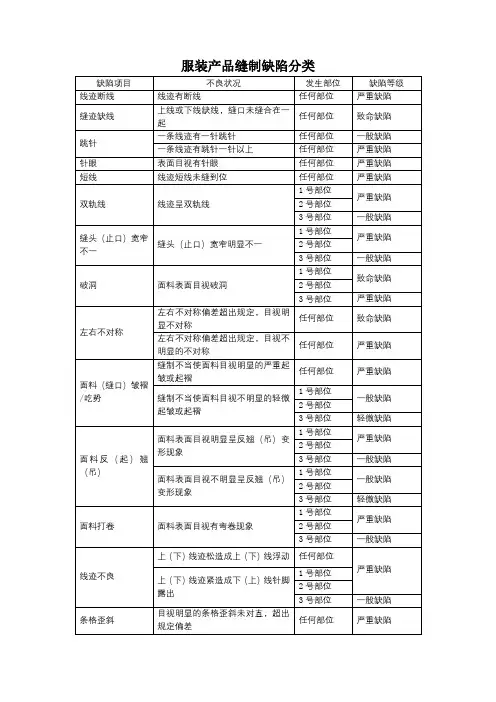
服装产品缝制缺陷分类
- 格式:docx
- 大小:26.62 KB
- 文档页数:4
横裆疵(Barre)- 对针织织物而言,这种缺陷的特点是在织物横列或在织物横向上通常会出现一些不均匀的花纹图案。
纱线不均匀、纱线张力不均匀以及纱线具有不同的染料亲和力等都可能是出现这种情况的原因。
坏地(Bad Place)- 对于那些难以用语言来描述的织物缺陷而言,这是一个十分方便的术语。
这个术语通常用来描述那些织物织造受到严重破坏的地方。
斜纹疵(Bias) (参考纬斜) - 对梭织织物而言,这种缺陷指的是纬纱与经纱发生尺寸偏斜的地方;对针织织物而言,这种情况指的是织物横列与织物纵行发生尺寸偏斜的地方。
鸟眼花纹疵 (Birdsey e Defect)- 对针织织物而言,这种情况指的是偶尔无规律出现的与织物设计相反的集圈组织。
弓弧(Bow)- 对梭织织物而言,这种情况指的是纬纱以弧线方式位于织物的宽度方向上;对针织织物而言,这种情况指的是线圈横列以弧线方式位于织物的宽度方向上。
断头疵 (BrokenEnd)- 这种缺陷指的是经纱断裂后并经过修补的地方,它的常见特点是可以看见织到织物当中的断头。
花纹错色疵 (BrokenColor Pattern)- 对梭织织物而言,这种情况指的是花纹的不连续性,在用织布机通丝描绘彩色图案时产生错误或者在纬纱断裂时对织布机进行维修以后对图像填充链的重新设置不正确都可能会导致这种缺陷的产生;对针织织物而言,这种情况是由梭换筒错误而产生的。
断纬疵 (Brokenpick) - 这种情况指的是,由于纬纱断裂而导致在织物的部分宽度上缺少纬纱。
擦伤疵 (Bruise)- (参考边撑疵) - 这种情况指的是:由于正在进行编织的纱线或者已经编织完毕的织物受到磨损,从而导致纤维失去方向感并导致织物外观失真。
斑点疵(Burl mark)- 这是一种由于某些物质过量而导致的变形,这些物质包括粗纺线,废物以及正在用修补工具来去除的飘头纱。
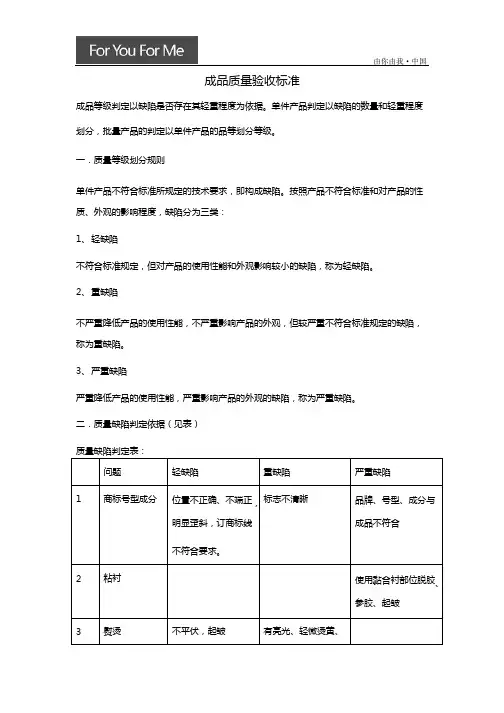
由你由我·中国成品质量验收标准成品等级判定以缺陷是否存在其轻重程度为依据。
单件产品判定以缺陷的数量和轻重程度 划分,批量产品的判定以单件产品的品等划分等级。
一.质量等级划分规则单件产品不符合标准所规定的技术要求,即构成缺陷。
按照产品不符合标准和对产品的性 质、外观的影响程度,缺陷分为三类:1、 轻缺陷不符合标准规定,但对产品的使用性能和外观影响较小的缺陷,称为轻缺陷。
2、 重缺陷不严重降低产品的使用性能,不严重影响产品的外观,但较严重不符合标准规定的缺陷, 称为重缺陷。
3、 严重缺陷严重降低产品的使用性能,严重影响产品的外观的缺陷,称为严重缺陷。
二.质量缺陷判定依据(见表)问题轻缺陷重缺陷严重缺陷1商标号型成分位置不正确、不端正 明显歪斜,订商标线不符合要求。
