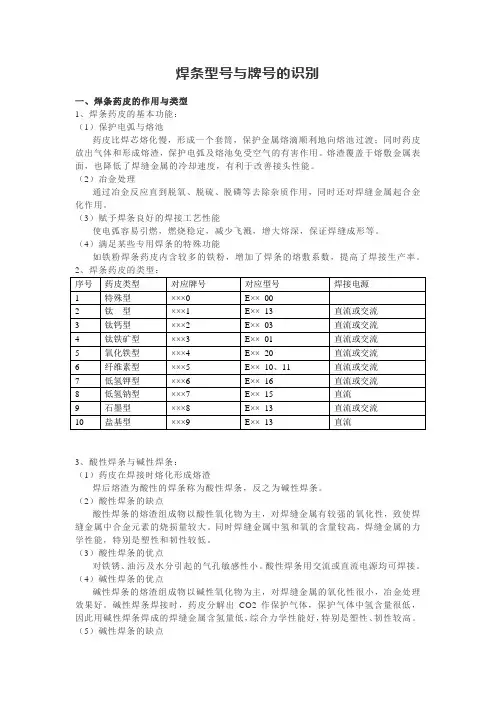
各类电焊条牌号分类编制方法
- 格式:doc
- 大小:78.50 KB
- 文档页数:6

电焊条的型号电焊条的型号(⼀)焊条型号是以焊条国家标准为依据,反映焊条主要特性的⼀种表⽰⽅法。
焊条型号包括以下含义:焊条类别、焊条特点(如焊芯⾦属类型、使⽤温度、熔敷⾦属化学组成或抗拉强度等)、药⽪类型及焊接电源。
不同类型焊条的型号表⽰⽅法也不同。
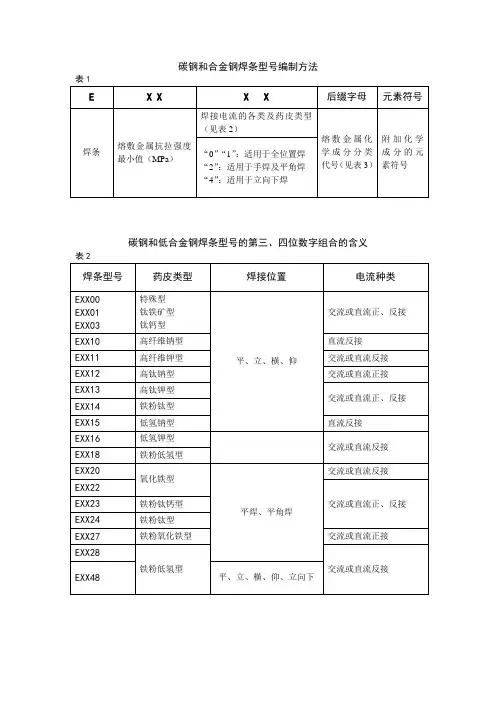
(1)碳钢焊条型号划分根据GB/T5117—95《碳钢焊条》标准规定,碳钢焊条型号根据熔敷⾦属的⼒学性能、药⽪类型、焊接位置和焊接电流种类进⾏划分。
碳钢焊条型号编制⽅法为:⾸字母“E”表⽰焊条;前两位数字表⽰熔敷⾦属抗拉强度的最⼩值,单位为kgf/mm2(1kgf/mm2=9.81MPa);第三位数字表⽰焊条的焊接位置,“O”及“1”表⽰焊条适⽤于全位置焊接(即可平、⽴、仰、横焊),“2”表⽰焊条适⽤于平焊及平⾓焊,“4”表⽰焊条适⽤于向下⽴焊;第三位和第四位数字组合时表⽰焊接电流种类及药⽪类型。
在第四位数字后附加字母表⽰有特殊规定的焊条,如“R”表⽰耐吸潮焊条;附加“-1”表⽰冲击性能有特殊规定的焊条。
碳钢焊条型号举例:碳钢焊条型号按熔敷⾦属抗拉强度、药⽪类型、焊接位置和焊接电源种类的划分见表1。
表1 碳钢焊条型号的划分焊条型号药⽪类型焊接位置电流种类E43系列-熔敷⾦属抗接强度≥420MPa(43kgf/mm 2)E4300 特殊型平、⽴、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 ⾼纤维素钠型直流反接E4311 ⾼纤维素钾型交流或直流反接E4312 ⾼钛钠型交流或直流正接E4313 ⾼钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320氧化铁型平交流或直流正、反接平⾓焊交流或直流正接E4322 平交流或直流正接E4323 铁粉钛钙型平、平⾓焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型平交流或直流正、反接平⾓焊交流或直流正接铁粉低氢型平、平⾓焊交流或直流反接2E5001 钛铁矿型平、⽴、仰、横交流或直流正、反接注:1. 平—平焊,⽴—⽴焊,仰—仰焊,横—横焊,平⾓焊—⽔平⾓焊,⽴向下—向下⽴焊。
各类电焊条牌号分类编制方法如下。
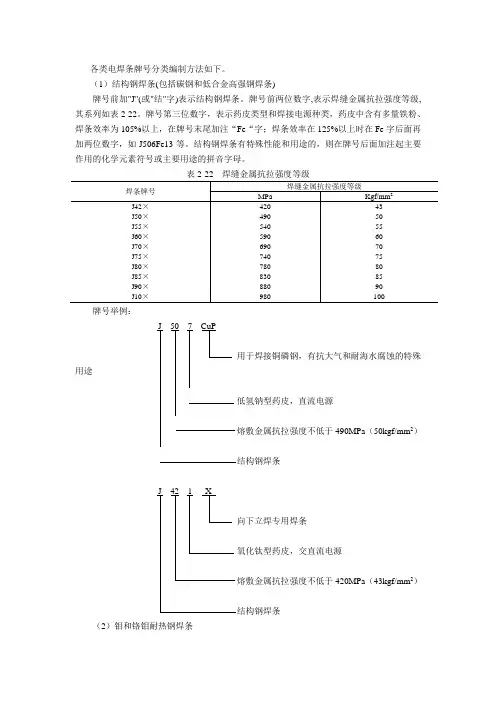
(1)结构钢焊条(包括碳钢和低合金高强钢焊条)牌号前加"J"(或"结"字)表示结构钢焊条。
牌号前两位数字,表示焊缝金属抗拉强度等级,其系列如表2-22。
牌号第三位数字,表示药皮类型和焊接电源种类,药皮中含有多量铁粉、焊条效率为105%以上,在牌号末尾加注“Fe“字;焊条效率在125%以上时在Fe字后面再加两位数字,如J506Fe13等。
结构钢焊条有特殊性能和用途的,则在牌号后面加注起主要作用的化学元素符号或主要用途的拼音字母。
牌号举例:J 50 7 CuP用于焊接铜磷钢,有抗大气和耐海水腐蚀的特殊用途低氢钠型药皮,直流电源熔敷金属抗拉强度不低于490MPa(50kgf/mm2)结构钢焊条J 42 1 X向下立焊专用焊条氧化钛型药皮,交直流电源熔敷金属抗拉强度不低于420MPa(43kgf/mm2)结构钢焊条(2)钼和铬钼耐热钢焊条牌号前加“R”(或“热”字),表示钼和铬钼耐热钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表2-23。