焊条的分类及型号和牌号
- 格式:wps
- 大小:23.77 KB
- 文档页数:3
原创作品:焊接技术入门焊条的型号与牌号焊条电弧焊—焊条的型号与牌号按照焊条药皮熔化以后形成的熔渣氧化物比例可以分为碱性焊条与酸性焊条(K>1.5为碱性,K<1.5为酸性例如焊条牌号中J421J422 J423 J424 J425—属于酸性焊条,而J426 J427为碱性焊条,也成碱性低氢焊条。
焊条型号中的E4303是酸性焊条 E4315是碱性焊条。
4-1-2 按照焊条使用条件可以分为:结构钢焊条(J)不锈钢焊条(A G)耐热钢焊条(R)低温钢焊条(D)铸铁焊条(Z)焊条牌号的编制方法:焊条大类名称—焊条抗拉强度—焊条的药皮类型与电源种类J421—抗拉强度420兆帕药皮类型为钛型交直两用电源的结构钢焊条(酸性焊条、短渣—凝固快)J422---抗拉强度420兆帕药皮类型为钛钙型交直两用电源的结构钢焊条(酸性焊条、短渣)J423--抗拉强度420兆帕药皮类型为钛铁矿型交直两用电源的结构钢焊条(酸性焊条、较短渣)J424--抗拉强度420兆帕药皮类型为氧化铁型交直两用电源的结构钢焊条(酸性焊条、长渣)J425--抗拉强度420兆帕药皮类型为纤维素型交直两用电源的结构钢焊条(酸性焊条、较短渣J426-抗拉强度420兆帕药皮类型为低氢钾型交直两用电源的结构钢焊条(碱性焊条、短渣)J427-抗拉强度420兆帕药皮类型为低氢钠型直流电源的结构钢焊条(碱性焊条、短渣)W707--抗拉强度700兆帕药皮类型为低氢钠型直流电源的低温钢焊条(碱性焊条、短渣Z208-按照焊条药皮类型可以分为:1-钛型 2—钛钙型 3—钛铁矿型 4 氧化铁型 5 纤维素型 6低氢钾型 7 低氢钠型 8 石墨型 9 盐基型见焊条型号的含义与应用E4303—熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是钛钙型、交直两用焊接电源的焊条。
相当于焊条牌号的J422 。
应用于船舶一般强度等级的非重要结构焊接。
例如Q235-AF 10 20E4315--熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是低氢钠型、直流反接电源的焊条。
1.焊条型号与牌号
焊条型号是国家标准中规定的焊条代号。
焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准是GB/T5117和GB/T5118。
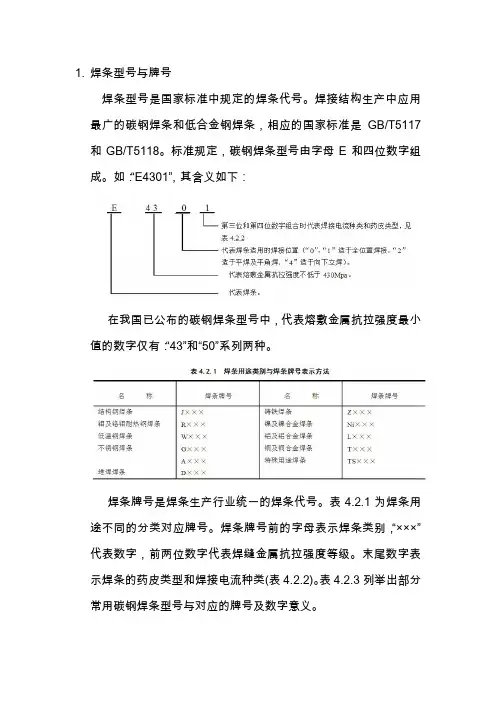
标准规定,碳钢焊条型号由字母E和四位数字组成。
如:“E4301”,其含义如下:
在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种。
焊条牌号是焊条生产行业统一的焊条代号。
表4.2.1为焊条用途不同的分类对应牌号。
焊条牌号前的字母表示焊条类别,“×××”
代表数字,前两位数字代表焊缝金属抗拉强度等级。
末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2)。
表4.2.3列举出部分常用碳钢焊条型号与对应的牌号及数字意义。
表4.2.3 部分常用碳钢焊条型号与牌号对应表
焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。
但同一种焊条型号可能有不同性能的几种焊条牌号与之对应。
如J427和J427Ni属于同一种焊条型号E4315。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
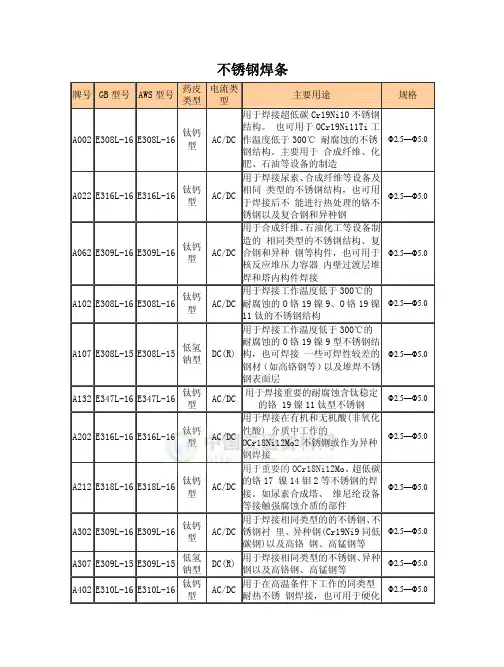
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。
★焊条的型号和牌号的区别:型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。
标有型号的焊条,其技术要求、性能指标、检验方法都应按国家标准的规定进行。