标志不清晰 品牌、号型、成分与 成品不符合2粘衬使用黏合衬部位脱胶 参胶、起皱3熨烫 不平伏,起皱 有亮光、轻微烫黄、, 、变色4线头表面、里有死线头长1CM、纱毛长1.5CM,2跟以上表面、里有死线头长1CM、纱毛长1.5CM,5跟以上;或有死线头长5CM 以上2根5缝头大小(拷边后)≥0.8CM≤1.1CM,缝头倒向不一致≥0.6CM≤1.3CM≥0.5CM≤1.5CM6针距超标≥2针≥3针≥4针7滚边、明线、拼接宽度互差≥0.1CM≥0.3CM≥0.5CM8裆下、袖下十字偏差≥0.1CM≥0.3CM≥0.5CM 9领尖大小互差≥0.1CM≥0.3CM≥0.5CM 10对条、对格与要求偏差≥0.1CM≥0.2CM≥0.3CM 11腿缝长短互差≥0.4CM≥1CM≥1.5CM 12口袋高低互差≥0.2CM≥0.3CM≥0.4CM 13小肩缝长短互差≥0.2CM≥0.4CM≥0.6CM 14脚口1/2、膝≥0.2CM≥0.3CM≥0.4CM围1/2互差15袖长左右长短互差≥0.3CM≥0.5CM≥0.7CM16左右门襟长短互差≥0.3CM≥0.6CM≥1CM17扣眼与扣子位置互差≥0.1CM≥0.2CM≥0.3CM18线迹上下线有轻微浮线或30CM内有2个或以上跳线,辑线有明显宽窄,线路不顺直,接线未接在暗处,接线有双轨现象,起落针不回针。
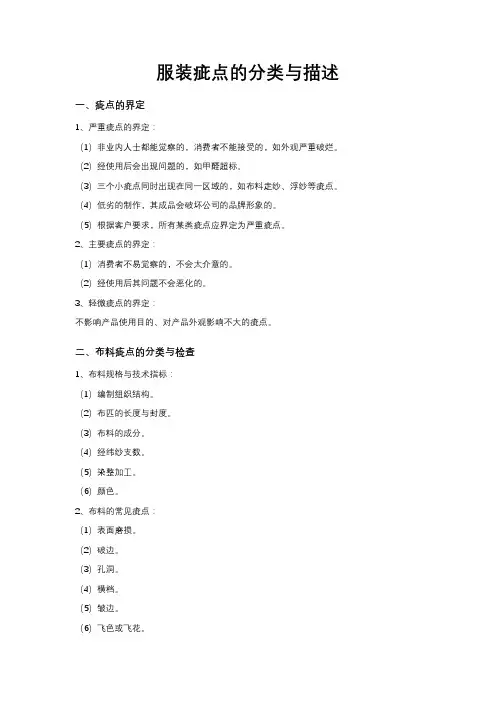
服装疵点的分类与描述一、疵点的界定1、严重疵点的界定:(1)非业内人士都能觉察的,消费者不能接受的,如外观严重破烂。
(2)经使用后会出现问题的,如甲醛超标。
(3)三个小疵点同时出现在同一区域的,如布料走纱、浮纱等疵点。
(4)低劣的制作,其成品会破坏公司的品牌形象的。
(5)根据客户要求,所有某类疵点应界定为严重疵点。
2、主要疵点的界定:(1)消费者不易觉察的,不会太介意的。
(2)经使用后其问题不会恶化的。
3、轻微疵点的界定:不影响产品使用目的、对产品外观影响不大的疵点。
二、布料疵点的分类与检查1、布料规格与技术指标:(1)编制组织结构。
(2)布匹的长度与封度。
(3)布料的成分。
(4)经纬纱支数。
(5)染整加工。
(6)颜色。
2、布料的常见疵点:(1)表面磨损。
(2)破边。
(3)孔洞。
(4)横档。
(5)皱边。
(6)飞色或飞花。
(7)斜纹路。
(8)弓纱。
(9)粗纱。
(10)斑点或纱结。
(11)缩纬。
(12)混纱。
(13)走纱。
(14)双纱线。
(15)浮纱。
(16)抽丝。
(17)稀纬。
(18)色污。
(19)印花干痕。
(20)印花错位。
(21)聚浆。
(22)水渍。
(23)污点。
(24)色横档。
(25)背面印渍。
(26)色档或色差。
三、辅料疵点的分类与检查1、粘合衬的常见疵点:耐洗性不良、破洞、异色、烂边。
2、拉链的常见疵点:(1)拉链强力不良。
(2)尺寸偏大或偏小。
(3)平整度不良。
(4)链牙缺损。
(5)链牙歪斜。
(6)色泽不良。
(7)拉链带贴胶强度不良。