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个牌号,按0、1、2、 (9)顺序编排,以区别铬钼之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:R 3 4 7低氢钠型药皮,直流电源牌号分类编号为4熔敷金属主要化学成分等级为铬含量约1%,钼含量约0.5%耐热钢焊条(3)低温钢焊条牌号前加“W”(或“温”字),表示低温钢焊条,牌号前两位数字,表示低温钢焊工作温度等级,参见表2-24。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:W 70 7低氢钠型药皮,直流电源工作温度等级为-70℃低温钢焊条(4)不锈钢焊条牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。
原创作品:焊接技术入门焊条的型号与牌号焊条电弧焊—焊条的型号与牌号按照焊条药皮熔化以后形成的熔渣氧化物比例可以分为碱性焊条与酸性焊条(K>1.5为碱性,K<1.5为酸性例如焊条牌号中J421J422 J423 J424 J425—属于酸性焊条,而J426 J427为碱性焊条,也成碱性低氢焊条。
焊条型号中的E4303是酸性焊条 E4315是碱性焊条。
4-1-2 按照焊条使用条件可以分为:结构钢焊条(J)不锈钢焊条(A G)耐热钢焊条(R)低温钢焊条(D)铸铁焊条(Z)焊条牌号的编制方法:焊条大类名称—焊条抗拉强度—焊条的药皮类型与电源种类J421—抗拉强度420兆帕药皮类型为钛型交直两用电源的结构钢焊条(酸性焊条、短渣—凝固快)J422---抗拉强度420兆帕药皮类型为钛钙型交直两用电源的结构钢焊条(酸性焊条、短渣)J423--抗拉强度420兆帕药皮类型为钛铁矿型交直两用电源的结构钢焊条(酸性焊条、较短渣)J424--抗拉强度420兆帕药皮类型为氧化铁型交直两用电源的结构钢焊条(酸性焊条、长渣)J425--抗拉强度420兆帕药皮类型为纤维素型交直两用电源的结构钢焊条(酸性焊条、较短渣J426-抗拉强度420兆帕药皮类型为低氢钾型交直两用电源的结构钢焊条(碱性焊条、短渣)J427-抗拉强度420兆帕药皮类型为低氢钠型直流电源的结构钢焊条(碱性焊条、短渣)W707--抗拉强度700兆帕药皮类型为低氢钠型直流电源的低温钢焊条(碱性焊条、短渣Z208-按照焊条药皮类型可以分为:1-钛型 2—钛钙型 3—钛铁矿型 4 氧化铁型 5 纤维素型 6低氢钾型 7 低氢钠型 8 石墨型 9 盐基型见焊条型号的含义与应用E4303—熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是钛钙型、交直两用焊接电源的焊条。
相当于焊条牌号的J422 。
应用于船舶一般强度等级的非重要结构焊接。
例如Q235-AF 10 20E4315--熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是低氢钠型、直流反接电源的焊条。
焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
3、酸性焊条与碱性焊条:(1)药皮在焊接时熔化形成熔渣焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。
(2)酸性焊条的缺点酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。
同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。
(3)酸性焊条的优点对铁锈、油污及水分引起的气孔敏感性小。
酸性焊条用交流或直流电源均可焊接。
(4)碱性焊条的优点碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。
碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。
(5)碱性焊条的缺点三、焊条牌号的表示方法1、通常用一个汉语拼音字母(或汉字)与三位数字表示。
如A302(奥302)、W607(温607)2、有的焊条牌号在三位数字后面加注后缀字母和/或数字。
如J507RH、A022Mo 、J422Fe16第一位字母:表示焊条种类;前两位数字:表示熔敷金属强度或合金类型;第三位数字:表示药皮类型及电流种类;数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
如:G——高韧性焊条;R——压力容器用焊条;Fe——高效铁粉焊条:X——向下立焊用焊条;H——超低氢焊条;RH——高韧性超低氢焊条;四、焊条型号的表示方法1、碳钢焊条:(1)根据GB/T5117《碳钢焊条》标准规定,碳钢焊条型号按熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
(2)碳钢焊条型号的编制方法:首位字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2;第三位数字表示焊条的焊接位置:“0”和“1”表示焊条适用于全位置焊接;“2”表示焊条适用于平焊及平角焊;“4”表示焊条适用于向下立焊。
第三位和第四位数字组合时表示焊接电流种类及药皮类型。
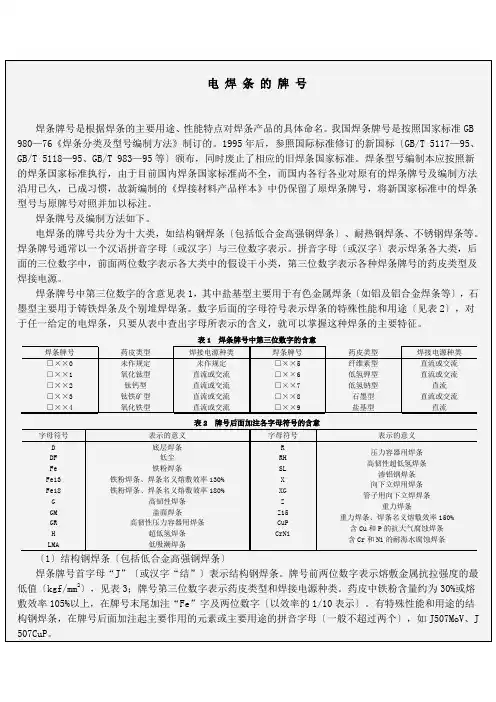
表3 结构钢焊条熔敷金属强度等级焊条牌号熔敷金属抗拉强度/MPa〔kgf·mm-2〕熔敷金属屈服强度/MPa〔kgf·mm-2〕焊条牌号熔敷金属抗拉强度/MPa〔kgf·mm-2〕熔敷金属屈服强度/MPa〔kgf·mm-2〕J42×J50×J55×J60×J70×≥412〔42〕≥490〔50〕≥540〔55〕≥590〔60〕≥690〔70〕≥430〔34〕≥410〔42〕≥440〔45〕≥530〔54〕≥590〔60〕J75×J80×J85×J10×≥740〔75〕≥780〔80〕≥780〔85〕≥980〔100〕≥640〔65〕—≥740〔75〕—例如J507〔结507〕焊条,“J”〔结〕表示结构钢焊条,牌号中前两位数字表示熔敷金属抗拉强度的最低值为50kgf/mm2〔500MPa〕,第三位数字“7”表示药皮类型为低氢钠型,直流反接电源。
按照国标GB /T 5117—95,它应符合E5015型焊条要求。
结构钢焊条牌号举例:〔2〕钼和铬钼耐热钢焊条焊条牌号首字母“R”〔或汉字“热”〕表示钼和铬钼耐热钢焊条。
牌号第一位数字表示熔敷金属主要化学成分组成〔见表4〕;牌号第二位数字表示熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个序号,按0,1,2,…,9顺序编排,以区别铬钼之外的其他成分;牌号第三位数字表示药皮类型和焊接电源种类〔见表1〕。
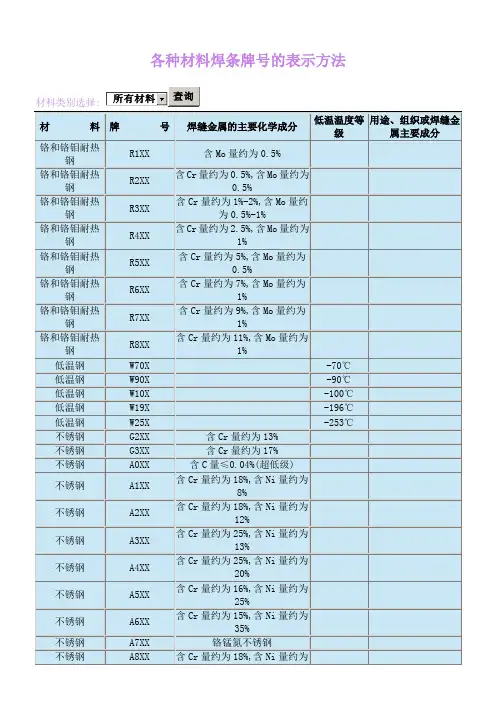
表4 耐热钢焊条熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级R1××R2××R3××R4××含Mo量约为0.5%含Cr量约为0.5%,含Mo量约为0.5%含Cr量约为1%~2%,含Mo量约为0.5%~1%含Cr量约为2.5%,含Mo量约为1%R5××R6××R7××R8××含Cr量约为5%,含Mo量约为0.5%含Cr量约为7%,含Mo量约为1%含Cr量约为9%,含Mo量约为1%含Cr量约为11%,含Mo量约为1%耐热钢焊条牌号举例:〔3〕低温钢焊条焊条牌号首字母“W”〔或汉字“温”〕表示低温钢焊条。

焊条2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。