焊条国家标准不可能包括所有的焊条。
焊条牌号是焊条制造厂对作为产品出厂的每种焊条标的特定编号,用来区别不同焊条熔敷金属的力学性能、化学成分、药皮类型和焊接电流种类。
与焊条的型号相比,牌号中没有区别焊接位置的编号,但增加了特殊性能的符号(如超低氢、高韧性、打底焊……)。
【JB4708-2000中释义5.3.1.2:国内压力容器行业对焊条的牌号熟悉用过焊条的型号,大家都习惯说焊条的牌号】焊条分类对照(一)、焊条牌号的表示方法◆通常用一个汉语拼音字母(或汉字)与三位数字表示。
如A302(奥302)、W607(温607)◆有的焊条牌号在三位数字后面加注后缀字母和/或数字。
如J507RH、A022Mo 、J422Fe161) 第一位字母:表示焊条种类;2) 前两位数字:表示熔敷金属强度或合金类型;3)第三位数字:表示药皮类型及电流种类;结构钢焊条牌号中第三位数字的药皮类型和电源种类4)数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
■如:“Fe”,表示铁粉焊条(药皮中含有铁粉);“X”,表示立向下焊专用焊条;“G”,表示管道焊接专用焊条;“GM”,表示盖面专用焊条;“D”,表示封底焊专用焊条;“Z”,表示重力焊条;“GR”,表示高韧性焊条;“LMA”,表示耐潮焊条;“H”,表示超低氢焊条;“R”,表示韧性焊条;“DF”,表示低氟焊条;“RH”高韧性超低氢焊条。
常用结构钢焊条型号和牌号对照表(二)、铬钼耐热钢焊条牌号的编制方法。
这种铬钼耐热钢焊条牌号的编制方法如下:1)字母“R”表示钼和铬钼耐热钢焊条。
2)牌号第一位数字,从1至8,表示焊缝金属主要化学成分(质量%)等级,见下表。
铬钼耐热钢焊条牌号焊缝金属化学成分等级3)牌号第二位数字表示同一焊缝金属主要化学成分组成等级中的不同牌号,对同一药皮类型焊条,可有10个牌号0、1、2…、9顺序排列。
焊条知识一、简述:焊条型号编制方法如下:字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。
二:焊条型号及各项参数:焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:--------------------------------------------------------------------------------看焊条牌号(如J422,J507)末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。
牌号末位数字表示具体含义:0:不规定药皮类型,不规定适用电流类型1:氧化钛型药皮,交直流两用2:氧化钛钙型药皮,交直流两用3:钛钙型药皮,交直流两用4:氧化铁型药皮,交直流两用5:高纤维素型药皮,交直流两用6:低氢钾型药皮,交直流两用7:低氢钠型药皮,交直流两用8:石墨型药皮,交直流两用9:盐基型药皮,直流专用焊条的酸碱性从本质上,是根据熔渣的碱度来的。
酸性焊条药皮中含有大量SiO2、TiO2等酸性氧化物及一定数量的碳酸盐,熔渣碱度小于1。
钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸性焊条。
碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量的脱氧剂和合金剂。
低氢型焊条都是碱性焊条。
按GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制。
型号的编制方法和含义是这样的:E X1X2 X3X4 ■E表示焊条,X1X2表示焊条系列,即熔敷金属抗拉强度的最小值,X3表示焊条的焊接位置,X3X4表示焊条药皮类型及焊接电流种类,■表示附加代号。

焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
焊条2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。