(8)拉头电镀不良。
(9)拉头喷涂不良。
3、扣件常见疵点:(1)扣件尺寸不良。
(2)扣件色差。
(3)扣件电镀不良。
(4)扣件破损。
(5)嵌扣拉力不良。
4、商标常见疵点:图案或字体模糊、图案或字体错误、露底色、浮纱、手感不良、表面皱褶、表面卷曲、尺寸不良、商标变色、剪折不良。
5、吊牌常见疵点:图案或字体模糊、图案或字体错误、印刷位置偏差、油墨附着、图案或字体缺损、印刷气泡、尺寸不良、裁切口不良。
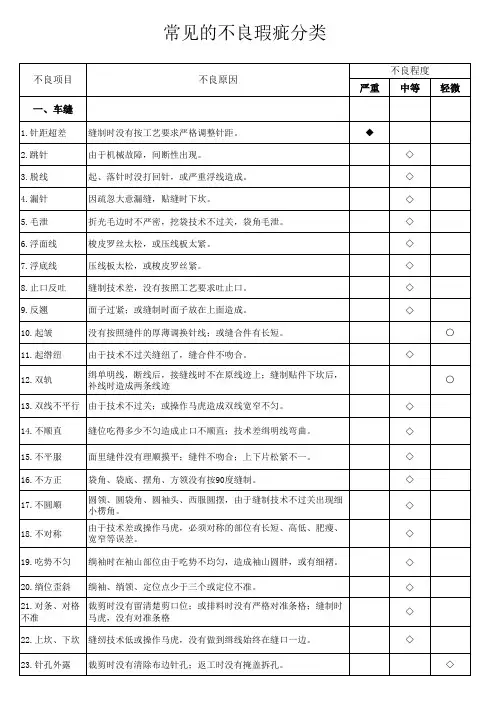
服装常见的不良情况1,针距不足——缝制时没有按工艺要求严格调整针距。
2,跳针——由于机械故障,间断性出现。
3,脱线——起,落针时没打回针,或严重浮线造成。
4,漏针——因疏忽大意漏缝,贴缝时下坎。
5,毛漏——折光毛边时不严密,挖袋技术不过关,袋角毛漏。
6,浮面线——梭皮罗丝太松,或压线板太紧。
7,浮底线——压线板太松,或梭皮罗丝紧。
8,止口反吐——缝制技术差,没有按照工艺要求吐止口。
9,反翘——面子过紧,或缝制时面子放在上面造成。
10,起皱——没有按照缝件的厚薄调换针线,或缝合件有长短。
11,双轨——缉单明线,断线后,接缝线时不在原线迹上,缝制贴件下坎后,补线时造成两条线迹。
12,双线不平行——由于技术不过关,或操作马虎造成双线宽窄不匀。
13,不顺直——缝位吃得多少不匀造成止口不顺直,技术差缉明线弯曲14,不平服——面里缝件没有理顺摸平,缝件不吻合,上下片松紧不一15,不方正——袋角,袋底,摆角,方领没有按90度缝制16,不圆顺——圆领,圆袋角,圆袖头,西服圆摆,由于缝制技术不过关出现细小楞角。
17,不对称——由于技术差或操作马虎,必须对称的部位有长短,高低,肥瘦,宽窄等误差18,吃势不匀——绱袖时在袖山部位由于吃势不均匀,造成袖山圆胖,或有细褶。
19,绱位歪斜——绱袖,绱领,定位点少于三个或定位不准。
20,对条,对格不准——裁剪时没有留清楚剪口位,或排料时没有严格对准条格。
缝制时马虎,没有对准条格21,上坎,下坎——缝纫技术低或操作马虎,没有做到缉线始终在缝口一边。
22,针孔外露——裁剪时没有清除布边针孔,返工时没有掩盖拆孔。
23,领角起豆——缝制技术低,领角缝位清剪不合要求,折翻工艺不合要求,没有经过领角定型机压形。
24,零配作位置不准——缝制时没有按样衣或工艺单缝钉零配作。
25,唛牌错位——主唛,洗水唛没有按样衣或工艺单要求缝钉二,污迹1,笔迹——违反规定使用钢笔,圆珠笔编裁片号,工号,检验号。
横裆疵 (Barre) - 对针织织物而言,这种缺陷的特点是在织物横列或在织物横向上通常会出现一些不均匀的花纹图案。
纱线不均匀、纱线张力不均匀以及纱线具有不同的染料亲和力等都可能是出现这种情况的原因。
坏地 (Bad Place) - 对于那些难以用语言来描述的织物缺陷而言,这是一个十分方便的术语。
这个术语通常用来描述那些织物织造受到严重破坏的地方。
