交直流两用(交流焊时空载电压大于70伏)。
可进行全位置焊接,交流施焊时,在性能稳定方面稍次于直流焊接。
用途:适用于没有直流焊机场合,用于焊接重要的低碳钢和普低钢的结构。
如09锰2等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
1.焊前焊条须经350℃左右烘培1h,随烘随用。
2.焊前必须对焊件清除铁锈,油污、水分等杂质。
3.焊接时须用短弧操作以窄道为宜。
结427(出口牌号MT-45)符合GB E4315碳钢焊条说明:结427是低氢型药皮碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性抗裂性能。
用途:用来焊接重要的低碳钢和低合金钢,如09锰2等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
4.焊前焊条须经350℃左右烘培1h,随烘随用。
5.焊前必须对焊件清除铁锈,油污、水分等杂质。
6.焊接时须用短弧操作以窄道为宜。
结506 符合E5016 (出口牌号MT-40)相当AWS E7016JIS D5016 碳钢焊条说明:结506是低氢钾型药皮的碳钢焊条。
具有良好的机械性能和抗裂性能。
交直流两用。
可进行全位置焊接。
交流施焊时,在性能稳定性方面次于直流焊接。
用途:用途中碳钢和低合金钢的焊接,如16锰,09锰2硅等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
注意事项:1.焊前焊条须经350℃左右烘培1,随烘随用。
焊条的型号及用途焊条是一种常用的焊接材料,它由主要的焊接金属、焊剂和包覆材料组成。
不同的焊条型号和材料适用于不同的焊接工艺和焊接金属,下面是一些常见的焊条型号及其用途的介绍。
1.AWSE6010焊条AWSE6010焊条是一种碳钢焊条,适用于直流焊接,能够穿透轻质工件和薄板,特别适用于焊接薄板细管和高速钢构件。
2.AWSE6011焊条AWSE6011焊条也是一种碳钢焊条,适用于直流或交流焊接。
它具有优秀的焊接性能和穿透能力,适用于焊接低碳钢和薄板构件。
3.AWSE7018焊条AWSE7018焊条是一种常用的低氢焊条,适用于直流或交流焊接。
它具有优良的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道、船舶和桥梁构件。
4.AWSE6013焊条AWSE6013焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和美观的焊缝,适用于焊接低碳钢和薄板构件。
5.AWSE308L-16焊条AWSE308L-16焊条是一种不锈钢焊条,适用于直流或交流焊接。
它具有良好的耐腐蚀性和抗裂性能,适用于焊接不锈钢结构和设备。
6.AWSE7014焊条AWSE7014焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较高的焊接效率,适用于焊接低碳钢和中厚板构件。
7.AWSE6016焊条AWSE6016焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较低的氢含量,适用于焊接低碳钢和薄板构件。
8.AWSE6018焊条AWSE6018焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道和车辆构件。
这些仅仅是一些常见的焊条型号及其用途,实际上还有许多其他型号的焊条,根据不同的焊接需求和焊接材料,选择合适的焊条是十分重要的。
在使用焊条时,还需要按照相应的焊接规范和操作要求进行操作,以保证焊接质量和安全。
电焊条的分类及使用性能焊条的分类方法很多,一般根据焊条的用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等进行分类。
在实际工程中,有些焊条往往具有多种用途,焊条分类的主要目的是为了进行焊条的合理区分、规范焊条制造、有效地指导焊条使用、加强焊接工艺人员和焊工对焊条性能的认识和理解。
一、根据焊条的用途进行分类我国焊条技术标准体系是根据焊条的用途进行分类,其中常用的国家标准有GB/T5117-1995《碳钢焊条》、GB/T5118-1995《低合金例焊条》、GBT983-1995《不锈钢焊条》、GB984-1985《堆焊焊条》、GB1004-1988《铸铁焊条和焊丝〉、GB/T13814-1992《镍及镍合金焊条》、GB/T3670-1995《铜及铜合金焊条》、GB3669-1983《铝及铝合金焊条》等,一般焊条型号分为八类,焊条牌号分为十一类。
常用的焊条分类见表1。
二、根据焊条熔渣的酸碱性进行分类主要是根据焊条熔渣的碱度,即根据熔渣中碱性氧化物与酸性氧化物的比例,将焊条分为酸性焊条、碱性焊条。
1.酸性焊条酸性焊条药皮中含有大量的TiO2、Si02等酸性造渣剂及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度小于1。
酸性焊条焊接工艺性能良好,电弧稳定,可交直流两用,飞溅小,熔渣流动性好,脱渣性好,熔渣多呈玻璃状,较疏松,容易脱渣,焊缝成形美观。
酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而其焊缝金属塑性和韧性低于碱性焊条。
采用甘油法测定酸性焊条熔敷金属中的扩散氢含量为17~50ml/100g。
2.碱性焊条碱性焊条药皮中含有大量的碱性造渣剂(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。
碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合生成氟化氢(HF),可以降低焊缝中的含氢量,所以碱性焊条又常称为低氢型焊条。
焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表
以下为堆焊焊条(耐磨焊条)明细表
堆焊焊条使用说明:
执行GB984-2001标准
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
堆焊效果
指焊层硬度、耐磨及耐热等性能,其性能高低与下列因素有关:1.焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2.预热温度、缓冷条件决定堆焊层的质量。
3.某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。
中文名称:焊条英文名称:covered electrode定义:涂有药皮的供手弧焊用的熔化电极。
它由药皮和焊芯两部分组成。
所属学科:机械工程(一级学科) ;焊接与切割(二级学科) ;焊接材料(三级学科)本内容由全国科学技术名词审定委员会审定公布目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条3 按药皮主要成分分类4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
[编辑本段]焊条的组成焊条由焊芯及药皮两部分构成。
焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
焊条种类不同,焊芯也不同。
焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝国家标准GB1300一77)。
采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。
加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
在焊条前端药皮有45°左右的倒角,这是为了便于引弧。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准gb983-77国家标准gb983-85国家标准gb983-95烘干适用于焊接钢材a002e00-19-10-16e308l-16150℃×1h0cr19ni10;0cr19ni11ti;a022e00-18-12mo-16e316l-1600cr17ni14mo2a032e00-19-13mo2-cu2-16e317mo-cul-160cr18ni12mo2cu2a042e00-23-13mo2-16e309mol-1600cr23ni13mo2a062e00-23-13-16e309l-1600cr23ni13a101e0-19-10-16e308-161cr19ni9;cr19ni10;0cr19ni11a102e0-19-10-16e308-160cr19ni9;0cr19ni11tia107e0-19-10-15e308-15250℃×1h0cr19ni9a132e0-19-10nb-16e347-16150℃×1hcr19ni11tia137e0-19-10nb-15e347-15250℃×1h0cr19ni11tia201e0-18-12mo2-16e316-16250℃×1h(弛反反复复烘)0cr18ni12mo2a202e0-18-12mo2-16e316-16150℃×1h0cr18ni12mo2a207e0-18-12mo2-15e316-15250℃×1h0cr18ni12mo2;cr13;cr17a242e0-19-13mo3-16e317-16150℃×1hcr19ni13mo3a302e1-23-13-16e309-16cr23ni13a307e1-23-13-15e309-15250℃×1hcr23ni13a312e1-23-13mo2-16e309mo-16150℃×1hcr23ni13mo2a402e2-26-21-16e310-16cr25ni20a407e2-26-21-15e310-15250℃×1hcr25ni20a412e1-21-21mo2-16e310mo-16150℃×1hcr26ni21mo2a422cr25ni20si2说明:15、25―碱性,直流反接;16、17、26―钛钙型,交流或直流反接。