熔渣以酸性氧化物为主的焊条称为酸性焊条。
熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。
在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。
因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。
但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。
酸性焊条和碱性焊条的特性对比见表2—3。
表2-3 酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的敏感性不大,使用前经100~150℃烘焙1h2.电弧稳定,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣呈玻璃状,脱渣较方便8.焊缝的常、低温冲击韧度一般9.焊缝的抗裂性较差lo.焊缝的含氢量较高,影响塑性11.焊接时烟尘较少碱性焊条1.对水、铁锈的敏感性较大,使用前经300~350℃烘焙l~2h2.须用直流反接施焊;药皮加稳弧剂后,可交、直流两用施焊3.同规格酸性焊条约小10%左右4.须短弧操作,否则易引起气孔5.合金元素过渡效果好6.熔深稍深,焊缝成形一般7.熔渣呈结晶状,脱渣不及酸性焊条8.焊缝的常、低温冲击韧度较高9.焊缝的抗裂性好10.焊缝的含氢量低11.焊接时烟尘稍多3)按焊条用途分类可分为:结构钢焊条、钼和铬钼耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜和铜合金焊条、铝和铝合金焊条和特殊用途焊条等10 大类。
4)按焊条性能分类按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,有超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高效焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
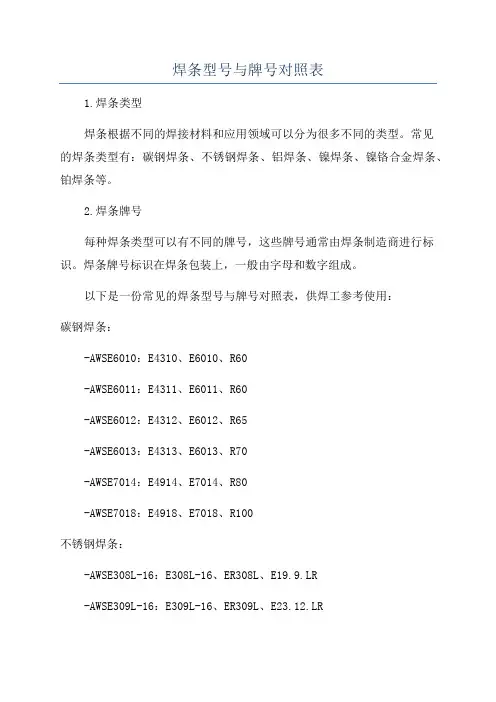
焊条型号与牌号对照表
1.焊条类型
焊条根据不同的焊接材料和应用领域可以分为很多不同的类型。
常见
的焊条类型有:碳钢焊条、不锈钢焊条、铝焊条、镍焊条、镍铬合金焊条、铂焊条等。
2.焊条牌号
每种焊条类型可以有不同的牌号,这些牌号通常由焊条制造商进行标识。
焊条牌号标识在焊条包装上,一般由字母和数字组成。
以下是一份常见的焊条型号与牌号对照表,供焊工参考使用:
碳钢焊条:
-AWSE6010:E4310、E6010、R60
-AWSE6011:E4311、E6011、R60
-AWSE6012:E4312、E6012、R65
-AWSE6013:E4313、E6013、R70
-AWSE7014:E4914、E7014、R80
-AWSE7018:E4918、E7018、R100
不锈钢焊条:
-AWSE308L-16:E308L-16、ER308L、E19.9.LR
-AWSE309L-16:E309L-16、ER309L、E23.12.LR
-AWSE316L-16:E316L-16、ER316L、E19.12.3.LR
铝焊条:
-AWSER4043:ER4043
-AWSER5356:ER5356
镍焊条:
-AWSENi-1:ENi-1、ERCuNi、Ni206
镍铬合金焊条:
-AWSENiCrFe-3:ENiCrFe-3、Ni6625
铂焊条:
-AWSERPt-1:ERPt-1、Pt997
注意:上述只是对照表中的一些常见焊条型号与牌号,实际工作中还有更多种类的焊条可供选择。
总结:。
焊条2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。
熔渣以酸性氧化物为主的焊条称为酸性焊条。
熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。