斜纹疵 (Bias) (参考纬斜) - 对梭织织物而言,这种缺陷指的是纬纱与经纱发生尺寸偏斜的地方;对针织织物而言,这种情况指的是织物横列与织物纵行发生尺寸偏斜的地方。
鸟眼花纹疵 (Birdseye Defect) - 对针织织物而言,这种情况指的是偶尔无规律出现的与织物设计相反的集圈组织。
弓弧 (Bow) - 对梭织织物而言,这种情况指的是纬纱以弧线方式位于织物的宽度方向上;对针织织物而言,这种情况指的是线圈横列以弧线方式位于织物的宽度方向上。
断头疵 (Broken End) - 这种缺陷指的是经纱断裂后并经过修补的地方,它的常见特点是可以看见织到织物当中的断头。
花纹错色疵 (Broken Color Pattern) - 对梭织织物而言,这种情况指的是花纹的不连续性,在用织布机通丝描绘彩色图案时产生错误或者在纬纱断裂时对织布机进行维修以后对图像填充链的重新设置不正确都可能会导致这种缺陷的产生;对针织织物而言,这种情况是由梭换筒错误而产生的。
断纬疵 (Broken pick) - 这种情况指的是,由于纬纱断裂而导致在织物的部分宽度上缺少纬纱。
擦伤疵 (Bruise) - (参考边撑疵) - 这种情况指的是:由于正在进行编织的纱线或者已经编织完毕的织物受到磨损,从而导致纤维失去方向感并导致织物外观失真。
斑点疵 (Burl mark) - 这是一种由于某些物质过量而导致的变形,这些物质包括粗纺线,废物以及正在用修补工具来去除的飘头纱。
吊边疵 (Buttonhole selvage) - 这是一种织物织边缺陷,更换纬纱之前在织布机梭子上累积起来的过度张力是造成这种缺陷的原因。
服装常见的不良现象
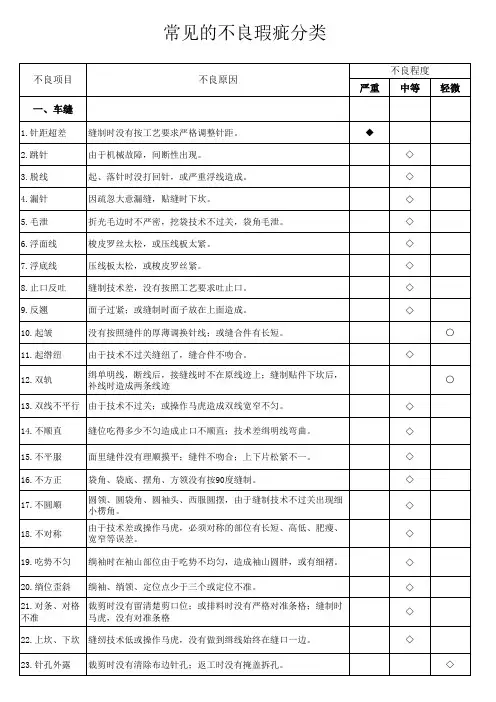
一、车缝
1、针距超差——缝制时没有按工艺要求严格调整针距。
2、跳针——由于机械故障,间断性出现。
3、脱线——起、落针时没打回针,或严重浮线造成。
4、漏针——因疏忽大意漏缝,贴缝时下坎。
5、毛泄——折光毛边时不严密,挖袋技术不过关,袋角毛泄。
6、浮面线——梭皮罗丝太松,或压线板太紧。
7、浮底线——压线板太松,或梭皮罗丝紧。
8、止口反吐——缝制技术差,没有按照工艺要求吐止口。
9、反翘——面子过紧;或缝制时面子放在上面造成。
10、起皱——没有按照缝件的厚薄调换针线;或缝合件有长短。
11、起绺纽——由于技术不过关缝纽了,缝合件不吻合。
12、双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
13、双线不平行——由于技术不过关;或操作马虎造成双线宽窄不匀。
14、不顺直——缝位吃得多少不匀造成止口不顺直;技术差缉明线弯曲。
15、不平服——面里缝件没有理顺摸平;缝件不吻合;上下片松紧不一。
16、不方正——袋角、袋底、摆角、方领没有按90度缝制。
服装品质问题产生的原因与处理方法百度文库- 让每个人平等地提升自我1浅析服装品质问题的产生原因与处理方法沃德富宗泉森优良的产品品质一直是服装工厂追求的目标,因为品质的好与差直接影响到一个工厂的名誉和生产效率。
