SPC控制图的绘制及判断方法合集
- 格式:ppt
- 大小:500.50 KB
- 文档页数:77
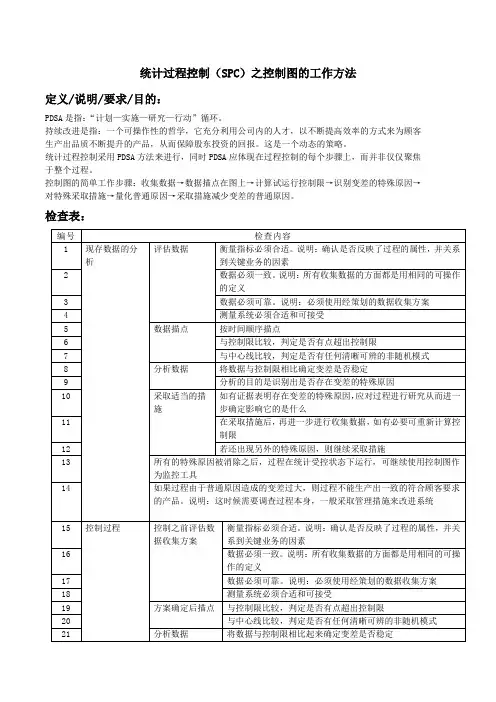
统计过程控制(SPC)之控制图的工作方法
定义/说明/要求/目的:
PDSA是指:“计划—实施—研究—行动”循环。
持续改进是指:一个可操作性的哲学,它充分利用公司内的人才,以不断提高效率的方式来为顾客生产出品质不断提升的产品,从而保障股东投资的回报。
这是一个动态的策略。
统计过程控制采用PDSA方法来进行,同时PDSA应体现在过程控制的每个步骤上,而并非仅仅聚焦于整个过程。
控制图的简单工作步骤:收集数据→数据描点在图上→计算试运行控制限→识别变差的特殊原因→对特殊采取措施→量化普通原因→采取措施减少变差的普通原因。
检查表:。

手把手教你SPC控制图怎么做以及SPC控制图分类SPC控制图是SPC统计过程控制的核心工具,是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图,是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的图,是质量控制的行之有效的手段。
SPC控制图的种类有很多,但核心思想均为预防,这里用二十个字总结SPC控制图的预防原则:查出异因,采取措施,保证消除,纳入标准,不再出现。
02、SPC控制图构成无论哪类SPC控制图,图中都会包括三条线:1.控制上限(UCL);2.中心线(CL);3.控制下限(LCL)。
其中UCL和LCL由实际需求得来,因此了解“需求”非常重要。
03、SPC控制图的分类SPC控制图分为计量型与计数型两大类,包含七种基本图表:计量型控制图:I-MR(单值移动极差图)Xbar-R(均值极差图)Xbar-S(均值标准差图)计数型控制图:P(用于可变样本量的不合格品率)np(用于固定样本量的不合格品数)u(用于可变样本量的单位缺陷数)c(用于固定样本量的缺陷数)04、深入浅出制作SPC控制图1、I-MR控制图(单值移动极差控制图)用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合,图表内包含单值控制图和移动极差控制图。
单值控制图中每个点代表每个数值的大小,移动极差控制图每个点的数值等于该点与前一个点数值的差值的值。
2、Xbar-R控制图(平均值极差控制图)用于查看对连续性数据分组(子组n<10)的控制情况,图中包含样本均值控制图和样本极差控制图。
样本均值控制图中每个点代表每组样本平均值的大小,样本极差控制图每个点数值等于该组样本平均值的大值与小值差值。
多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
3、Xbar-S控制图(平均值标准差控制图)与Xbar-R图相似,只是用标准差(s)图代替极差(R)图而已。
适用于查看对连续性数据分组(子组n≥10)的控制情况,图中包含样本均值控制图和样本极差控制图。

对于SPC控制图的制作方法和步骤的教程SPC控制图的制作方法和步骤一、控制图法的涵义影响产品质量的因素很多,有静态因素也有动态因素,有没有一种方法能够即时监控产品的生产过程、及时发现质量隐患,以便改善生产过程,减少废品和次品的产出?控制图法就是这样一种以预防为主的质量控制方法,它利用现场收集到的质量特征值,绘制成控制图,通过观察图形来判断产品的生产过程的质量状况。
控制图可以提供很多有用的信息,是质量管理的重要方法之一。
控制图又叫管理图,它是一种带控制界限的质量管理图表。
运用控制图的目的之一就是,通过观察控制图上产品质量特性值的分布状况,分析和判断生产过程是否发生了异常,一旦发现异常就要及时采取必要的措施加以消除,使生产过程恢复稳定状态。
也可以应用控制图来使生产过程达到统计控制的状态。
产品质量特性值的分布是一种统计分布.因此,绘制控制图需要应用概率论的相关理论和知识。
控制图是对生产过程质量的一种记录图形,图上有中心线和上下控制限,并有反映按时间顺序抽取的各样本统计量的数值点。