熔渣以酸性氧化物为主的焊条称为酸性焊条。
熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。
在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。
因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。
但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。
酸性焊条和碱性焊条的特性对比见表2—3。
表2-3 酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的敏感性不大,使用前经100~150℃烘焙1h2.电弧稳定,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣呈玻璃状,脱渣较方便8.焊缝的常、低温冲击韧度一般9.焊缝的抗裂性较差lo.焊缝的含氢量较高,影响塑性11.焊接时烟尘较少碱性焊条1.对水、铁锈的敏感性较大,使用前经300~350℃烘焙l~2h2.须用直流反接施焊;药皮加稳弧剂后,可交、直流两用施焊3.同规格酸性焊条约小10%左右4.须短弧操作,否则易引起气孔5.合金元素过渡效果好6.熔深稍深,焊缝成形一般7.熔渣呈结晶状,脱渣不及酸性焊条8.焊缝的常、低温冲击韧度较高9.焊缝的抗裂性好10.焊缝的含氢量低11.焊接时烟尘稍多3)按焊条用途分类可分为:结构钢焊条、钼和铬钼耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜和铜合金焊条、铝和铝合金焊条和特殊用途焊条等10 大类。
4)按焊条性能分类按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,有超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高效焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
常用焊条型号的编制方法——常用焊条型号的编制方法在焊条上端药皮处印有焊条的型号,以便焊工选用时识别。
(1)非合金钢及细晶粒钢焊条国标《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)规定,非合金钢及细晶粒钢焊条型号由5 部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为字母"E"后面紧邻的2位数字,表示熔敷金属的最小抗拉强度代号(即其最小抗拉强度值的1/10),见表3—14。
5)第五部分为熔敷金属的化学成分代号之后的焊后状态代号,其中"无标记"为焊态,"P"表示热处理状态,"AP"表示焊态和焊后热处理2种状态均可。
6)除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号。
字母"U"表示在规定试验温度下,冲击吸收能量可达47J 以上。
扩散氢代号"HX",其中"X"代表 15、10 或5,分别表示每 100g 熔敷金属中扩散氢含量的最大值(mL)。
非合金钢及细晶粒钢焊条型号示例如图 3—16、图3—17 所示。
(2)热强钢焊条国标《热强钢焊条》(GB/T5118—2012)规定,热强钢焊条型号由4部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为字母"E"后面紧邻的2位数字,表示熔敷金属的最小抗拉强度代号(即其最小抗拉强度值的1/10),见表3—17。