那么,如何才能达到高效益和高质量呢?这就要靠我们工厂管理人员深入基层,针对出现的各种品质问题采取相应的措施,严格把产品质量问题控制在盟芽状态。
下面就工厂的一般品质缺陷的产生原因与处理方法和大家共同进行探讨。
一、缝制不良1.针距超差——缝制时没有按工艺要求严格调整针距。
(解决办法:按照工艺指示要求调整针距)2.跳针——由于机械故障,间断性出线。
(解决办法:调换新针或调整机器)3.脱线——起、落针时没打回针;或严重浮线造成。
(解决办法:起头落尾要重针,调整压线璜)4.漏针——因疏忽大意漏缝;贴缝时下坎。
(解决办法:提高集中力,更换止口压脚)5.毛泄——拷边机出故障或漏拷;折光毛边时不严密,挖袋技术不过关,袋角毛泄。
(解决办法:调整拷边机器,更换切刀。
控制回折缝份宽窄一致,调整挖袋人员或提高缝制技术)6.浮面线——梭皮螺丝太松,或压线板太紧。
(解决办法:调松梭皮螺丝或调紧压线板)7.浮底线——压线板太松,或梭皮螺丝紧。
(解决办法:调紧梭皮螺丝或调松压线板)8.止口反吐——缝制技术差,没有按照工艺要求吐止口。
(解决办法:提高缝制技术,面层放松)9.反翘——面子过紧;或缝制时面子放在上面造成。
(解决办法:面层放松或面层放在下面)10.起皱——没有按照缝件的厚薄调换针线;送布牙齿太高,线迹太紧或缝合件有长短。
(解决办法:根据面料厚薄调换机器和针线;调低送布牙齿;调松线迹和注意上下层同步缝制)11.双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
(解决办法:接线要接在原针眼里或在一条线上)12.双线不平行——由于技术不过关或操作马虎造成双线宽窄不匀。
(解决办法:提高缝制技术;更换对应针位的双针机)13.不顺直——缝份吃得宽窄不匀造成止口不顺直;技术差、缉明线弯曲。
XXXXXX有限公司服装成品缺陷判定规定文件号:XX-XX-XX 版本号:A0编制:日期:审核:日期:批准:日期:受控印讫:发行编号:修改记录1.目的规范服装成品缺陷判定的标准,确保服装成品检验的符合性。
2.适用范围适用于本公司成品(衬衫及工装系列)出货检验和制程检验中对成品、半成品缺陷的判定。
3.引用标准3.1 SN/T0553-1996《出口服装检验抽样方法》。
3.2 SN/T0556-1996《出口衬衫检验规程》。
3.3 SN/T0557-1996《出口便服检验规程》。
3.3 SN/T0558-1996《出口牛仔服装检验规程》。
4.产品标准4.1 服装疵点标准参见“布次标样卡”,包括各部位面料疵点允许存在程度的要求。
4.2 服装成品标准参见各制单的“技术要求”及“尺寸表”,包括“规格尺寸允许偏差”、“各对称部位极限互差”、“针距密度要求”、“理化性能”、“安全性能”等要求。
如客户订单中无上述标准要求的,按国家标准要求执行。