中心线是所控制的统计量的平均值,上下控制界限与中心线相距数倍标准差。
多数的制造业应用三倍标准差控制界限,如果有充分的证据也可以使用其它控制界限。
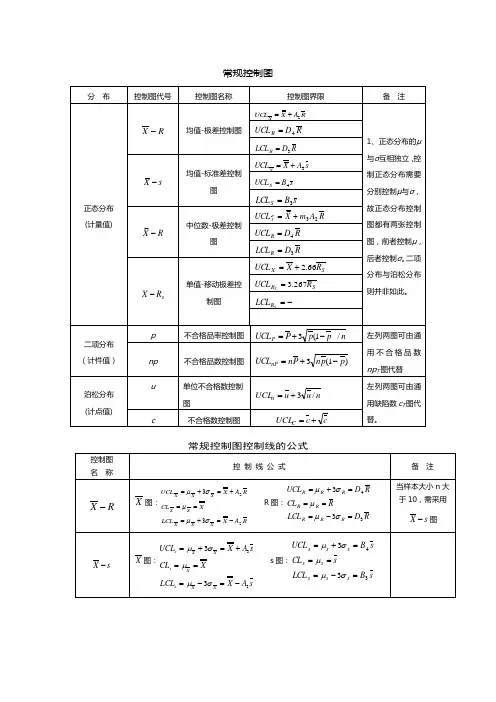
常用的控制图有计量值和记数值两大类,它们分别适用于不同的生产过程;每类又可细分为具体的控制图,如计量值控制图可具体分为均值——极差控制图、单值一移动极差控制图等。
二、控制图的绘制控制图的基本式样如图所示,制作控制图一般要经过以下几个步骤:①按规定的抽样间隔和样本大小抽取样本;②测量样本的质量特性值,计算其统计量数值;③在控制图上描点;④判断生产过程是否有并行。
控制图为管理者提供了许多有用的生产过程信息时应注意以下几个问题:①根据工序的质量情况,合理地选择管理点。
管理点一般是指关键部位、关健尺寸、工艺本身有特殊要求、对下工存有影响的关键点,如可以选质量不稳定、出现不良品较多的部位为管理点;②根据管理点上的质量问题,合理选择控制图的种类:③使用控制图做工序管理时,应首先确定合理的控制界限:④控制图上的点有异常状态,应立即找出原因,采取措施后再进行生产,这是控制图发挥作用的首要前提;⑤控制线不等于公差线,公差线是用来判断产品是否合格的,而控制线是用来判断工序质量是否发生变化的;⑥控制图发生异常,要明确责任,及时解决或上报。
过 程 能 力 分 析 (Capabilities)部门:机组:操 作 者:日 期:2011-5-22产 品:总数 (Count)平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)子組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏离(Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk2011-5-22 全套SPC控制图制作 EXCEL版.xls PROCESS CAPABILITYCAPABILITY STUDYPROCESS Array DISTRIBUTIONDISTRIBUTION CURVE过 程 能 力 分 析 (Capabilities)部 门:机 组:操 作 者:日 期:2011-5-22件号:平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)群組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏度 (Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk单值和移动全距(X-MR)控制图控制图的常数和公式表 X-R图 X-s图均值X图 全距R图 均值X图 标准差S图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA2d2D3D4A3c4B3B4UC 21.8801.880 1.1281.128 - 3.2673.2672.6592.659 0.79790.7979 -3.2763.276 31.0231.023 1.6931.693 -2.5712.571 1.9541.954 0.88620.8862 - 2.5682.568 40.7290.729 2.0592.059 - 2.2822.282 1.6281.628 0.92130.9213 - 2.2662.266 50.5770.577 2.3262.326 - 2.1142.114 1.4271.427 0.94000.9400 - 2.0892.089 60.4830.483 2.5432.543 - 2.0042.004 1.2871.287 0.95150.9515 0.0300.030 1.9701.970 70.4190.419 2.7042.704 0.0760.076 1.9241.924 1.1821.182 0.95940.9594 0.1180.118 1.8821.882 80.3730.373 2.8472.847 0.1360.136 1.8641.864 