(3)不锈钢焊条国标《不锈钢焊条》(GB/T 983—2012)规定,不锈钢焊条型号由 4部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为"E"后面的数字,表示熔敷金属化学成分分类(具体可见有关标准)。
数字后面的"L"表示碳含量低,"H"表示碳含量高。
焊条和焊剂的类型及牌号编制方法目前我国焊接材料生产厂家约有800余家,其中焊条生产企业在600家以上;CO2气体保护焊丝生产厂家100余家;钎料生产厂家300多家;埋弧焊剂生产企业30多家;具有生产药芯焊丝条件的企业21家。
共生产品种576个。
我国焊接材料总产量已跃居世界第一位,年生产能力近180万吨。
1995年生产焊接材料76万吨,其中电焊条60万吨(生产能力超过150万吨),占总数的80%。
CO气体保护焊丝7万吨(生产能力为15万吨左右),占总数的9.3396。
焊剂5万吨(生产能力10万吨),占总数的6.66%。
埋弧焊丝4万吨(生产能力10万吨),占总数的5.33%。
由上述数据可以看出我国的焊接自动化水平很低,比发达国家分别落后30到70个百分点。
另一个问题是及时调整产品结构,开发市场上急需的特种焊条,由于种种原因,国内生产焊材的企业尚不能完全供应这些焊条,施工单位只好购买昂贵的进口焊条,在增加工程成本的同时还要花费大量的外汇。
为此,焊接材料领域也在积极研究开发了许多相应的新品种.第一节焊条一.焊条的组成1. 焊芯—焊丝作用:导电、填充金属。
焊芯材料有选择性,用量最多的是H08、H08A,还有H08E。
H—汉语拼音字母表示焊条的“焊“,08—表示含碳量平均为0.08%,A—表示优质钢、含杂质量少S、P。
“E”,S、P杂质更少。
2. 药皮作用:①机械保护作用②冶金处理作用③工艺性能良好组成:①稳弧剂:改善引弧性能和提高电弧燃烧的稳定性,原材料为易电离或电离势低的物质。
如:K2CO3、CaCO3大理石、长石、钾水玻璃②造渣剂:造成具有一定物理性能、化学性能的熔渣,起到保护作用和改善焊缝成型。
如:钛铁矿、金红石、萤石、长石等。
③造气剂:造气保护。
有机物、碳酸盐、有机物如:木粉、淀粉、析出气体CO、H,碳酸盐析出气体CO2,高温时产生CO。
④脱氧剂:降低药皮中或熔渣的氧化性和脱除金属中的氧。
铁合金:锰铁、钛铁、硅铁、Re等。
焊条知识一、简述:焊条型号编制方法如下:字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。
二:焊条型号及各项参数:焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:---------------------------------------------------------------------------------------------看焊条牌号(如J422,J507)末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。
牌号末位数字表示具体含义:0:不规定药皮类型,不规定适用电流类型1:氧化钛型药皮,交直流两用2:氧化钛钙型药皮,交直流两用3:钛钙型药皮,交直流两用4:氧化铁型药皮,交直流两用5:高纤维素型药皮,交直流两用6:低氢钾型药皮,交直流两用7:低氢钠型药皮,交直流两用8:石墨型药皮,交直流两用9:盐基型药皮,直流专用焊条的酸碱性从本质上,是根据熔渣的碱度来的。
酸性焊条药皮中含有大量SiO2、TiO2等酸性氧化物及一定数量的碳酸盐,熔渣碱度小于1。
钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸性焊条。
碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量的脱氧剂和合金剂。