在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。
因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。
但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。
酸性焊条和碱性焊条的特性对比见表2—3。
表2-3 酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的敏感性不大,使用前经100~150℃烘焙1h2.电弧稳定,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣呈玻璃状,脱渣较方便8.焊缝的常、低温冲击韧度一般9.焊缝的抗裂性较差lo.焊缝的含氢量较高,影响塑性11.焊接时烟尘较少碱性焊条1.对水、铁锈的敏感性较大,使用前经300~350℃烘焙l~2h2.须用直流反接施焊;药皮加稳弧剂后,可交、直流两用施焊3.同规格酸性焊条约小10%左右4.须短弧操作,否则易引起气孔5.合金元素过渡效果好6.熔深稍深,焊缝成形一般7.熔渣呈结晶状,脱渣不及酸性焊条8.焊缝的常、低温冲击韧度较高9.焊缝的抗裂性好10.焊缝的含氢量低11.焊接时烟尘稍多3)按焊条用途分类可分为:结构钢焊条、钼和铬钼耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜和铜合金焊条、铝和铝合金焊条和特殊用途焊条等10 大类。
4)按焊条性能分类按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,有超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高效焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
焊条型号与牌号数字于字每的意思
焊条型号是国家标准中规定的焊条代号。
焊接结构生产中应用最广的碳钢焊条和低合金钢焊条,相应的国家标准为GB/T5117-1995和GB/T5118-1995。
标准规定,碳钢焊条型号由字母“E ”和四位数字组成。
如“E4301”,其含义如下:
在我国已公布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有“43”和“50”
系列两种。
表4.2.1 焊条用途类别与焊条牌号表示方法
焊条牌号是焊条生产行业统一的焊条代号。
表 4.2.1 为焊条用途不同的分类与对应牌号。
焊条牌号前的字母表示焊条类别,“×××”代表数字,前两位数字代表焊缝金属抗拉强度等级。
末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2 )。
表4.2.3 列举出部分常用碳钢焊条型号与对应的焊条牌号及数字含义。
表4.2.2焊条牌号末尾数字与焊条药皮类型及焊接电流种类之间的关系
表4.2.3 部分常用碳钢焊条型号与牌号对应表
第三位和第四位数字组合时代表焊接电流种类和药皮类型,见表4.2.2
代表焊条适用的焊接位置(“0”、“1”适于全位置焊接,“2”适于平焊及平角焊,“4”适于向下立焊)。
代表熔敷金属抗拉强度不低于430Mpa 。
代表焊条。
焊条型号是根据熔敷金属抗拉强度、药皮类型、焊接位置、电流种类及极性划分的,以便供用户选焊条时参考。
但同一种焊条型号可能有不同性能的几种焊条牌号与之对应,如J427和J427Ni属于同一种焊条型号E4315。
电焊条分类简介结422 符合GB E4303(出口牌号T-50)JIS D4303碳钢焊条说明:结422是氧化钛钙型药皮的碳钢焊条。
具有优良的焊接工艺性能,电弧稳定,旱道美观,飞溅少,交直流两用,可进行全位置焊接。
用途:用于焊接较重要的低碳钢结构和强度等级低的合金钢,如09锰2等。
X射线探伤要求:Ⅱ级。
结426 符合GB E4316碳钢焊条说明:结426是低氢钾型药皮的低碳钢焊条。
