力劲压铸机参数一览表教学教材
- 格式:doc
- 大小:35.50 KB
- 文档页数:2
•280T力劲压铸机工艺参数设定和调节技能•发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】•工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。

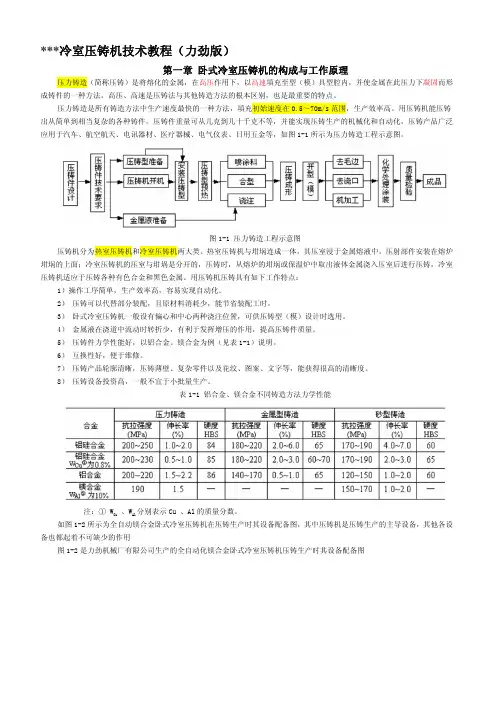
***冷室压铸机技术教程(力劲版)第一章卧式冷室压铸机的构成与工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s 范围,生产效率高。
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
表1-1铝合金、镁合金不同铸造方法力学性能注:①W Cu 、W Al 分别表示Cu 、Al 的质量分数。
如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图图1-2压力生产设备图1--定量输送泵2--压铸机3--型(模)具加热器4--喷涂装置5--取件机械手6--熔化炉7--预热炉8--边角料传送带9--压边机10--压铸件传送带11--废品传送带第一节卧式冷室压铸机压铸原理如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
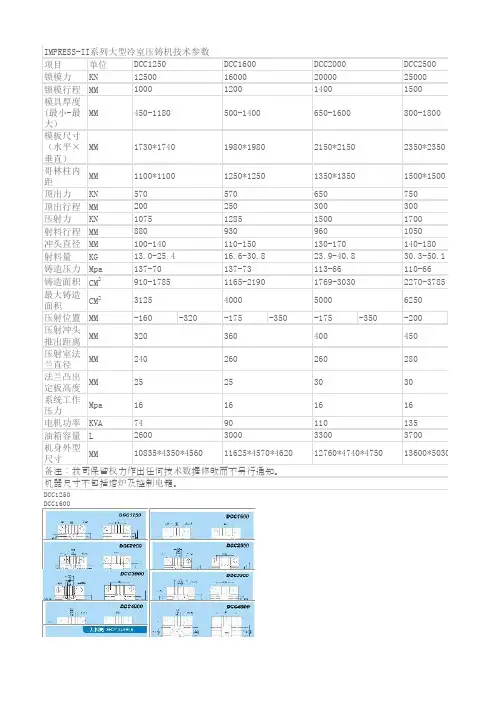
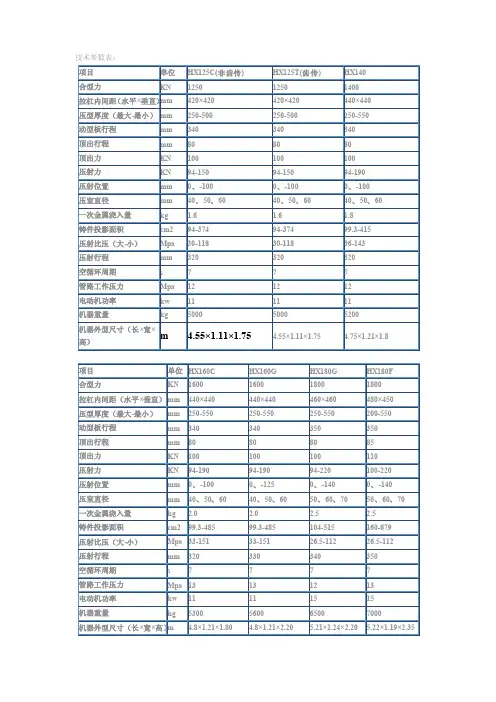
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MMDCC1250DCC1600DCC2000DCC2500DCC3000DCC3500DCC4000DCC4500入料筒IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600800-18001730*17401980*19802150*21502350*23501100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110-150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-30302270-37853125400050006250320360400450240260260280252530301616161674901101352600300033003700备注:我司保留权力作出任何技术数据修改而不另行通知。
机器尺寸不包括熔炉及控制电箱。
10835*4350*456011625*4570*462012760*4740*475013600*5030*5网站地图|关于我们|联系我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-600DCC3000DCC3500DCC4000DCC45003000035000400004500015001600180019000800-2000850-2000900-2100900-2200502620*26202780*27802780*27803000*3000001650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180140014001600150-190160-200160-200180-220.139.1-62.752.7-82.452.7-82.476.3-114.0119-73120-77120-77117-78852520-41102910-45403330-51903850-57707500875010000112505306006007002803203203403035353516161616165220220220460048005100550016500*5450*539017300*5570*5420030*508014830*5290*519015800*5390*5290。

自动给汤机说明书机型:LC 01~10力劲机械厂有限公司L.K. MACHINERY CO.LTD.Ver.1.8(07.11)目录前言1.技术参数 (1)2.使用前 (2)2.1操作说明书的内容 (2)2.2注意事项的记载 (2)3. 机器的搬运与安装 (5)3.1 机器的搬运 (5)3.2 机器的安装 (5)4. 调整 (6)4-1手臂驱动的调整 (6)4-2汤勺驱动的调整 (7)4-3速度调整 (8)4-4各个定时器的调整 (9)4-5给汤量的调整 (10)4-6汤面电极棒的调整 (10)5.运转及操作 (12)5-1动转准备 (12)5-2手动操作 (12)5-3自动操作 (12)5-4试运转 (13)6.保养检查 (14)6-1勺子的保养检查 (14)6-2润滑油 (14)6-3给汤机保养检修表 (15)6-4故障排除 (16)7.动作流程图 (19)8. 电气原理图 (20)前言本公司产品具有设计精良、质量过硬,操作使用简单,维护保养方便的特点,在用户中受到广泛好评。
为了方便用户正确使用本公司的“给汤机”系列产品,特制订本使用说明书。
说明书对“给汤机”系列产品的特点、机器性能和主要技术参数、安装、调试、维护等事项做了比较详尽的描述,用户在使用本公司产品时,请先详细阅读使用说明书,并按其规定进行操作。
技术参数2. 使用前2.1 操作说明书的内容这本手册包含动作说明、操作方式、安装程序、维修及保养。
在要开始使用此机前,请详细阅读这本操作手册。
注意:请勿使用本书中未有介绍的操作方式与程序,因未完全理解操作方式而造成的伤害和意外事故,敞司将不会负责。
请将此手册尽量放在靠近机体处,以供需要时可以就近阅读,并请专人保管。
2.2 注意事项的记载●危险等级表示在此书中的安全注意共分为三个等级,机器运行时会有高度的危险性,故操作时敬请特别安全注意事项3.机器的搬运与安装3.1机器的搬运1、机器在平地搬运时要尽量水平搬运,倾斜角度不得超过25°,以免倾倒而损坏机器。