低氢型焊条都是碱性焊条。
按GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制。
型号的编制方法和含义是这样的:E X1X2 X3X4 ■E表示焊条,X1X2表示焊条系列,即熔敷金属抗拉强度的最小值,X3表示焊条的焊接位置,X3X4表示焊条药皮类型及焊接电流种类,■表示附加代号。
焊剂的类型及牌号编制方法一.焊剂的类型焊剂和焊丝都是埋弧焊,电渣焊时使用的焊接材料。
焊剂相当于焊条药皮,焊丝相当于焊条药芯。
埋弧焊、电渣焊多用于焊接钢,少数用于焊接有色金属。
钢用焊剂分类:1.按制造方法分类(1)熔炼焊剂:将原料按配方比例配成炉料,放在电炉或火焰炉中熔炼,这种焊剂叫熔炼焊剂。
(2)非熔炼焊剂:依烘熔温度不同分i.陶质焊剂:使原粉料按比例混拌后加水玻璃,制成湿料制成颗粒,一般为0.5~2mm 、在350~500℃烘干即成。
ii.烧结焊剂,把湿料压成块,在750~1000℃烧结后,破碎成一定尺寸的颗粒使用2.按焊剂化学成分分类(1).按氧化物性质分酸性焊剂、中性焊剂、碱性焊剂(2).按2O S i 含量分i 、高硅焊剂:焊剂含2O S i >30%ii 、中硅焊剂:焊剂含2O S i 10~30%iii 、低硅焊剂:焊剂含2O S i <10%(3).按O M n 含量分i 、高锰焊剂:含氧化锰O M n >30%ii 、中锰焊剂:含O M n 15—30%iii 、低锰焊剂:含O M n 2—5%iV 、无锰焊剂:不加O M n ,焊剂中O M n 是混入的杂质O M n <2%(4).按2F C a 含量分i 、高氟焊剂:含2F C a >30%ii 、中氟焊剂:含2F C a 10—30%iii 、低氟焊剂:含2F C a <10%3.按焊剂化学性质分氧化性焊剂:焊剂中含有大量的O F O M O S e n i ..2,对金属有较强的氧化作用。
弱氧化性焊剂:含O F O M O S e n i ..2较少,对金属有较弱的作用。
中性焊剂:焊剂不含O F O M O S e n i ..2,对金属没有氧化作用,主要由232..F C O C O Al a a 组成。
4.按焊剂颗粒结构分玻璃状焊剂:呈透明状颗粒结晶状焊剂:具有结晶体特点 致密、容积重量1.4-1.8g/3cm浮石状焊剂:泡沫状颗粒、疏松、容积重量0.6-1g/3cm二.焊剂牌号编制方法1.牌号前加“焊剂”两字表示埋弧焊及电渣焊用熔炼型、烧结型、陶质焊剂。
各类电焊条牌号分类编制方法如下。
(1)结构钢焊条(包括碳钢和低合金高强钢焊条)
牌号前加"J"(或"结"字)表示结构钢焊条。
牌号前两位数字,表示焊缝金属抗拉强度等级,其系列如表2-22。
牌号第三位数字,表示药皮类型和焊接电源种类,药皮中含有多量铁粉、焊条效率为105%以上,在牌号末尾加注“Fe“字;焊条效率在125%以上时在Fe字后面再加两位数字,如J506Fe13等。
结构钢焊条有特殊性能和用途的,则在牌号后面加注起主要作用的化学元素符号或主要用途的拼音字母。
牌号举例:
J 50 7 CuP
用于焊接铜磷钢,有抗大气和耐海水腐蚀的特殊用途
低氢钠型药皮,直流电源
熔敷金属抗拉强度不低于490MPa(50kgf/mm2)
结构钢焊条
J 42 1 X
向下立焊专用焊条
氧化钛型药皮,交直流电源
熔敷金属抗拉强度不低于420MPa(43kgf/mm2)
结构钢焊条
(2)钼和铬钼耐热钢焊条
牌号前加“R”(或“热”字),表示钼和铬钼耐热钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表2-23。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个牌号,按0、1、2、 (9)