具有良好的机械性能和抗裂性能,交直流两用(交流焊时空载电压大于70伏)。
可进行全位置焊接,交流施焊时,在性能稳定方面稍次于直流焊接。
用途:适用于没有直流焊机场合,用于焊接重要的低碳钢和普低钢的结构。
如09锰2等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
1.焊前焊条须经350℃左右烘培1h,随烘随用。
2.焊前必须对焊件清除铁锈,油污、水分等杂质。
3.焊接时须用短弧操作以窄道为宜。
结427(出口牌号MT-45)符合GB E4315碳钢焊条说明:结427是低氢型药皮碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性抗裂性能。
用途:用来焊接重要的低碳钢和低合金钢,如09锰2等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
4.焊前焊条须经350℃左右烘培1h,随烘随用。
5.焊前必须对焊件清除铁锈,油污、水分等杂质。
6.焊接时须用短弧操作以窄道为宜。
结506 符合E5016 (出口牌号MT-40)相当AWS E7016JIS D5016 碳钢焊条说明:结506是低氢钾型药皮的碳钢焊条。
具有良好的机械性能和抗裂性能。
交直流两用。
可进行全位置焊接。
交流施焊时,在性能稳定性方面次于直流焊接。
用途:用途中碳钢和低合金钢的焊接,如16锰,09锰2硅等。
溶敷金属扩散氢含量:≤8ml/100g,药皮含水量≤0.6%。
X射线探伤要求:Ⅰ级。
注意事项:1.焊前焊条须经350℃左右烘培1,随烘随用。
焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表
以下为堆焊焊条(耐磨焊条)明细表
堆焊焊条使用说明:
执行GB984-2001标准
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
堆焊效果
指焊层硬度、耐磨及耐热等性能,其性能高低与下列因素有关:1.焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2.预热温度、缓冷条件决定堆焊层的质量。
3.某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。
焊条的分类及型号和牌号
一、焊条的分类
1.按用途分类:
(1)碳钢焊条:主要用于强度等级较低的低碳钢和低合金钢焊接。
(2)低合金钢焊条:用于低合金高强度钢,含合金元素较低的钼和钻钼耐热钢及低温钢的焊接。
(3)不锈钢焊条:用于含金元素较高的钼耐热钢和钻钼耐热钢及各类不锈钢的焊接。
(4)堆焊焊条:用于金属表面层的堆焊。
(5)铸铁焊条:用于铸铁的焊接和补焊。
(6)铜及铜合金焊条:用于铜及铜合金的焊接、补焊式堆焊。
(7)铝及铝合金焊条:用于铝及铝合金的焊接、补焊式堆焊。
(8)特殊焊条:用于水下焊接。
2.按焊条药皮融化后的熔渣特性分类:
(1)酸性焊条:溶渣以酸性氧化物(SiO2、TiO2、FeO3)为主的焊条为酸性焊条。
特点:1)引弧容易、燃烧稳定;
2)可用于交、直流电源焊接;
3)飞溅小、脱渣性好;
4)焊接烟尘少;
5)脱硫性能差、抗热裂纹性能差;
6)药皮的熔点高,导热慢,焊条端点熔化时药皮套筒长;
7)焊条端部熔化面呈现内凹型;
(2)碱性焊条:溶渣以减性氧化物和氟化钙(CaO、CaF2)为主的焊条为减性焊条。
特点:1)燃烧的稳定性差,主要用于直流焊机焊接;
2)飞溅较大,脱性能差;
3)烟尘较多,放出氟化氢有毒气体;
4)熔渣流动性好;
5)焊条端面呈现凸型;
二、焊条的型号
E XX X X
焊条药皮类型及焊
接电流种类。
适应的焊接位置。
熔敷金属抗拉强度的最小值。
表示焊条。
三、焊条的牌号
通常以一个汉字拼音字母(或汉字)与三位数字表示。
拼音字母(或汉字表示焊条各大类,后面的三位数字中,前二位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。