5.成品缺陷判定5.1 服装部位划分图图一、衬衫部位的划分图二、工装/长裤部位划分图5.2 服装缺陷/不合格品分类5.2.1 缺陷分类A类缺陷:单位产品上出现缝制不良、整烫不良、沾污、破洞、规格不符等严重影响整体外观及穿着性能的缺陷。
B类缺陷:单位产品上出现缝制不良、线头、沾污等轻微影响整体外观及穿着性能的缺陷。
5.2.2 不合格品分类A类不合格品:单位产品中有一个及以上A类缺陷,也可含B类缺陷。
B类不合格品:单位产品中有一个及以上B类缺陷,不含A类缺陷。
5.3 衬衫外观质量检验缺陷判定表衬衫A类缺陷表衬衫B类缺陷表5.4 工装/长裤外观质量检验缺陷判定表工装/长裤A类缺陷表工装/长裤B类缺陷表5.5 抽样检验批接收/不接收判定标准5.5.1 A类、B类不合格品数同时小于等于Ac,则判定为批接收。
5.5.2 A类、B类不合格品数同时大于等于Re,则判定为批不接收。
5.5.3 当A类不合格品数大于等于Re时,则判定为批不接收。
服装品质检验缺陷的确认
(1)、缺陷分类:按照产品不符合标准和对产品的使用性能、外观的影响程度,疵点分为三类。
①、轻微缺陷:
轻微缺陷不符合标准的规定,但不影响产品的使用性能。
对产品的外观有较小影响的缺陷称为轻微缺陷。
②、一般缺陷:
超过标准规定较多,但不影响产品的使用性能。
对产品的外观有略明显影响的缺陷称为一般缺陷。
③、严重缺陷:
严重超标、影响产品的基本使用功能。
严重影响产品外观的缺陷称为严重缺陷。
(2)、缺陷判定依据可分为两类:
①、一般缺陷:
定量指标中,超过标准值50%以上、100%以内(含)的缺陷;定性指标中,较大程度不符合标准规定的缺陷。
②、严重缺陷:
强度、颜色、摩擦牢度不合格,表面破损、熨烫疵点,较严重、大面积的缝制不平,严重色差、油腻、异味等。
定量指标中,超过标准值100%以上的缺陷。
成品表面出现15mm以上断表面缝纫线,拉链损坏等。
上述情况在抽查产品中出现一种或几种,均为严重缺陷的产品。
即不合格产品。
服装成品缺陷一.领部位缺陷1.领外口松 collar outer edge too loose 领外口不贴身。
2.领外口紧collar outer edge too tight 大身领围处抽拢。
3.领面紧top collar too tight领面松度不够,造成翻翘。
4.领面松top collar too loose领面松度过大,造成起皱。
5.底领探出collar band too long底领长于翻领。
6.底领缩进collar band too short 底领短于翻领。
7.绱领偏斜 unmatched collar 绱领不正。
8.底领起皱起绺crimpy collar band底领不平服。
9.领窝不平uneven neckline大身领围处吃势不匀。
10.后领窝起涌circular wrinkle below back neckline大身后领围处出兜。
11.底领外露 top collar uncover collar band翻领未盖住底领。
12.领面起泡crimpy top collar领面不平服。