顺序编排,以区别铬钼之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
R 3 4 7
低氢钠型药皮,直流电源
牌号分类编号为4
熔敷金属主要化学成分等级为铬含量约1%,钼含量约0.5%
耐热钢焊条
(3)低温钢焊条
牌号前加“W”(或“温”字),表示低温钢焊条,牌号前两位数字,表示低温钢焊工作温度等级,参见表2-24。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
W 70 7
低氢钠型药皮,直流电源
工作温度等级为-70℃
低温钢焊条
(4)不锈钢焊条
牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,参见表2-25。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号。
对同一组成等级焊条,可有10牌号,按0、1、2、……9顺序排列,以区别镍铬之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
G 2 0 2
钛钙型药皮,交直流两用
牌号分类编号为0
熔敷金属主要化学成分等级为含铬量约13%
A0 2 2
钛钙型药皮,交直流两用
牌号分类编号为2
熔敷金属主要化学成分等级为含碳量≤0.04%(超低碳)
奥氏体不锈钢焊条
(5)堆焊焊条
牌号前加“D”(或“堆”字),表示堆焊焊条。
牌号的前两位数字表示堆焊焊条的用途
或熔敷金属的主要成分类型等,见表2-26。
牌号第三位数字表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
D 25 6
低氢钠型药皮,交直流两用
常温高锰钢堆焊焊条
堆焊焊条
(6)铸铁焊条
牌号前加“Z”(或“铸”字),表示铸铁焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成类型。
第一位数字的含义列于表2-27。
牌号第二位数字,表示同一熔敷金属主要化学成分组成类型中的不同牌号,对同一成分组成类型焊条,可有十个牌号,按0、1、2、……、9顺序排列。
牌号第三位数字,表示药皮类型及焊接电源种类(见表2-21)。
牌号举例:
Z 3 0 8
石墨型药皮,交直流两用
牌号分类编号为0
熔敷金属主要化学组成类型为纯镍
铸铁焊条
(7)有色金属焊条
牌号前加“Ni“(或镍”字)、“T”(或“铜”字)、“L”(或“铝”字),分别表示镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条。
牌号第一位数字,表示熔敷金属化学成分组成类型,其含义列于表2-28。
牌号第二位数字,表示同一熔敷金属化学成分组成类型中的不同牌号,对于同一成分组成类型焊条,可有十个牌号,按0、1、2、……、9顺序排列。
牌号第三位数字表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
Ni 1 1 2
钛钙型药皮,交直流两用
牌号分类编号为1
熔敷金属主要化学组成类型为纯镍
镍及镍合金焊条
T 2 0 7
低氢钠型药皮,直流电源
熔敷金属主要化学组成类型为青铜
铜及铜合金焊条
L 1 0 9
盐基型药皮,直流电源
熔敷金属主要化学组成类型为纯铝
铝及铝合金焊条
(8)特殊用途焊条
牌号前加“TS”(或“特”字),表示特殊用途焊条。
牌号第一位数字,表示焊条的用途,其含义列于表2-29。
牌号第二位数字,表示同一用途中的不同牌号,对同一类型焊条,可有十个牌号,按0、1、2、…、9顺序排列。
牌号第三位数字,表示药皮类型及焊接电源种类(见表2-21)。
牌号举例:
TS 3 0 4
氧化铁型药皮,交直流两用
牌号分类编号为0
用途为水下切割用
特殊用途焊条。