1.0991.099 0.96500.9650 0.1850.185 1.8151.815 90.3370.337 2.9702.970 0.1840.184 1.8161.816 1.0321.032 0.96930.9693 0.2390.239 1.7611.761 100.3080.308 3.0783.078 0.2230.223 1.7771.777 0.9750.975 0.97270.9727 0.2840.284 1.7161.716 110.2850.285 3.1733.173 0.2560.256 1.7441.744 0.9270.927 0.97540.9754 0.3210.321 1.6791.679 120.2660.266 3.2583.258 0.2830.283 1.7171.717 0.8860.886 0.97760.9776 0.3540.354 1.6401.640 130.2490.249 3.3363.336 0.3070.307 1.6931.693 0.8500.850 0.97940.9794 0.3820.382 1.6181.618 140.2350.235 3.4073.407 0.3280.328 1.6721.672 0.8170.817 0.98100.9810 0.4060.406 1.5941.594 150.2230.223 3.4723.472 0.3470.347 1.6531.653 0.7890.789 0.98230.9823 0.4280.428 1.5721.572 160.2120.212 3.5323.532 0.3630.363 1.6371.637 0.7630.763 0.98350.9835 0.4480.448 1.5521.552 170.2030.203 3.5883.588 0.3780.378 1.6221.622 0.7390.739 0.98450.9845 0.4460.446 1.5341.534 180.1940.194 3.6403.640 0.3910.391 1.6081.608 0.7180.718 0.98540.9854 0.4820.482 1.5181.518 190.1870.187 3.6893.689 0.4030.403 1.5971.597 0.6980.698 0.98620.9862 0.4970.497 1.5031.503 200.1800.180 3.7353.735 0.4150.415 1.5851.585 0.6800.680 0.98690.9869 0.5100.510 1.4901.490 210.1730.173 3.7783.778 0.4250.425 1.5751.575 0.6630.663 0.98760.9876 0.5230.523 1.4771.477 220.1670.167 3.8193.819 0.4340.434 1.5661.566 0.6470.647 0.98820.9882 0.5340.534 1.4661.466 230.1620.162 3.8583.858 0.4430.443 1.5571.557 0.6330.633 0.98870.9887 0.5450.545 1.4551.455 240.1570.157 3.8953.895 0.4510.451 1.5481.548 0.6190.619 0.98920.9892 0.5550.555 1.4451.445 250.1530.153 3.9313.9310.4590.459 1.5411.541 0.6060.606 0.98960.9896 0.5650.565 1.4351.435 UCL X ,LCL X =X±A 2R UCL X ,LCL X =X±A 2R UCL R = D 4RUCL S = B 4s LCL R = D 3RLCL S = B 3s δ=R/D 2δ= s/c 4中位数图单值图中位数X图全距R图 单值X图 全距R图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA 2d 2D 3D 4E 2d 2D 3D 421.880 1.128 - 3.2672.660 1.128 -3.267 31.187 1.693 -2.574 1.772 1.693 - 2.574 40.796 2.059 - 2.282 1.457 2.059 - 2.282 50.691 2.326 - 2.114 1.290 2.326 - 2.11460.548 2.534 - 2.004 1.184 2.534 - 2.004 70.508 2.704 0.076 1.924 1.109 2.704 0.076 1.924 80.433 2.847 0.136 1.864 1.054 2.847 0.136 1.864 90.412 2.970 0.184 1.816 1.010 2.970 0.184 1.816 100.362 3.078 0.223 1.777 0.975 3.078 0.223 1.777 UCL X,LCL X =X±A2R UCL X,LCL X =X±E2RUCL R = D4R UCL MR = D4RLCL R = D3R LCL MR = D3Rδ=R/d2δ= R/d2UCL P ,LCL P ==UCL np ,LCL np =UCL C ,LCL C =UCL U ,LCL U =Cpk=( 1 - k ) x Cp 或 MIN {CPU,CPL}Ppk=( 1 - k ) x Pp 或 MIN {PPU,PPL}单边规格(设计规格)因没有规格上限或下限,没有规格下限 Cp = CPU = Cpk,没有规格上限()P P n P n −±=13nUU 3±=C C 3±=格上限 Cp = CPL = Cpk标准正态分布Pz=过程输出超过特殊规定值(如工程规范限)的比例,這個特殊规定值与过程均值相(针对处于统计控制状态并呈现正态分布的过程)。
硬度的SPC使用单值移动极差控制图。
考入数据,数据应按喷涂时间先后顺序排列,按下图点击
选C1,点击I-MR选项(P)选择判异准则
点击确定,生成图形,根据图形分析异常原因
底层厚度SPC采用均值-极差控制图。
数据计算方法为取两个操作者测量结果的平均值,6个数据变为3个数据,分别输入MINITAB中,图中取的是后25个数据,按时间排列,按下图点击。
点击XBAR-R选项(P)
输入均值和标准差
选检验,选判异准则
点确定出图,分析原因。
如果原因确实难以分析,可以只选判异中的第一个。
出图如下:。
spc控制图判定准则准则编辑稳态是生产过程追求的目标。
那么如何用控制图判断过程是否处于稳态?为此,需要制定判断稳态的准则。
判稳准则:在点子随机排列的情况下,符合下列各点之一就认为过程处于稳态:(1)连续25个点子都在控制界限内;(2)连续35个点子至多1个点子落在控制界限外;(3)连续100个点子至多2个点子落在控制界限外。
在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
判断异常的准则:符合下列各点之一就认为过程存在异常因素:(1)点子在控制界限外或恰在控制界限上;(2)控制界限内的点子排列不随机;(3)链:连续链,连续9点排列在中心线之下或之上;间断链,大多数点在一侧(4)多数点屡屡靠近控制界限(在2一3倍的标准差区域内出现)连续3个点至少有2点接近控制界限。
连续7个点至少有3点接近控制界限。
连续10个点至少有4点接近控制界限。
(5)倾向性(连续不少于6点有上升或下降的倾向)与周期性。
(6)连续14点中相邻点交替上下。
(7)点子集中在中心线附近。
(原因:数据不真实;数据分层不当)为了方便记忆,下面总结了控制图判异的八个准则:准则1:1个点子落在A区以外(点子越出控制界限)准则2:连续9点落在中心线同一侧准则3:连续6点递增或递减准则4:连续14点中相邻点子总是上下交替准则5:连续3点中有2点落在中心线同一侧B区以外准则6:连续5点中有4点子落在中心线同一侧C区以外准则7:连续15点落在中心线同两侧C区之内准则8:连续8点落在中心线两侧且无1点在C区中。