13.驳头外口松lapel outer edge too loose驳头未到钮位。
14.驳头外口紧lapel outer edge too tight驳头超过钮位。
15.驳头反翘 lapel sticking up驳头面松度不够。
16.驳头起皱puckering lapel 驳头面松度过大。
17.驳口不直 uneven breakline驳口线不顺直。
18.串口不直uneven gorge line驳领串口处线迹不顺直。
19.领卡勃tight neckline横开领过小,领围放松度不够。
20.领离勃 loose neckline 领与勃之间的空隙太大。
二.衣片部位缺陷1.底边起绺uneven hem 贴边与大身缝制不平服、不顺直。
2.背叉搅 crossed vent背叉下部搭叠过多。
3.背叉豁 unmeet vent背叉下部豁开。
服装常见的不良现象一、车缝1、针距超差——缝制时没有按工艺要求严格调整针距。
2、跳针——由于机械故障,间断性出现。
3、脱线——起、落针时没打回针,或严重浮线造成。
4、漏针——因疏忽大意漏缝,贴缝时下坎。
5、毛泄——折光毛边时不严密,挖袋技术不过关,袋角毛泄。
6、浮面线——梭皮罗丝太松,或压线板太紧。
7、浮底线——压线板太松,或梭皮罗丝紧。
8、止口反吐——缝制技术差,没有按照工艺要求吐止口。
9、反翘——面子过紧;或缝制时面子放在上面造成。
10、起皱——没有按照缝件的厚薄调换针线;或缝合件有长短。
11、起绺纽——由于技术不过关缝纽了,缝合件不吻合。
12、双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
13、双线不平行——由于技术不过关;或操作马虎造成双线宽窄不匀。
14、不顺直——缝位吃得多少不匀造成止口不顺直;技术差缉明线弯曲。
15、不平服——面里缝件没有理顺摸平;缝件不吻合;上下片松紧不一。
16、不方正——袋角、袋底、摆角、方领没有按90度缝制。
17、不圆顺——圆领、圆袋角、圆袖头、西服圆摆,由于缝制技术不过关出现细小楞角。
18、不对称——由于技术差或操作马虎,必须对称的部位有长短、高低、肥瘦、宽窄等误差。
19、吃势不匀——绱袖时在袖山部位由于吃势不均匀,造成袖山圆胖,或有细褶。
20、绱位歪斜——绱袖、绱领、定位点少于三个或定位不准。
21、对条、对格不准——裁剪时没有留清楚剪口位;或排料时没有严格对准条格;缝制时马虎,没有对准条格22、上坎、下坎——缝纫技术低或操作马虎,没有做到缉线始终在缝口一边。
23、针孔外露——裁剪时没有清除布边针孔;返工时没有掩盖拆孔。
24、领角起豆——缝制技术低;领角缝位清剪不合要求;折翻工艺不合要求;没有经过领角定型机压形。
25、零配件位置不准——缝制时没有按样衣或工艺单缝钉零配件。
26、唛牌错位——主唛、洗水唛没有按样衣或工艺单要求缝钉二、污迹27、笔迹——违反规定使用钢笔、圆珠笔编裁片号、工号、检验号。